Тест и билеты электрогазосварщика
Перед допуском к самостоятельной работе, электрогазосварщик, вне зависимости от разряда, обязан пройти первичную проверку на знание производственной инструкции и инструкции по охране труда и раз в 12 месяцев проходить периодическую проверку знаний.
Данный бесплатный экзаменационный онлайн тест 2022 года разработан для подготовки к первичному и повторному экзамену электрогазосварщиков. Тестовые вопросы и ответы соответствуют профессиональному стандарту «Сварщик» утв, приказом Министерства труда и соцзащиты N 701н от 28.11.2013.
Все вопросы с ответами на этом сайте обновлены и актуальны на сегодняшний день.
В наибольшей безопасности тот, кто начеку, даже когда нет опасности.
Сайрус Паблиус
Тест электрогазосварщика
Билеты для аттестации и/или проверки знаний
-
Билет №
1 -
Билет №
2 -
Билет №
3 -
Билет №
4 -
Билет №
5 -
Билет №
6 -
Билет №
7 -
Билет №
8 -
Билет №
9 -
Билет №
10
-
Билет №
11 -
Билет №
12 -
Билет №
13 -
Билет №
14 -
Билет №
15 -
Билет №
16 -
Билет №
17 -
Билет №
18 -
Билет №
19 -
Билет №
20
Верхняя таблица (таблица билетов) предназначена для проверки знаний и тренировки перед экзаменом, посредством решения билетов. Билеты наполняются рандомными вопросами, а также есть возможность формирования протокола (результатов) экзамена.
Нижняя таблица (таблица вопросов) предназначена для подготовки к экзамену, вопросы представлены строго по порядку и не меняются.
Вопросы для подготовки к аттестации и/или проверки знаний
-
Вопросы
1
—
5 -
Вопросы
6
—
10 -
Вопросы
11
—
15 -
Вопросы
16
—
20 -
Вопросы
21
—
25
-
Вопросы
26
—
30 -
Вопросы
31
—
35 -
Вопросы
36
—
40 -
Вопросы
41
—
45 -
Вопросы
46
—
50
-
Вопросы
51
—
55 -
Вопросы
56
—
60 -
Вопросы
61
—
65 -
Вопросы
66
—
70 -
Вопросы
71
—75
Экзаменационный тест электрогазосварщика с ответами
Электрогазосварщик — это рабочая профессия при которой выполнение работ осуществляется ручной электродуговой и также газовой сваркой. Основные трудовые функции: сварка металлических конструкций различной сложности, резка металлов, наплавка различных деталей и изделий с помощью аппарата электродуговой сварки или аппарата газовой сварки.
Экзаменационный тест электрогазосварщика разработан на основе трудовых функций данной профессии с применением новых нормативно-правовых актов.
Условиями допуска для работников в данной сферы деятельности является:
— Изучение производственных инструкций, инструкцией по ОТ;
— Прохождение обязательных первичных и периодических медицинских осмотров;
— Прохождение обучения и проверки знаний правил безопасной эксплуатации сосудов под давлением;
— Обучение и проверка знаний норм и правил работы в электроустановках;
— Обучение и проверка знаний мерам пожарной безопасности;
— Обучение и проверка знаний по охране труда.
Билеты для электрогазосварщика
На нашем сайте вы сможете полноценно подготовиться к экзамену электрогазосварщика на все разряды. Подготовка осуществляется решением билетов с выбором правильного ответа. Билеты представляет собой перечень вопросов с вариантами ответов и выделенным правильным ответом (в некоторых случаях может быть несколько правильных вариантов ответов). Вопросы и ответы составлены из нормативно-правовых актов (НПА) соответствующей деятельности.
Тестирование по экзаменационным билетам сварщика
Тестирование по экзаменационным билетам сварщика.
(4).jpg "Аттестация сварщика")
От квалификации
сварщика зависит качество изготовляемой продукции. Для опасных объектов сварка
доверяется только сварщикам высокой категории.
К работам
допускаются только аттестованные
сварщики, имеющих удостоверение единого
образца Ростехнадзора с отметкой по допуску определенных видов работ. Первичное
обучение и аттестация сварщика проводится
в учебном предприятии на курсовой подготовке.
Аттестация сварщика
подтверждается ежегодно
То есть,
чтобы работать сварщиком, нужно всегда сдавать экзамены на подтверждение знаний
сварочного производства.
На нашем
сайте размещены экзаменационные экзамены для аттестации сварщиков 1 го уровня, (взятые с сайта Веб-Механик), по которым
можно пройти тестирование, закрепить
свои знания и приобрести дополнительные знания.
Тестирование
можно проходить неограниченное время — бесплатно
Кроме
теоретических знаний сварщик должен подтвердить допуск к работам сваркой:
- Качественная сварка на экзамене в горизонтальном и потолочном положении, дает
допуск к сварочным работам в любом пространственном положении; - При допуске к сварке труб и
трубопроводов должны произвести сварку
неповоротные стыки труб; - Допуск на контактную сварку, требует сварки четыре образца труб – два на
разрыв и два на сплющивание.
.jpg "Сварка потолочного шва")
Билеты общего экзамена для проверки знаний специалистов сварочного производства УРОВЕНЬ I (РДС)
Ответы на вопросы выделены желтым цветом
Ответы на вопросы для экзамена по охране труда вы можете посмотреть здесь: «Ответы на билеты по охране труда»
Ответы, необходимые для проверки знаний у лиц, ответственных за безопасное производство работ кранами
БИЛЕТ 1
ВОПРОС 1. Какие признаки наиболее правильно отражает сущность ручной электродуговой сварки штучными электродами (РДС)?
1. Расплавление металлического стержня ограниченной длины и основного металла производится электрической дугой с защитой расплавленных металлов от воздействия атмосферы.
2. Защита дуги и сварочной ванны газом от расплавления покрытия электрода.
3. Расплавление основного металла от теплового воздействия электрической дуги, стержня и покрытия электрода.
ВОПРОС 2. К какой группе сталей относятся сварочные проволоки марок Св-08А, Св-08АА, Св-08ГА, Св-10ГА?
1. Низкоуглеродистой.
2. Легированной.
3. Высоколегированной.
ВОПРОС 3. Укажите, какое влияние оказывает увеличение тока при ручной дуговой сварке на геометрические размеры шва?
1. Увеличивается глубина провара и высота усиления шва.
2. Глубина провара увеличивается, а высота усиления шва уменьшается.
3. Уменьшается глубина провара и увеличивается высота усиления шва .
ВОПРОС 4. Какое определение сварочной дуги наиболее правильно?
1. Электрический дуговой разряд в месте разрыва цепи.
2. Электрический дуговой разряд в межэлектродном пространстве в частично ионизированной смеси паров металла, газа, компонентов электродов, покрытий, флюсов.
3. Электрический дуговой разряд в смеси атомов и молекул воздуха.
ВОПРОС 5. Какими параметрами режима определяется мощность сварочной дуги?
1. Сопротивлением электрической цепи.
2. Величиной напряжения дуги.
3. Величиной сварочного тока и напряжения дуги.
ВОПРОС 6. Какой должна быть величина тока при дуговой сварке в потолочном положении по сравнению с величиной тока при сварке в нижнем положении?
1. Величина тока при сварке в потолочном положении должна быть меньше, чем при сварке в нижнем положении.
2. Величина тока при сварке в потолочном положении должна быть больше, чем при сварке в нижнем положении.
3. Величина тока не зависит от положения сварки в пространстве.
ВОПРОС 7. Какие требования предъявляются к сварочных материалов при входном контроле?
1. Наличие сертификата: полнота и правильность приведенных в нем данных, наличие на каждом упаковочном месте этикеток с контролем данных, приведенных в них, состояние материалов и упаковок.
2. Наличие сертификата: полнота и правильность приведенных в нем данных.
3. Требования к контролю устанавливается в каждом отдельном случае в зависимости от требований Заказчика.
ВОПРОС 8. Для какого класса сталей применяют при сварке электроды типов Э38, Э42, Э42А, Э46, Э46А?
1. Для сварки теплоустойчивых низколегированных сталей.
2. Для сварки углеродистых сталей.
3. Для сварки сталей аустенитного класса.
ВОПРОС 9. Укажите назначение электродного покрытия
1. Упрощает возбуждение дуги, увеличивает коэффициент расплавления металла электродного стержня и глубину проплавления.
2. Защищает металл стержня электрода от окисления, улучшает санитарно-гигиенические условия работы сварщика.
3. Повышает устойчивость горения дуги, образует комбинированную газошлаковую защиту расплавленного электродного металла и сварочной ванны, легирует и рафинирует металл шва и улучшает его формирование.
ВОПРОС 10. Какие род тока и полярность рекомендуются применять при ручной дуговой сварке конструкций из низкоуглеродистой стали электродами с основным покрытием?
1. Переменный.
2. Постоянный ток обратной полярности.
3. Постоянный ток прямой полярности.
ВОПРОС 11. Что понимают под магнитным дутьем дуги?
1. Отклонение дуги от оси шва под действием магнитного поля или воздействия больших ферромагнитных масс.
2. Периодическое прерывание дуги.
3. Колебания капли электродного металла при сварке длинной дугой.
ВОПРОС 12. Какую вольтамперную характеристику должен иметь сварочный источники питания для ручной дуговой сварки?
1. Жесткую или полого падающую.
2. Возрастающую.
3. Падающую.
ВОПРОС 13. Электроды каких марок, имеют рутиловое покрытие?
1. УОНИИ 13/45, СМ-11.
2. АНО-3, АНО-6, МР-3.
3. АНО-7, АНО-8.
ВОПРОС 14. Какие дефекты образуются при сварке длинной дугой электродами с основным покрытием?
1. Газовые поры.
2. Шлаковые включения.
3. Закалочные трещины.
ВОПРОС 15. Какой дефект преимущественно может образоваться при быстром удалении электрода от деталей?
1. Кратерные трещины
2. Непровар
3. Поры
ВОПРОС 16. Укажите наиболее правильное определение понятия свариваемости?
1. Технологическое свойство металлов или их сочетаний образовывать в процессе сварки соединения, обеспечивающие прочность и пластичность на уровне основных материалов.
2. Металлургическое свойство металлов, обеспечивающее возможность получения сварного соединения с общими границами зерен околошовной зоны и литого шва.
3. Технологическое свойство металлов или их сочетаний образовывать в процессе сварки соединения, отвечающие конструктивным и эксплуатационным требованиям к ним.
ВОПРОС 17. Что может способствовать образованию прожога при сварке?
1. Малая величина притупления кромок деталей с V — образной разделкой.
2. Отсутствие зазора в собранном под сварку стыке.
3. Сварка длинной дугой.
ВОПРОС 18. Укажите следует ли удалять прихватки, имеющие недопустимые наружные дефекты (трещины, наружные поры и т.д.) по результатам визуального контроля?
1. Следует.
2. Не следует, если при сварке прихватка будет полностью переварена.
3. Следует удалять только в случае обнаружения в прихватке трещины.
ВОПРОС 19. Какое должно быть напряжение светильников при производстве работ внутри сосуда?
1. 220 В.
2. 36 В.
3. Не выше 12 В.
ВОПРОС 20. Как обозначается сварное соединение на чертеже?
1. Обозначается тип соединения, метод сборки и способ сварки, методы контроля.
2. Указывается ГОСТ, тип соединения, метод и способ сварки, катет шва, длина или шаг, особые обозначения.
3. Указывается метод и способ сварки, длина или шаг, сварочный материал, методы и объем контроля.
Для перехода на следующую страницу, воспользуйтесь постраничной навигацией ниже
Страницы: 1 2 3 4 5 6 7 8 9 10
 Экзаменнационные билеты Электрогазосварщик с ответами и ссылками на НТД и комментариями
Экзаменнационные билеты Электрогазосварщик с ответами и ссылками на НТД и комментариями
 Экзаменнационные билеты Электрогазосварщик с ответами и ссылками на НТД и комментариями
Экзаменнационные билеты Электрогазосварщик с ответами и ссылками на НТД и комментариямиЭто позволяет быстро и качественно подготовиться к аттестации.
Тесты составлены в соответсвие с требованиями профстадарта от 28.11.2013 N 701н «Сварщик»
Профстандарт:
Газовая сварка (наплавка) (Г) сложных и ответственных конструкций (оборудования, изделий, узлов, трубопроводов, деталей) из различных материалов (сталей, чугуна, цветных металлов и сплавов), предназначенных для работы под давлением, под статическими, динамическими и вибрационными нагрузками
Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом (РД) сложных и ответственных конструкций (оборудования, изделий, узлов, трубопроводов, деталей) из различных материалов (сталей, чугуна, цветных металлов и сплавов), предназначенных для работы под давлением, под статическими, динамическими и вибрационными нагрузками
Ручная дуговая сварка (наплавка) неплавящимся электродом в защитном газе (РАД) и плазменная дуговая сварка (наплавка, резка) (П) сложных и ответственных конструкций (оборудования, изделий, узлов, трубопроводов, деталей) из различных материалов (сталей, чугуна, цветных металлов и сплавов), предназначенных для работы под давлением, под статическими, динамическими и вибрационными нагрузками
Частично механизированная сварка (наплавка) плавлением сложных и ответственных конструкций (оборудования, изделий, узлов, трубопроводов, деталей) из различных материалов (сталей, чугуна, цветных металлов и сплавов), предназначенных для работы под давлением, под статическими, динамическими и вибрационными нагрузками
Термитная сварка (Т) сложных и ответственных конструкций (оборудования, изделий, узлов, трубопроводов, деталей)
Сварка ручным способом с внешним источником нагрева (сварка нагретым газом (НГ), сварка нагретым инструментом (НИ), экструзионная сварка (Э)) сложных и ответственных конструкций (оборудования, изделий, узлов, трубопроводов, деталей) из полимерных материалов (пластмасс, полиэтилена, полипропилена и т.д.)
Литература для подготовки
(ФНП № 390) Постановление Правительства РФ от 25.04.2012 N 390 (ред. от 23.06.2014) «О противопожарном режиме в Российской Федерации»
(ФНП № 116) РТН от 25 марта 2014 г. n 116 Об утверждении федеральных норм и правил в области промышленной безопасности «Правила промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под избыточным давлением»
Приказ от 12 ноября 2013 г. n 533 об утверждении федеральных норм и правил в области промышленной безопасности «правила безопасности опасных производственных объектов, на которых используются подъемные сооружения»
Правила устройства электроустановок ПУЭ
Правила «Правила технической эксплуатации электроустановок потребителей» ПРИКАЗ от 13 января 2003 г. № 6
Приказ МЧС РФ от 12.12.2007 N 645 (ред. от 22.06.2010) «Об утверждении Норм пожарной безопасности «Обучение мерам пожарной безопасности работников организаций» (Зарегистрировано в Минюсте РФ 21.01.2008 N 10938)
ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения
ГОСТ 12.3.003-86 ССБТ. Работы электросварочные. Требования безопасности
ГОСТ 9466-75: Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия.
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
РД 03-606-03. Инструкция по визуальному и измерительному контролю
РД 34 10.124-94 Инструкция по подготовке и хранению сварочных материалов.
РД 03-613-03 Порядок применения сварочных материалов при изготовлении,
монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов
ТИ-030-2002 Инструкция по охране труда для электрогазосварщика
ТОИ Р-200-09-95 ТИПОВАЯ ИНСТРУКЦИЯ ПО ОХРАНЕ ТРУДА ДЛЯ ЭЛЕКТРОСВАРЩИКА
СНиП 1009-73 п. Санитарные правила при сварке, наплавке и резке металлов
Инструкция по оказанию первой помощи при несчастных случаях на производстве (утв.РАО «ЕЭС России»)
(П.П) Учебник для водителей «Первая помощь» 2012 год Минздрав России
Экзаменационные тесты для сварщиков с ответами
Правильный вариант ответа отмечен знаком +
1. Чем определяются свойства сварного соединения?
+ Свойствами металла шва, линии сплавления с основным металлом и зоны термического влияния
— Техническими характеристиками использованных электродов
— Свойствами металла линии сплавления и зоны термического влияния
2. С какой целью выполняют разрезку кромок?
— Для экономии металла
— Для более удобного проведения сварочных работ
+ Для обеспечения провара на всю глубину
3. Исправление сквозных дефектов сварных соединений трубопроводной арматуры проводят путем разрезки кромок. Укажите допустимые углы раскрытия кромок.
+ 65-75 градусов
— 15-20 градусов
— 30-45 градусов
4. Расшифруйте смысл маркировки электродов: буква «Э» и следующее за ней цифровое значение.
— Тип электрода и допустимое количество часов использования
+ Тип электрода и гарантируемый предел прочности наплавленного металла в расчете на кгс/мм2
— Марку электрода и серийный номер, присвоенный заводом-производителем
5. Какой должна быть характеристика источников питания для ручной дуговой сварки или наплавки покрытыми электродами?
— Переменной
+ Крутопадающей или жесткой (в комбинации с балластными реостатами)
— Восходяще-контролируемой
6. В каком порядке проводится аттестация сварщиков?
— По решению аттестационной комиссии
— Сначала теоретическая часть экзамена, а затем практическая
+ Сначала практическая часть экзамена, затем теоретическая
7. Укажите верную маркировку, которая бы указывала на толщину покрытия в обозначении электрода.
+ Тонкое покрытие — М, среднее покрытие — С, толстое покрытие — Д, особо толстое покрытие — Г
— Без покрытия — ТО, среднее покрытие — СР, толстое покрытие — ТЛ, особо толстое покрытие — ОТЛ
— Без покрытия — БП, тонкое покрытие — Т, среднее покрытие — С, толстое покрытие — ТТ, особо толстое покрытие – ТТТ
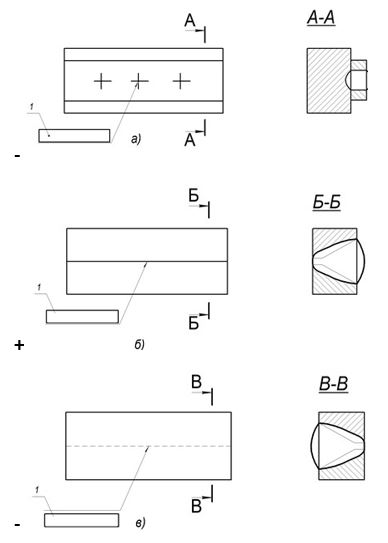
8. На каком из чертежей изображен видимый сварной шов?
9. При выполнении ручной дуговой сварки непровары возникают из-за:
+ Высокой скорости выполнения работ, недостаточной силы сварочного тока
— Малой скорости выполнения работ, чрезмерно большой силы сварочного тока
— Неправильного подбора электродов, чрезмерно большой силы сварочного тока
тест 10. Дайте определение понятию «электрошлаковая сварка».
— Сварка электротоком, при которой побочным продуктов плавления металла является слой флюса, подлежащий вторичному использованию при электродуговой сварке
+ Сварка плавлением, при которой для нагрева используют тепло, выделяемое при прохождении электротока через массы расплавленного шлака
— Сварка плавлением, при которой используются ленточные электроды и слой шлака в качестве охлаждающей среды
11. Ультразвуковой метод контроля позволяет выявить следующие дефекты сварного шва:
— Качество оплавления металла
+ Непровары, трещины, поры, включения металлической и неметаллической природы, несплавления
— Внутренние напряжения металла
12. Максимальная длина гибкого кабеля, используемого для подключения передвижной электросварочной установки к коммутационному аппарату, составляет:
— 25 м
— 20 м
+ 15 м
13. Конструктивными характеристиками разделки кромок являются:
+ Притупление, угол скоса кромки
— Температура плавления металла, глубина проварки
— Угловатость, угол скоса кромки
14. Остаточные сварочные деформации – это:
— Деформации, которые связаны с дефектами электродов
+ Деформации, которые остаются после завершения сварки и полного остывания изделия
— Деформации, образовавшиеся после воздействия краткосрочной механической нагрузки на сварное соединение
15. Какой дефект сварного шва изображен на рисунке?

— Несплавление
+ Непровар
— Неправильная разделка кромок
16. Прожоги образуются по причине:
+ Несоответствия силы сварочного тока и толщины свариваемых элементов
— Неправильно подобранных электродов
— Неправильно подобранного размера сварочной ванны
17. Укажите оптимальный метод предупреждения образования горячих трещин при сварке.
— V-образная разделка кромок
+ Выбор правильной формы разделки кромок, снижение погонной энергии
— Проведение термической обработки металла до сварки
18. Контроль качества сварных соединений проверяют по:
+ Свойствам металла шва, линии сплавления с основным металлом и зоне термического влияния
— Внешнему виду катета сварного шва
— Цвету сварного шва
19. Внешний вид излома сварного соединения позволяет определить:
— Прочность, устойчивость против коррозии, деформационную стойкость
+ Строение и структуру металла, что является ценной информацией для оценки его пластических свойств
— Наличие вредных примесей в металле
тест-20. Перечислите типы сварных соединений.
+ Стыковые, тавровые, угловые, внахлест
— Плоские, угловые, стыковые, объемные
— С нахлестом, без нахлеста
21. Опишите принцип заземления сварочного оборудования.
— К оборудованию приваривается медный провод. Обязательно наличие надписи «Земля»
— Оборудование имеет специальный зажим, расположенный в доступном месте. Наличие надписи «Земля» опционально
+ Оборудование имеет болт с окружающей его контактной площадкой. Обязательно наличие надписи «Земля»
22. Влияние подогрева изделия в процессе сварки на величину остаточных деформаций выражается в:
— Увеличении этих деформаций
+ Уменьшении этих деформаций
— Влияние отсутствует
23. Магнитное дутье дуги – это:
— Увеличение линейных размеров дуги из-за воздействия магнитного поля сплавляемого металла
+ Отклонение дуги от оси электрода, возникающее из-за влияния магнитных полей или ферромагнитных масс при сварке
— Увеличение проплавления изделия, возникшее из-за влияния магнитного поля дуги
24. Когда возможно исправление дефектов в сварных изделиях, подлежащих последующему отпуску (термообработке)?
+ До отпуска
— После отпуска
— По мере обнаружения дефектов
25. Сварные проволоки Св-08, Св-08а, Св-10ГА относят к … классу сталей.
— Легированному
— Высоколегированному
+ Низкоуглеродистому
26. Методы контроля степени воздействия на материал сварного соединения бывают:
+ Разрушающими и неразрушающими
— Радиографическими и ультразвуковыми
— Статическими и динамическими
27. Укажите цель проведения сопутствующего и предварительного подогрева.
— Повышение содержания углерода в металле
+ Выравнивание неравномерности нагрева при сварке, снижение скорости охлаждения и уменьшение вероятности возникновения холодных трещин
— Повышение скорости охлаждения металла в зоне сварки
28. Наплыв в металле шва – это:
— Неровность металла, влияющая на эксплуатационные и эстетические характеристики сварного изделия
+ Дефект в виде металла, который наплыл на поверхность свариваемого металла или ранее выполненного валика и не сплавившийся с ним
— Отклонение линейных размеров шва от эталонных (назначенных в чертежах)
29. Цифры возле букв на чертеже сварного шва обозначают:
+ Порядковый номер шва в соответствии с ГОСТ
— Предпочтительную толщину электрода для проведения работ
— Длину катета шва
тест_30. Требования, которые предъявляются к качеству исправленного участка шва:
— Определяются приемочной группой индивидуально
+ Аналогичны тем, которые предъявляются к качеству основного шва
— Зафиксированы в нормативных документах и зависят от вида шва
Экзаменационные билеты
по предмету
« Технология ручной электродуговой и
газовой сварки».
Профессия: « Электрогазосварщик»
Срок обучения: 6 месяцев.
Разработала преподаватель:
Мелихова Г.Н.
г. Михайловка
2015 г
1.1 Экзаменационные билеты
по дисциплине: « Технология ручной
электродуговой и газовой сварки ».
Специальность: электрогазосварщик.
Билет 1.
1. Классификация видов сварки.
2. Виды и устройство
сварочной газовой горелки.
3.
Общие требования техники безопасности при сварочных работах.
Билет 2.
1. Классификация сварочных соединений
2. Устройство баллонов для сжиженных
газов (кислородные)
3.
Требования техники безопасности перед началом сварочных работ.
Билет
3.
1. Сварочные трансформаторы,
устройство и принцип действия.
2. Устройства баллона для
растворенных газов (ацетилена).
3. Требования по
технике безопасности во время проведения сварочных работ.
Билет 4.
1. Сварочные выпрямители, устройство
и принцип действия
2. Материалы для газовой сварки: горючие
газы, присадочная проволока, флюсы.
3.
Требования по технике безопасности по окончании сварочных работ.
Билет 5.
1. Основные и присадочные
материалы для сварки стали металлов.
2. Ацетиленовый генератор,
устройство, виды.
3. Требования
по технике безопасности при аварийных сварочных работах.
Билет
6.
1. Требования к электродам.
Классификация электродов.
2. Структура и виды
газового пламени.
3. Требования к спецодежде и
средствам индивидуальной защиты электросварщика.
Билет
7.
1.Требования к источникам питания сварочной дуги.
2.Способы и режимы
сварки труб (трубопроводов).
3. Правила хранения баллонов при газовой сварке.
Билет
8.
1. Сварочная дуга, её свойства,
способы зажигания дуги.
2. Способы выполнения газовой сварки.
3. Меры
пожарной безопасности при проведении сварочных работ
Билет 9.
1. Методы контроля сварных швов.
2. Правила подбора сварочных проводов, их присоединение к источнику
питания, к электродержателю и изделию.
3.
Основные требования техники безопасности при газовой сварке и резке.
Билет 10.
1. Сварочные преобразователи,
устройство и принцип действия.
2. Техника выполнения
сварочных швов «на проход», «каскадом « и «горкой».
3.
Квалификационная характеристика электрогазосварщика: что должен знать, что
должен уметь.
Билет 11.
1. Основные зоны сварочной дуги.
2. Устройство и принцип действия водяного
затвора низкого давления.
3. Виды газовых рукавов (шлангов), требования
к их хранению.
Билет 12
1. Влияние
прихватки, сборки и подготовки свариваемых кромок на качество сварочного шва.
2. Оборудование сварочного поста при газовой сварке.
3.
Требования к охране труда в сварочных мастерских.
Билет 13
1. Классификация
сварочных швов.
2. Карбид кальция и кислород.
3. Общие
требования техники безопасности при электросварочных работах.
Билет 14
1.
Техника движения электродов при сварке.
2. Выбор режимов сварки
3. Общие
требования техники безопасности при газосварочных работах.
Билет 15
1.
Техника сварки в нижнем положении, вертикальном и
горизонтальном положении.
2. Особенности сварки труб
поворотными и неповоротными стыками.
3. Виды
инструктажей по технике безопасности, цели их проведения.
Билет 16
1.
Электроды, их структура и обозначение..
2.
Дефекты сварочных
швов, причины их возникновения.
3. Общие
требования техники безопасности при сварке на высоте.
Билет 17
1. Покрытия
для сварочных электродов, назначение и виды.
2.
Достоинства и
недостатки газовой сварки.
3.
Защитное заземление при сварке, виды и назначение.
Билет 18
1. Понятие о свариваемости металла. Классификация
металлов по свариваемости.
2.Сварочные редукторы
(назначение, классификация, устройство, принцип действия, техника безопасности
при эксплуатации)
3. Первая
помощь пострадавшим при поражении электрическим током.
Билет 19
1.Сварочная проволока (назначение, требования,
химический состав, маркировка).
2.
Предохранительные
затворы (назначение, классификация, устройство).
3. Правила
хранения, транспортировки, эксплуатации газовых баллонов.
Билет 20
1. Напряжения и деформации при сварке (понятия,
виды, классификация, причины их возникновения, способы борьбы)
2. Защитные газы (назначение,
классификация, свойства).
3.
Обслуживание сварочных трансформаторов.
Билет 21
1. Технология наплавки и сварки угловых швов.
2. Особенности и режимы сварки различных металлов.
3. Схема
получения ацетилена.
Критерии и нормы оценочной деятельности по устному
теоретическому экзамену.
В основу критериев оценки учебной деятельности
обучающихся положены объективность и единый подход. При 5 — балльной оценке
для всех установлены общедидактические критерии.
Оценка устного экзамена:
Оценка «5» ставится, если обучающийся:
1) ответил на все вопросы без ошибок и недочетов;
2) допустил не более одного недочета.
Оценка «4» ставится, если обучающийся ответил полностью, но
допустил в ней:
1) не более одной негрубой ошибки и одного недочета;
2) или не более двух недочетов.
Оценка «3» ставится, если обучающийся правильно ответил не
менее двух вопросов или допустил:
1) не более двух грубых ошибок;
2) или не более одной грубой и одной негрубой ошибки и одного недочета;
3) или не более двух-трех негрубых ошибок;
Оценка «2» ставится, если обучающийся:
1) допустил число ошибок и недочетов превосходящее норму, при которой
может быть выставлена оценка «3»;
2) или если неправильно ответил на два вопроса.
Примечание.
1) Преподаватель имеет право
поставить обучающемуся оценку выше той, которая предусмотрена нормами, если
обучающийся оригинально ответил на вопросы.
1.2 Перечень выпускных практических
квалификационных работ для присвоения квалификации Электрогазосварщик 2-3 разряда:
1. Выполнение сварки пластин с отбортовкой кромок газовой
сваркой.
2. Выполнение наплавки поверхностей твёрдыми сплавами покрытым
электродом.
3. Выполнение многослойной наплавки на трущиеся поверхности
покрытыми электродами.
4. Выполнение газовой сварки профильного проката.
5. Выполнение сварки строительной несущей конструкции (настил)
ручной дуговой сваркой.
6. Выполнение сварки трубной конструкции газовой сваркой.
7. Выполнение сварки балочных конструкций из профильного проката
газовой сваркой.
8. Выполнение сварки листового металла нахлесточным соединением.
9. Выполнение постановки заплат, при ремонте металлических конструкций
ручной дуговой сваркой.
10. Выполнение заварки непровара, при ремонте металлических
конструкций газовой сваркой.
11. Выполнение сварки тонкостенных труб (при помощи косынок) ручной
дуговой сваркой.
12. Выполнение сварки нахлёсточных соединений газовой сваркой.
13. Выполнение заварки отверстий небольшого диаметра газовой
сваркой.
14. Выполнение сварки решетчатой конструкции ручной дуговой
сваркой.
15. Выполнение наплавки на цилиндрические поверхности газовой
сваркой.
16. Технология многослойной наплавки на режущий инструмент покрытыми
электродами.
17. Технология сварки труб с козырьком ручной дуговой сваркой.
18. Технология сварки труб с поворотом Д=250мм ручной дуговой
сваркой.
19. Технология сварки короба ручной дуговой сваркой.
20. Технология неповоротной сварки труб Д= 250мм ручной дуговой
сваркой.
Критерии оценки выпускных практических
квалификационных работ:
— оценка «5» (отлично) — аттестуемый уверенно и точно
владеет приемами работ практического задания, соблюдает требования к качеству
производимой работы, умело пользуется оборудованием, инструментами,
рационально организует рабочее место, соблюдает требования безопасности труда;
— оценка «4» (хорошо) — владеет приемами работ
практического задания, но возможны отдельные несущественные ошибки,
исправляемые самим аттестуемым, правильно организует рабочее место, соблюдает
требования безопасности труда;
— оценка «3» (удовлетворительно) — ставится при
недостаточном владении приемами работ практического задания, наличии ошибок,
исправляемых с помощью мастера, отдельных несущественных ошибок в организации
рабочего места и соблюдении требований безопасности труда;
СПЕЦИАЛЬНОСТЬ «ЭЛЕКТРОГАЗОСВАРЩИК»
Итоговая аттестация
БИЛЕТ № 1
- Какова роль сварочного производства в народном хозяйстве.
Сварка – это один из видов неразъемных. Сварные металлические конструкции используют практически во всех отраслях народного хозяйства страны: при производстве металлургического, горнорудного, энергетического оборудования, строительно-дорожных машин, подвижного состава железных дорог, автомобилей и сельскохозяйственной техники, судов, строительных конструкций, трубопроводов и др.
Сварка имеет преимущества перед другими видами соединений:
Увеличивает производительность труда
-облегчает труд рабочих
— Сохраняет прочность соединенных деталей
— С помощью сварки можно соединять детали различной толщины
- Виды сварочных соединений.
В зависимости от взаимного расположения деталей различают соединения:
— стыковое (32 вида – С1, С2, С3 и т.д.), ГОСТ 5264-80.
— угловое (10 видов – У1, У2,…У10),
— тавровое (9 видов – Т1, Т2,…Т9),
— нахлесточное (Н1, Н2),
-торцовые.
По положению в пространстве: «в лодочку», нижнее, полугоризонтальное, горизонтальное, полувертикальное, вертикальное, полупотолочное, потолочное.
По протяженности: непрерывные [сплошные, короткие (до 300 мм), средние(300-1000 мм) , длинные (свыше 1000 мм)], прерывистые (с цепным или шахматным расположением шва) и прихватки (для фиксации взаимного расположения свариваемых деталей).
По количеству наложенных швов: односторонние, двухсторонние, многослойные-многопроходные.
По объему наплавленного металла: нормальные, усиленные, ослабленные.
По действующему на шов усилению: — фланговые
— лобовые
— комбинированные
— косые.
- Виды и причины травматизма при сварке
Виды: — отравления парами, газами,
— ожоги открытых участков тела,
— электротравмы,
— слезотечение,
Виды промышленого травматизма в сварочном производстве: ожоги, слезотечение, отравление, ушибы, падения, переломы, травматизм при взрывах, поражение электрическим током, облучение гамма- или рентгеновским излучением во время просвечивания сварных швов.
— ушибы, переломы и т.д.,
Причины: — невнимательность
— плохое освещение
— захламленность рабочего места и проходов,
— неисправность оборудования
Главные причины: — необученность рабочих,
— формальный инструктаж по безопасности труда,
— слабый контроль за безопасность труда со стороны руководства.
ВЫВОД: береги себя сам.
БИЛЕТ № 2
- Классификация сварных швов по положению в пространстве, по протяженности, по количеству наложенных швов.
По положению в пространстве: «в лодочку», нижнее, полугоризонтальное, горизонтальное, полувертикальное, вертикальное, полупотолочное, потолочное.
По протяженности: непрерывные [сплошные, короткие (до 300 мм), средние(300-1000 мм) , длинные (свыше 1000 мм)], прерывистые (с цепным или шахматным расположением шва) и прихватки (для фиксации взаимного расположения свариваемых деталей).
По количеству наложенных швов: односторонние, двухсторонние, многослойные-многопроходные.
- Что такое свариваемость сталей, их виды?
Свариваемость сталей – это способность металлов образовывать в процессе сварки сварное соединение, металл шва которого обладает механическими свойствами, близкими (или лучше) к основному металлу.
Различают: Физическую свариваемость. Она определяется процессами, протекающими в зоне сплавления свариваемых металлов, в результате которых образуется неразъемное соединение.
Технологическую свариваемость. Это отношение металла к конкретному способу сварки и режиму и получение сварного соединения с заданными эксплуатационными свойствами.
Технологическая свариваемость устанавливает: оптимальные режимы сварки, способы сварки, последовательность выполнения сварочных работ.
По свариваемости стали делятся на 4 группы:
1 группа – хорошо сваривающиеся, у которых С не более 0,25%
2 группа – удовлетворительная свариваемость С не более 0,25-0,35% (нужен подогрев до 100-150° С)
3 группа – ограниченная свариваемость С не более 0,35-0,45% (предварительный подогрев до250-400°С)
4 группа – плохо сваривающиеся С – 0,45%, склонны к образованию трещин. Нужен предварительный подогрев и термообработка.
- Требования к оборудованию рабочего места сварщика.
Специально оборудованное рабочее место для сварки называется сварочным постом.
Рабочее место сварщика может быть стандартным (кабина) или передвижным, например, на стройке. Рабочее место сварщика должно быть нормально освещенным, (общий и местный свет) и иметь вентиляцию (общую — втяжную и вытяжную вентиляцию и местную вытяжную).
Основным оборудованием сварочного поста являются источники питания переменного или постоянного тока.
При работе на открытом воздухе сварочный аппарат необходимо предохранять от атмосферных осадков, сырости, пыли и грязи, а зона сварки защищена переносными щитами. Источник сварочного тока должен иметь исправный металлический кожух и надёжное заземление, соединения и изоляцию.
В обязанности сварщика входят очистка источника питания от пыли и грязи, проверка надёжности заземления, контактов проводов, изоляции, включение источника питания рубильником или магнитным пускателем, соблюдение правил охраны труда.
Каждый сварочный пост должен быть обеспечен исправным инструментом и приспособлениями: электрододержателем, весом не более 450 гр, с гибким проводом длиной от 1,5 м, легким щитком или маской, массой не более 0,5 кг, герметичной электродницей, зубилом, молотком, стальной щеткой, плоскогубцами, набором шаблонов для проверки разделки под сварку и размеров сварочного шва, личное клеймо для клеймения заваренных швов. струбцинами и т.д.
На рабочем месте сварщика не должно быть посторонних предметов: досок, мусора, возгораемых предметов и т.д.
БИЛЕТ № 3
- Виды разделки кромок под сварку.
Стыковое соединение без скоса кромок и без зазора – полное проплавление достигается при одностороннем сварном шве при толщине металла до 4 мм. При двухстороннем шве полное проплавление обеспечивается при толщине металла до 8 мм.
Стыковое соединение без скоса свариваемых кромок с зазором – полное проплавление достигается при одностороннем сварном шве при толщине металла менее 5 мм. При двухстороннем сварном шве полное проплавление обеспечивается при толщине металла до 12 мм.
Стыковое соединение со скосом кромок – позволяет сваривать металл толщиной от 3 до 100 мм. ГОСТ 5264-80
Стыковое соединение с двумя симметричными скосами кромок – используются для получения сварных соединений металла толщиной от 8 до 120 мм.
Стыковое соединение с криволинейным скосом кромок – применяется для сварки металла толщиной от 15 до 100 мм.
Стыковое соединение с двумя симметричными криволинейными скосами кромок – толщина свариваемого металла колеблется от 30 до 175 мм.
Притупление (c)составляет 2±1 мм. Его назначение – обеспечить правильное формирование шва и предотвратить прожоги в корне шва.
Зазор (b) равен 1-3 мм – необходим для провара корня шва.
Угол скоса кромки обеспечивает определённую величину угла разделки кромок, что необходимо для доступа дуги вглубь соединения и полного проплавления кромок на всю толщину. Стандартный угол разделки кромок в зависимости от способа сварки и типа соединения изменяется в пределах от 45±2° до 12±2°.Тип разделки и величина угла разделки кромок определяют количество необходимого дополнительного металла для заполнения разделки , а значит, производительность сварки.
Разделку кромок под сварку выполняют при толщине металла в 3 мм т.к. отсутствие разделки кромок приводить к непровару или пережогу металла.
Разделка кромок позволяет вести сварку слоями небольшого сечения, что улучшает структуру сварного соединения, уменьшает деформации и напряжения металла.
ГОСТ 5264-80 предусматривает формы разделки кромок.
Для стыков швов:
Для тавровых соединений:
Для угловых швов:
Угол разделки кромок зависит от толщины и марки сварочного металла.
- Назначение, устройство и принцип действия сварочных трансформаторов.
Сварочный трансформатор служит для преобразования переменного тока высокого напряжения 220/380 вольт в ток низкого напряжения 65 – 80 В той же частоты, с необходимой внешней характеристикой и предназначенного для питания сварочной дуги Увеличение напряжения холостого хода ограничивается правилами охраны труда, по которым допускается максимальное эффективное значение напряжения источника переменного тока для питания сварочных постов не выше 80 В, ГОСТ 95 – 77Е. Все сварочные трансформаторы являются трансформаторами напряжения.
Сварочный трансформатор состоит из сердечника (стержневого магнитопровода), набранного из пластин электртехнической стали и двух обмоток: первичной и вторичной.
Переменный ток, текущий по первичной обмотке трансформатора, создаёт вокруг неё и в сердечнике (магнитопроводе) переменное магнитное поле. Это поле через магнитопровод (сердечник) пересекает витки вторичной обмотки трансформатора и индуцирует в ней переменное (пониженное) напряжение той же частоты.
В нижней части сердечника находится первичная обмотка, состоящая из двух катушек. Она закреплена неподвижно. Вторичная обмотка подвижная. Обе обмотки соединены параллельно. Сварочный трансформатор ТД-500 имеет переключение обмоток на малый сварочный ток до 180 А (с последовательным включением обмоток и с отключением небольшой части витков первичной обмотки) и максимальный до 360 А (обмотки соединяются параллельно) и плавную регулировку тока путём изменения расстояния между обмотками.
Регулирование сварочного тока осуществляется изменением индуктивного сопротивления трансформатора
за счёт перемещения его обмоток или перемещения магнитного шунта, а также изменением схемы соединения обмоток.
Работа трансформатора основана на электромагнитном взаимодействии первичной и вторичной обмоток через магнитопровод (сердечник). Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками. При их сближении ток возрастает, при увеличении расстояния между первичной и вторичной обмотками – ток уменьшается.
Все сварочные трансформаторы должны удовлетворять следующим требованиям:
Иметь падающую характеристику.
Ограничивать ток короткого замыкания.
Напряжение холостого хода не должно превышать 80 В.
Регулирование сварочного тока должно осуществляться в широких пределах и быть достаточно плавным
Сварочные трансформаторы делятся на однофазные и трёхфазные промышленной (50 Гц) и более высокой частоты.
Все токоведущие части сварочных установок должны быть защищены кожухом; на клеммах сварочных трансформаторов должны быть козырьки и надписи «Высокая сторона», «Низкая сторона»; металлические кожухи сварочных установок, а также зажим вторичной обмотки трансформатора, к которому подключается обратный провод, должны быть заземлены, их техническое состояние должно контролироваться ежедневно до начала электросварочных работ;
- Устройство светофильтров при сварке. Отчего зависит их выбор.
При электродуговой сварке вокруг сварочной дуги возникает мощный поток ультрафиолетовых, световых и инфракрасных лучей, которые оказывают вредное влияние на открытые участки тела, роговой оболочки глаз, хрусталик и сетчатку глаз.
Для защиты лица и глаз сварщика от светового излучения, брызг расплавленного металла и шлака применяют щиток или шлем-маску со светофильтром. Перед и за светофильтром устанавливается обычное стекло, которое защищает его от брызг и капель расплавленного металла.
Светофильтры стандартизированы, форма стёкол прямоугольная, длина 102 мм, ширина 52 мм: Э 1 для токов до 70 А; Э 2 – до 200 А; Э 3 – до 400 А; Э 4 – свыше 400 А (Выбор светофильтра зависит от силы сварочного тока).
Для защиты от вредных излучений на производстве рекомендованы светофильтры типа С (ГОСТ 12.4.080-79) тёмно-зелёного цвета. Зелёный цвет светофильтров благоприятно действует на органы зрения, не утомляет глаза и улучшает общее самочувствие сварщиков. Вместо пяти ранее существовавших классов типа Э рекомендуются 13 классов типа С для сварки на токах 13—900 А, что позволяет точнее подобрать необходимую плотность светофильтра в зависимости от сварочного тока и вида сварки и обеспечить оптимальный яркостный контраст, снизить напряжение и утомление зрения сварщика. Излучение дуги опасно для зрения на расстоянии до 20 м.
БИЛЕТ № 4
- Назначение, устройство и принципы действия сварочных выпрямителей.
Сварочные выпрямители служат для преобразования переменного тока 220 или 380 вольт в постоянный ток низкого напряжения 60-75 вольт (напряжение холостого хода).
Сварочные выпрямители бывают однопостовые и многопостовые.
Выпрямитель состоит из: понижающего трансформатора с устройством для регулирования тока и напряжения, выпрямительного блока, вентилятора и пускорегулирующей аппаратуры.
Выпрямители многопостовые состоят из следующих основных элементов: трёхфазного понижающего трансформатора, выпрямительного кремниевого блока с вентилятором, пускорегулирующей и защитной аппаратуры. Принцип действия выпрямителей основан на свойстве полупроводников проводить ток только в одном направлении. Такими материалами являются Se, Si (селен , кремний).
В сварочных выпрямителях используют трехфазную мостовую схему выпрямления, дающую меньшую импульсацию выпрямленного напряженния, более равномерную загрузку питающей сети переменного тока и лучшее использование трансформатора, питающего выпрямитель. Выпрямители выполняются на диодах, тиристорах и на транзисторах.
Многопостовые сварочные выпрямители типа ВКСМ, ВДМ, ВДУМ рассчитаны на номинальные длительные токи 1000 – 5000 А. Во время эксплуатации выпрямитель должен подвергаться планово-предупредительному контролю: очищать кремневые вентили от пыли и грязи сжатым воздухом и тщательно проверять затяжку контактных соединений.
Число постов определяют по номинальной силе тока одного поста и коэффициенту одновременности нагрузки, равному 0,6 – 0,7.
Постоянным током свариваются наиболее ответственные конструкции (трубопроводы, котлы, грузоподъемные устройства), корабли и т.д.
Наиболее распространенными являются выпрямители ВД-306, ВДМ-100.
Сколько сварочных постов можно подключить к ВКСМ – 1000?
При сварке током до 100 ампер — это 10 постов. 1000:100А = 10 (постов).
При сварке током до 200 ампер – 5 постов. 1000:200А = 5 (постов).
При сварке током до 250 – 4 поста. 1000:250А = 4 (поста).
- Обозначение сварочных швов на чертежах. Что в них входит?
Сварные соединения на чертежах обозначают по ГОСТ 2.312-72. При этом указывают: ГОСТ, тип соединения, метод и способ сварки, катет шва, длину или шаг, особые обозначения.
Соединения обозначают: С – стыковое, У – угловое, Т –тавровое, Н – нахлёсточное. Цифры возле букв (С33, Т4) указывают порядковый номер шва в ГОСТе, вид соединения и шва, а также форму разделки кромок. От изображения шва или одиночной точки проводится линия -выноска, заканчивающаяся односторонней стрелкой. Линия выноска обычно проводится от видимого шва, при необходимости – от невидимой стороны шва.
Например: ГОСТ 5264-80-Т5 РнЗ 6-50Z150
ГОСТ 5264-80-С9-О-Х
- Безопасность труда при обслуживании сварочного оборудования.
При работе с электрооборудованием необходимо помнить, ток силой 0,1 А и напряжением от 12 В опасен для жизни человека (смертелен).
Воздействие на человека тока силой 0,1 А и напряжением 120…380 В в течение 1-3-х секунд наступает смерть. Сила тока 0,5 А смертельно опасна для человека.(Статистика показывает, что число несчастных случаев, в том числе со смертельным исходом, при напряжениях 120…380 В составляет более половины от всех несчастных случаев).
Поэтому перед началом работы сварщик обязан:
— проверить исправность заземления сварочного аппарата;
— проверить надежность контактов электропровода (прямого и обратного) и электрододержателя.
Во время работы: не допускать перегрева обмоток и его деталей, оберегать сварочный аппарат, балластный реостат от механических повреждений.
Если сварка производится на открытом воздухе, то сварочный аппарат и балластный реостат должен находиться под навесом.
Все работы по установке, подключению к сети, отключению, ремонту и наблюдению за состоянием сварочных установок в процессе эксплуатации должен производить электротехнический персонал (электромонтёр) организации, имеющий квалификационную группу по технике безопасности не ниже III. Указанные работы запрещается производить электросварщикам. Сварочные установки разрешается включать в сеть только посредством рубильников или пусковых устройств. Подключать к одному рубильнику более одного трансформатора (любого потребителя тока) категорически запрещается. Все сварочные установки необходимо присоединять к сети проводом марки КРТП или ПРГ/500, ЗАКЛЮЧЁННЫМ В РЕЗИНОВЫЙ ШЛАНГ. Длина кабеля не должна превышать 15 м. К сварочным установкам предъявляются следующие требования безопасности: напряжение на зажимах в момент зажигания дуги (напряжение холостого хода) у сварочных трансформаторов переменного тока 70 В, а у генераторов постоянного тока – 110 В; все токоведущие части сварочных установок должны быть защищены кожухом; на клеммах сварочных трансформаторов должны быть козырьки и надписи «Высокая сторона», «Низкая сторона»; металлические кожухи сварочных установок, а также зажим вторичной обмотки трансформатора, к которому подключается обратный провод, должны быть заземлены, их техническое состояние должно контролироваться ежедневно до начала электросварочных работ.
БИЛЕТ № 5
- Назначение, устройство и принцип действия сварочных преобразователей.
Конструкция, в которых сварочный генератор объединён с электродвигателем, называют сварочным преобразователем (СП).
Сварочные генераторы – это те же генераторы постоянного тока, но которые благодаря своим специальным характеристикам, могут обеспечить устойчивость горения сварочной дуги.
Сварочный преобразователь служит для преобразования переменного тока высокого напряжения 220 или 380 вольт в постоянный ток низкого напряжения 40-60 вольт (напряжение холостого хода для ПСО-500 и ПСМ 1000).
Сварочные преобразователи бывают однопостовые и многопостовые.
Сварочный преобразователь состоит из приводного асинхронного электрического двигателя и сварочного генератора, расположенных в общем корпусе на одном валу.
Генератор работает по закону электромагнитной индукции. При вращении якоря, его обмотка пересекает магнитные силовые линии магнитных полюсов стататора, в результате чего в обмотках якоря наводится переменный электрический ток, который с помощью коллектора преобразуется в постоянный ток.
И во время сварки на обратной полярности постоянный ток идёт с коллектора на щётки токосъёмника к зажиму со знаком минус (-) и по сварочному обратному проводу (кабелю, он же земля ) к сварочному столу, свариваемому изделию, сварочную дугу, электрод, держатель и по прямому проводу (кабелю) к зажиму со знаком плюс (+). Носителями электрических зарядов в металлических проводниках являются электроны (практически невесомые частицы), которые всегда движутся от минуса к плюсу.
На валу между электродвигателем и генератором находится вентилятор, который охлаждает преобразователь.
Пускорегулирующая и контрольная аппаратура преобразователя смонтирована на корпусе в общей коробке.
Регулировка силы сварочного тока производится реостатом [величина тока возбуждения, т. е. режим работы сварочного генератора (сила сварочного тока), плавно регулируется реостатом цепи независимого возбуждения]. Преобразователь запускается пакетным включателем.
Номинальный сварочный ток преобразователей бывает на : 300 А, 500 А, 1000 А. Эксплуатация преобразователей: сопротивление изоляции всех обмоток должно быть не ниже 0,5 мОм. На коллекторе должны отсутствовать следы нагара, поверхность должна иметь коричневый цвет с синеватым отливом и систематически удалять с него пыль чистой тряпкой, смоченной в бензине. Щётки других видов применять запрещается. Щёточный механизм следует регулярно осматривать. Изношенную или повреждённую щетку нужно заменять новой. Смазочный материал шарикоподшипников 1-2 раза в год следует менять, предварительно удалив грязь и промоыв бензином. Преобразователь необходимо периодически продувать и протирать. Недопустима эксплуатация преобразователей в сырых помещениях, помещениях содержащих едкие пары или частицы веществ, вредно действующих на изоляцию.
- В чем преимущества сварки перед клепкой?
Почти до начала 20 века металлические конструкции (мосты, корпуса кораблей, паровые котлы и др.) соединяли клепкой.
Клепка – очень трудоемкий процесс, вредный для здоровья. С зарождением и развитием сварки клепка отошла на второй план, сварка имеет ряд преимуществ перед клепкой:
Увеличивает производительность труда.
Облегчает труд рабочих.
Затраты труда снижаются на 15-20 % . Снижение стоимости изготовления за счет уменьшения массы и трудоемкости изготовления.
Сохраняет прочность деталей (не нужно сверлить).
Исключается трудоемкая операция разметки и сверления отверстий под заклепки;
экономия металла до 15-20% за счет полного использования рабочих сечений;
Стоимость изготовления сварных конструкций снижается также за счет удешевления оборудования — стоимость оборудования сварочных цехов ниже стоимости оборудования клепаных соединений;
Улучшение условий труда — процесс сварки по сравнению с клепкой относительно бесшумен.
По сравнению с литыми конструкциями: экономия металла до 30-60% за счет уменьшения припусков на обработку и более высокой механической прочности сварных конструкций;
уменьшение стоимости изготовления — капитальные затраты литейных цехов значительно превосходят затраты на сварочное оборудование.
С помощью сварки можно соединять детали каких угодно толщин.
Рационализации формы конструкции; меньшей массы соединительных элементов;
При единичном и мелкосерийном производстве, а также при необходимости изготовления конструкции сложной формы вариант в сварном исполнении более выгоден. Очень высоки технико-экономические показатели комбинированных сварных конструкций, в которых используют различные материалы и отдельные части, изготовленные технологическими процессами — литьем, ковкой и др. При этом достигается снижение трудозатрат, сокращение цикла изготовления, экономия металла и более полное использование его свойств, снижение массы конструкции и повышение ее эксплуатационной надежности.
- Безопасность труда при сварке цистерн.
К сварке цистерн, котлов, трубопроводов допускаются только аттестованные электросварщики, имеющие разрешение (удостоверения) для производства этих работ.
Перед сваркой цистерн необходимо убедиться в отсутствии в них остатков жидкостей и газов.
Сварка ёмкостей из-под нефтепродуктов разрешается только после тщательной промывки их горячей водой, пропаривания и проветривания. И при сварке все люки и отверстия в ней должны быть открыты.
Обеспечить надёжную вытяжную вентиляцию рабочего места, надежный трап для спуска в цистерну.
На сварщике должен быть монтажный ремень, к которому прикреплена веревка, идущая наверх к помощнику сварщика, который должен находится вне сосуда.
Перед сваркой цистерн и других опасных и ответственных объектов должен быть произведен дополнительный инструктаж сварщиков по безопасности труда.
Сварочные работы в опасных местах должны быть ограничены по времени.
При сварке в замкнутых сосудах (котлы, емкости, резервуары и т.д.) сварщик должен применять деревянные щиты, резиновые коврики, калоши и перчатки, подшлемник, выполнять сварку с подручным.
Сварочные аппараты должны иметь ограничители холостого тока…
БИЛЕТ № 6
- Назначение, устройство и принципы действия сварочных агрегатов.
Конструкции, в которых сварочный генератор объединён с двигателем внутреннего сгорания или дизельным двигателем, называют СВАРОЧНЫМ АГРЕГАТОМ.
Сварочные агрегаты служат для выполнения сварочных работ в полевых условиях, на открытом воздухе, в условиях воздействия различных климатических факторов.
Монтируются сварочные агрегаты на специальных шасси в виде прицепа к автомобилю, в кузове автомобиля или трактора. Сварочный генератор имеет привод через эластичную муфту с дизельным или бензиновым двигателем.
Принцип работы сварочного генератора такой же, как у сварочного преобразователя.
Промышленность выпускает коллекторные и вентильные генераторы на номинальные сварочные токи 200, 300, 400, 500 А.
- В чем заключается подготовка металла под сварку.
Подготовка металла под сварку заключается в правке (ручная или механизированная), разметка под резку (по чертежу, по шаблону), наметке, резке, подготовке кромок под сварку, холодной или горячей гибке.
Резка листов на гильотинах, газовая резка. Очистка кромок от загрязнений, влаги, ржавчины, шлака, масел, окалины и грата после газовой резки,.
Разделка кромок производится при толщине металла от 3 мм и выше, форма разделки кромок может быть различной в зависимости от толщины металла, типа соединений и т.д.
- Меры безопасности при сварке в закрытых помещениях.
Все электросварочные установки, предназначенные для сварки в особо опасных условиях (внутри металлических ёмкостей, в колодцах, туннелях, котлах и др.), оснащают устройствами автоматического отключения напряжения холостого хода или ограничения его до напряжения 12 В с выдержкой времени не более 0,5 с.
Электросварщики обеспечиваются резиновыми ковриками, шлёмами для защиты головы, диэлектрическими галошами, перчатками, предохранительными поясами с верёвкой длиной не менее 2 м, свободный конец которой находится у второго рабочего (наблюдающего), находящегося вне ёмкости. Рабочее место должно хорошо вентилироваться. При ручной сварке рекомендуется подавать воздух непосредственно под щиток сварщика, а в необходимых случаях обеспечить его шланговым противогазом. Освещают внутренность резервуаров светильниками снаружи ёмкости, или переносными лампами напряжением не более 12 В. Переносной светильник применять только заводского изготовления, лампа должна быть помещена в герметичный стеклянный колпак, ограждённый металлической защитной сеткой. Шланговый провод светильника должен иметь надёжную изоляцию и иметь специальную вилку, которую нельзя включить в розетку сети с напряжением более 12 В. Трансформаторы для переносных ламп устанавливаются вне ёмкости.
При сварке в закрытых помещениях (отсеках, камерах, цистернах) необходимо соблюдать меры безопасности.
Так как при электросварке выделяется большое количество вредных газов от расплавления и сгорания обмазки, то перед началом работы необходимо:
— обеспечить приточно-вытяжную вентиляцию;
— обеспечить электроосвещение;
— убедиться в отсутствии легковозгораемых предметов.
Во время работы необходимо делать перерывы для проветривания помещений.
БИЛЕТ № 7
- Назначение, устройство и принципы действия балластных реостатов.
Реостатами называются приборы, при помощи которых можно изменять сопротивление в цепи и тем самым регулировать в ней силу тока.
Балластные реостаты предназначены для создания падающей характеристики (защиты выпрямителя от короткого замыкания) и регулирования сварочного тока на каждом посту при питании от многопостового источника постоянного тока.
Балластный реостат состоит из металлического кожуха и пяти или шести рубильников. Внутри кожуха закреплены на изоляторах ленточные или проволочные (диаметром от 3 до 5 мм) сопротивления.
С помощью рубильников осуществляется ступенчатое регулирование сварочного тока.
Балластный реостат включается в сварочную цепь последовательно с дугой.
При включении рубильников балластного реостата мы уменьшаем его сопротивление, и сила сварочного тока увеличивается (по закону Ома) и наоборот, выключая рубильники реостата, мы увеличиваем его сопротивление, и сила сварочного тока уменьшается, т.е. I=U/R
Промышленность выпускает балластные реостаты с регулированием сварочного тока до200А, до 300А и до 500А.
- Назначение сварочных электродов и их разновидности.
Главное назначение покрытых электродов – подводить в зону сварочной дуги электрический ток и служить присадкой металла и других полезных компонентов и защищать зону сварки от вредного воздействия воздуха при сварке.
По назначению электроды подразделяются:
-для сварки углеродистых и низколегированных конструкционных сталей, с временным сопротивлением -разрыву до 600 МПа (60 кгс/мм²) – условное обозначение У;
-для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 600 МПа (60 кгс/мм²) — Л;
-для сварки легированных теплоустойчивых сталей – Т;
-для сварки высоколегированных сталей с особыми свойствами — В;
-для наплавки поверхностных слоёв с особыми свойствами – Н
Для ручной дуговой сварки применяют покрытые электроды, различающиеся по виду покрытий:
А – с кислым покрытием;
Б – основное покрытие;
Ц – целлюлозное покрытие;
Р – рутиловое покрытие;
П – покрытие смешанного типа.
Для механизированной дуговой сварки в качестве электродов применяют сплошную, порошковую или самозащитную металлическую проволоку в виде мотков. Сварку производят открытой дугой, под флюсом или в защитных газах.
Неплавящиеся электроды применяют для сварки в защитном газе и плазменной сварки и резки.
Неплавящиеся электроды изготавливают из вольфрама (аргонодуговая сварка различных высоколегированных сталей и цветных металлов без присадочного или с присадочным материалом), электротехнического угля или синтетического графита (воздушно-дуговая резка стали и сварка меди).
- Организация рабочего места. Сварка вне сварочных кабин.
При выполнении сварочных работ на стройке, сварке крупных металлоконструкций сварщику приходится удлинять электрический провод (разрешается до 40 м). Сварка должна осуществляться с применением двух проводов, один из которых присоединяется к электрододержателю, а другой (обратный, «земля») – к свариваемой детали. Запрещается использовать в качестве обратного провода сети заземления, металлические конструкции зданий, технологическое оборудование, трубы санитарно-технических сетей (водопровод, отопление, газопровод и т.д.). Сварочные провода должны соединяться способом горячей пайки, сварки или при помощи соединительных муфт с изолирующей оболочкой и хорошо заизолированы. Сварочные провода должны прокладывать так, чтобы их не могли повредить машины и механизмы и находится не ближе 0,5 м от газосварочных шлангов, а от трубопроводов ацетилена и других горючих газов — 1 м. Сварочный аппарат должен быть помещен под навес для защиты от атмосферных осадков, пыли и сырости. К работе на высоте допускаются рабочие, прошедшие специальное медицинское освидетельствование, обученный безопасным методам работы, аттестованный и получивший право на производство работ на высоте. При работе на высоте на электросварщике должен быть испытанный монтажный ремень.
Обувь электросварщика на монтажной площадке должна быть с нескользящей подошвой.
Для защиты от излучения сварочной дуги устанавливают ширмы высотой не менее 1,2 м.
Работы на высоте должны быть выполнены по правилам безопасности труда.
Производить сварочные работы с люлек, с приставных лестниц запрещается. Женщины к производству сварочных работ на высоте не допускаются.
БИЛЕТ № 8
1. Что называется сваркой? Классификация сварки. Кто был первым электро-сварщиком?
Сваркой называется процесс получения неразъемного соединения двух или более деталей из твердых материалов (металлов и сплавов) путем их местного сплавления или совместного деформирования с нагревом или без нагрева с получением на границе их раздела прочных межатомных связей.
Чтобы получить прочные межатомные связи, соединяемые кромки нужно нагреть или сблизить давлением настолько, чтобы атомы сблизились до размеров параметров кристаллической решетки.
В зависимости от формы энергии, используемой для образования сварного соединения, различают три класса сварочных процессов:
1 класс – термический (с использованием тепловой энергии)
2 класс – термомеханический (с использованием тепловым давлением – контактная сварка)
3 класс – механический (с использованием механической энергии и давления). Например: сварка трением, холодная, взрывом.
Первым электросварщиком был Николай Николаевич Бенардос (1842-1905) – российский изобретатель, один из создателей дуговой электросварки металлов. Предложил (1882, патент 1885) способ электрической дуговой сварки металлов с помощью угольных электродов; другие способы сварки и пайки.
2. Как устроены электроды для ручной сварки.
Ручная дуговая сварка и наплавка осуществляется неплавящимся или плавящимся электродом, покрытым специальной обмазкой. Стальной стержень электрода служит для подвода сварочного тока к дуге, образования дуги и присадочным металлом при сварке. Состав металла стержня и электродного покрытия влияет на состав и свойства сварного шва и на горение Для ручной дуговой сварки электроды представляют собой стержни круглого сечения различной длины и диаметра. Для сварки сталей применяют специальную стальную проволоку. ГОСТ 2246-70 предусматривает 77 марок стальной сварочной проволоки разного химического состава; 6 марок из низкоуглеродистой, стали (Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10ГА, Св-10Г2); 30 марок из легированной, стали (Св-08ГС, Св-08Г2С, Св-18ХГС и др.); 41 марку из высоколегированной стали (Св-12Х11НМФ, Св-10Х17Т, Св-06Х19Н9Т и др.).
В состав обмазки входят разные элементы: мел, мрамор, кварцевый песок, желатин, крахмал, древесная мука, пищевая мука, марганец, кремний, жидкое стекло и др.
По толщине покрытия бывают: М — с тонким покрытием; С — со средним покрытием; Д – с толстым покрытием; Г – с особо толстым покрытием.
По виду покрытия электроды делятся:
А – с кислым покрытием;
Б – основное покрытие;
Ц – целлюлозное покрытие;
Р – рутиловое покрытие; покрытие;
П – покрытие смешанного типа.
Покрытый электрод: 1-стержень; 2-участок перехода; 3- покрытие; 4-контактный торец без покрытия.
3. Безопасность труда при сварке вертикальных и потолочных швов.
При сварке вертикальных и потолочных швов электросварщику приходится работать на высоте лесов или лестниц. При одновременной работе на нескольких ярусах по одной вертикали (один над другим) необходимо устраивать надёжные защитные настилы, гарантирующие безопасность работающим на нижележащем ярусе.
Леса, сделанные из обрезных досок толщиной 50 мм, должны иметь ограждения высотой один метр и настил с бортиком.
Лестницы должны быть надежно закреплены.
При работе на высоте на электросварщике должен быть испытанный монтажный пояс.
Если люди страдают высотобоязнью, они не допускаются к работе на высоте.
БИЛЕТ № 9
1. Какие приспособления применяют при сборке и сварке металлов?
При сборке и сварке металлических конструкций применяют различные приспособления:
1 – струбцины, 2 – клинья и скобы, 3 – прижимы (винтовые, пневматические, гидравлические), 4 – кондукторы для ускорения сборки и уменьшения деформаций при сварке, 5 – сборочно-сварочные плиты с пазами для прижимов, 6 – кантователи, 7 – манипуляторы, 8 – универсальные приспособления специального назначения, 9 – сборочно-сварочные стенды и другие приспособления.
2. Назначение обмазки электродов. Что входит в ее состав?
Назначение электродного покрытия в повышении устойчивости горения сварочной дуги и улучшении качества металла шва (получение металла шва с заранее заданными свойствами: прочность, пластичность, ударная вязкость, стойкость против коррозии и т. д.).
Обмазка электродов предназначена:
Для обеспечения стабильного горения дуги.
Для защиты расплавленного металла шва от вредного влияния кислорода и азота воздуха.
Для защиты расплавленного металла шва от слишком быстрого остывания.
Для легирования металла шва, (для пополнения выгоревших компонентов и для придания специальных свойств наплавленному металлу).
Для раскисления расплавленного металла сварочной ванны.
Легирующие компоненты – ферросплавы, иногда чистые металлы: хром, никель, молибден, вольфрам, марганец, титан и др.
Большинство раскислителей вводят в покрытие не в чистом виде, а в виде ферросплавов: марганец, титан, молибден, хром, кремний, алюминий, графит.
В состав обмазки входит мел, мрамор, кварцевый песок, желатин, крахмал, древесная мука, пищевая мука, марганец, кремний, жидкое стекло и др.
3. Противопожарные мероприятия при сварочных работах.
При сварочных работах необходимо соблюдать правила пожарной безопасности.
Перед началом работы сварщик обязан убедиться в отсутствии на рабочем месте и вблизи (в радиусе 10 м от места проведения электросварочных работ) разных горючих материалов.
При сварке на высоте необходимо следить (учитывать) куда будут падать капли расплавленного шлака и металла.
В случае необходимости выполнения сварки вблизи большого количества горючих материалов нужно оформить разрешение на сварочную работу от пожарного инспектора.
На рабочем месте необходимо иметь средства пожаротушения.
При окончании сварочных работ нужно убедиться в отсутствии очагов возгорания.
БИЛЕТ № 10
1. Технологии сварки трубопроводов.
К сварке газопровода, нефтепровода допускаются только аттестованные электросварщики не ниже четвёртого разряда и успешно заварившие испытательный образец (механические испытания на растяжение и изигиб).
Сварку трубопроводов на давление свыше 0,07МПа (0,7 атм.) ведут с разделкой кромок при толщине стенки трубы свыше 4 мм.
Дуговую сварку стыков ведут в несколько слоев:
— при толщине стенки в 4-5 мм ведут в два слоя.
— при толщине стенки в 10-12 мм – в 3 слоя электродами диаметром 3-4 мм.
Ручная газовая сварка выполняется при толщине стенки 1-3 мм в один слой.
Сборку труб под сварку выполняют на прихватках (3х120)
Окружность стыка размечают на четыре участка.
Первые слой сваривают узким валиком снизу вверх. Затем повернув трубу на 90° заваривают противоположные участки первого слоя. После этого электродом большего диаметра накладывают второй и последующий слой. Сварку труб, с козырьком применяют тогда, когда трубы расположены в углу стен или пола, когда часть стыка недоступна.
ИНСТРУМЕНТ И ПРИСПОСОБЛЕГИЯ СВАРЩИКОВ
Каждый сварочный пост должен быть обеспечен исправным инструментом и приспособлениями. ЭЛЕКТРОДОДЕРЖАТЕЛЬ – ОСНОВНОЙ РАБОЧИЙ ИНСТРУМЕНТ сварщика и служит для подвода сварочного тока и закрепления (зажима) электрода под нужным углом сварки. Электрододержатель должен удовлетворять требованиям: быть легким (не более 450 грамм),удобным, с надежной изоляцией, не нагреваться, обеспечивать полное расплавление электрода, и смену электрода в течение не более 4 секунд. К электрододержа
РMлектрододержаЀ
}yџ„џ„џ„џ„џty}ynyhy
телю должен быть подключен гибкий медный провод (кабель) длиной не менее 1.5 метров. Гибкий кабель держателя обеспечивает сварщику меньшую утомляемость при работе и лучшие условия манипулирования электродом. Для зачистки сварного шва от шлака и брызг служит зубило с заостренным противоположным концом на конус и с металлической ручкой из прутка, чтобы его можно было надевать сверху на ручку металлического пенала, необходимого для хранения и переноски электродов во время работы. На сварочном посту может находиться дополнительный инструмент сварщика:1.Стальная проволочная щетка для зачистки фаски шва (кромок) и самого шва.2.Набор шаблонов для проверки разделки под сварку и размеров сварного шва (катет, усиление).3.Личное клеймо для клеймения заваренных швов.4.Стальная линейка5.Стальной угольник.6.Чертилка.7.Мел.
2.Режим сварки – это совокупность требований доля выполнения сварных швов заданных размеров и высокого качества.
1. Pод тока. Переменный или постоянный. Сварку ответственных конструкций. Ведут только постоянным током. Постоянный ток даёт устойчивое горение дуги.
2. Постоянный ток. При сварке на постоянном токе выбирают полярность тока, прямую или обратную. Выбор полярности объясняется разностью температуры на аноде (3600°) и на катоде (3200°). Сварку ответственных конструкций ведут только постоянным током и на обратной полярности (анод на электроде). Электроды для сварки ответственных конструкций имеют тугоплавкую обмазку, которая хорошо плавится при высокой температуре, т.е. на аноде .
3.Марка электрода. Она должна соответствовать марке свариваемого материала. Марку электрода указывают на чертеже.
4. Диаметр электрода зависит от толщины свариваемого металла.
S металла
1,5
2
3
4-5
6-8
9-12
13-15
Ø электрода
1,6
2
3
3-4
4
4-5
5
5.Сила сварочного тока берётся из расчета 30 А на 1 мм сечения электрода.
При сварке электродом Ø 4 мм х 30 = 120 А При сварке в вертикальном положении ток на 10-15% меньше. В потолочном положении ток на 15-20% меньше.
3. Правила безопасности при сварке на высоте.
Для выполнения работы по сварке на высоте (на воздушных переходах трубопровода) направляются электросварщики, имеющие непросроченные медицинские заключения о их пригодности к верхолазным работам.
Сварщик, работающий на высоте, должен пользоваться испытанным предохранительным поясом и сумкой для переноски инструмента, электродов и огарков. Сбрасывать электроды (огарки) вниз запрещается.
Перед выполнением таких работ электросварщик должен быть проинструктирован мастером о способах закрепления предохранительного пояса и о других условиях безопасности.
Запрещается выполнять сварку с приставной лестницы.
БИЛЕТ № 11
1. Технология сварки балочных конструкций.
Балки широко применяются в конструкциях зданий, в мостах эстакадах, гидротехнических сооружениях и т.д.
Чаще всего используют двутавровые балки.
Балки высотой до 1 м поставляют прокатными. Прокатные балки на монтаже соединяют совмещённым стыком. Сначала накладывают стыковые швы в полках (более толстый металл), а затем в стенках. Двутавровые балки со сплошной стенкой высотой более 1м изготавливаются сваркой. Сначала сваривают стыки толстых поясов. Далее – стенки, затем угловые поясные швы. Сварные балки на монтаже соединяют совмещённым или смещённым стыком.
2.Что такое магнитное дутьё и меры борьбы с ним.
Магнитное дутьё возникает только при сварке постоянным током. При сварке переменным током магнитное дутьё не проявляется.
При магнитном дутьё происходит отклонение сварочной дуги под действием электромагнитных сил. На столб сварочной дуги действует несимметричное магнитное поле, которое создаётся током , протекающим в изделии. Столб дуги при этом отклоняеться в сторону, противоположную токоподводу.
Магнитное дутьё вызывается неправильным подключением обратного провода (земли), большой ферромагнитной массой, углом наклона электрода.
Для уменьшения или устранения магнитного дутья:
1. Подключают обратный провод (землю) ближе к сварочной дуге.
2. Изменяют угол наклона электрода.
3.Уравновешивают ферромагнитную массу изделия
4.Постоянный ток меняют на переменный.
3. Виды инструктажей по безопасности труда.
Инструктаж по безопасности труда – это не дань бюрократизму, а напоминание работающим о ценности здоровья и человеческой жизни.
Существует всего 5 видов инструктажей по безопасности труда:
Вводный – проводится при устройстве на работу. Его проводит инженер по безопасности труда с целью ознакомления с общими правилами на работе.
Первичный – инструктаж приводится по прибытии на рабочее место; проводит мастер участка.
Повторный – проводится ежемесячно. Мастер участка напоминает работающим основные правила безопасности труда и проверяет знание этих правил.
Плановый – проводится после разбора несчастного случая, при изменении правил охраны труда, изменений условий работы.
Текущий – проводят перед работами, на который оформляется наряд-допуск.
БИЛЕТ № 12
- Что представляет собой сварочная дуга? Схема строения сварочной дуги.
Газ в нормальном состоянии является изолятором, в котором отсутствуют носители тока. Электрическая дуга является электрическим разрядом в газах. Для проведения тока в газе в нём должно образоваться достаточно большое количество электрически заряженных частиц – свободных электронов и положительно и отрицательно заряженных ионов. Этим требованиям отвечает любое замыкание электрических цепей и тем паче сварочный электрод, в обмазку которого вводят специальные компоненты для лёгкого зажигания дуги и устойчивой ионизации газа в дуговом промежутке.
Сварочная дуга – это устойчивый электрический разряд в газовой среде, образованный между электродами, либо между электродом и изделием, имеющим разность потенциалов.
Сварочная дуга характеризуется: выделением большого количества тепловой энергии, сильным электромагнитным (и в частности световым) излучением.
Длина сварочной дуги – это расстояние от конца электрода до дна сварочной ванны. Температура электрической дуги при металлических электродах на катоде составляет около 2400° С; на аноде – около 2600° С. Температура в столбе сварочной дуги зависит от состава газовой среды, диаметра электрода, плотности тока и т.п. и колеблется в диапазоне 5000 – 10000 С°.
2. Наиболее распространенные марки электродов. От чего зависит их выбор?
Выбор марки электродов зависит от свариваемых металлов.
Электроды подразделяются на две неравные группы:
1 группа – неплавящиеся. Их изготавливают из вольфрама, электротехнического угля, синтетического графита.
2 группа – плавящиеся. Для плавящихся электродов наиболее распространённым материалом является холоднотянутая калиброванная проволока диаметром 0,3- 12 мм, а также горячекатаная или порошковая проволока, электродные ленты и электродные пластины. Стальную сварочную проволоку изготовляют по ГОСТ 2246-70 и специальным техническим условиям. И её разделяют на низкоуглеродистую (Св-08, Св-08А, Св-08АА, Св-08ГА, СВ-10ГА, Св-10Г2 и др.), легированную (Св-08ГС, Св-12ГС, Св-08Г2С, Св-10ГН, Св-08ГСМТ и др.) и высоколегированную (Св-12Х11НМФ, Св-12Х13, Св-10Х17Т и др.).
Электроды также подразделяются на группы в зависимости от свариваемых сталей:
У – углеродистых и низколегированных конструкционных сталей;
Л – легированных конструкционных сталей;
Т – легированных теплоустойчивых сталей;
В – высоколегированных сталей с особыми свойствами;
Н – для наплавки поверхностных слоёв с особыми свойствами.
Марка
Вид тока и полярность
Назначение
УОНИИ 13/45
Постоянный ток, обратная полярность
Для сварки особо ответственных конструкций
УОНИИ 13/55
Постоянный ток, обратная полярность
АНО-4
постоянный и переменный, любая полярность
Сварка ответственных конструкций
АНО-5
постоянный и переменный, любая полярность
АНО-9
постоянный и переменный, обратная полярность
АНО-13
постоянный и переменный, обратная полярность
АНО-14
постоянный и переменный, обратная полярность
ОЗС – 6
постоянный и переменный, обратная полярность
Сварка ответственных конструкций
ОЗС2 – 12
постоянный и переменный, обратная полярность
СМ – 11
Постоянный ток, обратная полярность
Сварка ответственных конструкций
3. Безопасность труда при сварке в сырых помещениях.
При сварке в сырых и особо влажных помещениях, котлах стальных и железобетонных резервуарах, колодцах и на земле для жизни человека опасно напряжение свыше 12 В. В этих условиях необходимо особо соблюдать правила электробезопасности:
Электроосвещение должно быть не более12 вольт.
Одежда, обувь, брезентовые рукавицы (краги) просушены.
Электросварщик должен быть обут в резиновые сапоги.
Электроды необходимо держать в сухом пенале.
Использовать сухие диэлектрические коврики, подстилки.
БИЛЕТ № 13
1. Технология сварки чугуна.
Сварку чугуна производят: при ремонте в случае появления трещин в чугунном изделии и при исправлении дефектов литья.
Сварка чугуна затруднена следующими причинами:
Склонность чугуна при быстром охлаждении к закаливанию, появлению внутренних напряжений и образованию трещин.
Чугун не имеет тестообразного состояния при переходе от жидкого состояния к твердому – это затрудняет сварку в наклонном и вертикальном положении.
Склонность к пористости, что объясняется низкой температурой плавления чугуна (t чугуна – 1142-1250°С), поэтому газы в основном СО и СО2 не успевают выделяться из металла.
Сварка чугуна может быть с нагревом (горячая сварка) и без подогрева.
Вид сварки: дуговая, газовая, электрошлаковая.
При толщинах более 12 мм производят разделку кромок, сверлят отверстия на кромках и скосах кромок, нарезают резьбу, ввинчивают шпильки и обваривают их вразброс.
Для сварки применяют специальные электроды:
ОЗЧ-2 (опытный завод для чугунов, модель вторая)
МНЧ-2 (медноникеливые)
Перегрев производят до температуры 300-400° С, после – нагрев и медленное остывание.
2. Как определяют производительность труда при сварке?
Производительность труда при дуговой сварке определяется количеством наплавленного металла: Vн = Lн·F·t, где Vн – коэффициент наплавки
F – сварочный ток в А
t — время
чем больше ток, тем больше производительность, однако чем больше ток, тем больше разогревается электрод, что резко понижает количество сварочного шва, так как металл шва и околошовной зоны будут перегреты, также перегрев электрода увеличивает разбрызгивание металла.
Чтобы сочетать объем наплавленного металла, нужно площадь поперечного сечения шва умножить на длину сварочного шва.
3. Как правильно выбрать светофильтр.
При электродуговой сварке вокруг сварочной дуги возникает мощный поток ультрафиолетовых лучей, которые оказывают вредное влияние на открытые участки тела и сетчатку глаз.
Для защиты лица и глаз сварщики применяют щиток или шлем-маску с светофильтром. Выбор светофильтра зависит от сварочного тока.
Светофильтры стандартизируют:
Э 1 для токов до 70 А
Э 2 – до 200 А
Э 3 – до 400 А
Э 4 – свыше 400 А
БИЛЕТ № 14
1. В чем особенности металлургии сварки?
При дуговой сварке в сварном шве происходят процессы, подобные металлургическому процессу в сталеплавильной печи. Отличие в том, что:
а) сварка характеризуется малой массой нагретого и расплавленного металла (десятки граммов) по сравнению с тоннами в мартеновской печи;
б) высокой температурой нагрева (порядка 2600° С);
в) большей скоростью процесса;
г) быстрым отводом теплоты из сварочной ванны, окруженной массивными стенками сварочного изделия;
д) процессы затвердевания и кристаллизация металла шва сильно ускоряются, что отражается на структуре (строении) металла шва и околошовной зоны основного металла.
2. Классификация электродов по виду покрытия.
По виду покрытия сварочные электроды для ручной сварки подразделяются на следующие виды:
А — кислое покрытие, которое содержит окислы железа и марганца. Обеспечивают получение плотного металла сварного шва, пригодны для сварки на постоянном (любой полярности) и переменном токе.
Б — основное покрытие, которое содержит фтористый кальций (плавиковый шпат), мрамор, мел. Предназначены для сварки на постоянным токе обратной полярности.
Ц — целлюлозное покрытие. Покрытие этого вида содержит в качестве газообразующих и связующих веществ большое количество (до 50%) органических компонентов, как правило целлюлозы. Целлюлозные покрытия образуют на сварном шве тонкий слой шлака. Электроды обеспечивают качественный провар корня шва способом сверху вниз с образованием равномерного обратного валика. Они пригодны для сварки на переменном и постоянном токе во всех пространственных положениях. Металл, наплавленный этими электродами, по химическому составу соответствует полуспокойной или спокойной стали, в то же время он содержит повышенное количество водорода.
Р — рутиловое покрытие, которое содержит преобладающее количество рутила TiO2. Пригодны для сварки на переменном и постоянном токе во всех пространственных положения, технологичны, менее вредны для дыхательных органов сварщика, чем другие.
П — покрытием смешанного типа: рутило-карбонатное (АНО-3, АНО-4, АНО-5), рутило-карбонато-фтористое (ОЗЛ-9), ильменитовое (АНО-6), рутиловое с железным порошком (АНО-1), пластмассовое (ВСП-1). Сварка возможна во всех пространственных положениях на постоянном и переменном токе.
3. Какая величина силы тока и напряжения опасны для человека?
Наиболее опасным для человека является переменный ток частотой 50…5000 Гц. Способность человека самостоятельно освобождаться от контакта под напряжением сохраняется при очень слабом токе (до 10 мА). В настоящее время за величину тока приводящего к смертельному исходу, принимают 100 мА при продолжительности его протекания в организме человека более 2 секунд. В сырых и особо влажных помещениях, котлах, стальных и железобетонных резервуарах, колодцах и на земле для жизни человека опасно напряжение свыше 12 вольт. В сухих помещениях – свыше 42 В.
Перед началом работы электросварщик обязан проверить изоляцию электропровода и электрододержателя, наличие и правильность заземления корпуса сварочного аппарата, вторичной обмотки трансформатора, свариваемой детали и кожуха рубильника, надежность крепления всех контактов.
БИЛЕТ № 15
1. Способы контроля качества сварных швов.
Способы контроля качества сварных швов можно разделить на две группы:
1 группа – разрушающие. При этом пробные образцы сварных изделий испытывают на: растяжение, изгиб, ударную вязкость, твердость (закаливающиеся стали).
2 группа – неразрушающие:
а) внешний осмотр, при котором проверяются размеры и формы сварных швов;
б) гидравлический способ (давлением воды);
в) пневматический метод – при этом емкости или трубопровод накачивают воздухом, а с обратной стороны шва промазывают мыльной пеной; по появлению пузырьков судят о наличии дефектов сварного шва;
г) испытание керосином – способ основан на свойстве керосина проникать в мельчайшие поры. Сварной шов промазывают керосином, а обратную сторону шва – мелом, разведенным в воде; появление масленых пятен на меловой поверхности говорит о наличии дефектов сварного шва;
д) радиационный метод – основан на использовании рентгеновском или гамма-излучении;
е) ультразвуковой метод контроля и другие методы.
2. Какое влияние оказывает углерод и легирующие элементы на качество сварного шва.
На качество сварного шва большое значение имеет содержание в стали углерода и легирующих элементов. Чем меньше углерода и легирующих элементов в стали, тем равнее идет процесс сварки и выше качество сварных соединений.
В зависимости от процента содержания углерода и легирующих элементов стали делятся на 4 группы:
Хорошо сваривающиеся стали – в них углерода не более 0,25%.
Удовлетворительно сваривающиеся стали – углерода не более 0,25-0,35%.
Ограниченная свариваемость сталей – углерода не более 0,35-0,45%.
Плохо сваривающиеся стали – углерода свыше 0,45%.
В этом случае необходим предварительный нагрев до 400° С.
Низколегированные стали содержат легирующих элементов до 2,5%.
Среднелегированные стали – до 2,5-10%.
Высоколегированные стали – до 10-55%.
Все они склонны к образованию трещин, требуется соблюдение технологии сварки (необходим предварительный и сопутствующий подогрев до определённой температуры, после сварки производят высокий отпуск).
3. Методы пожарной безопасности при выполнении сварочнх работ в пожароопасных помещениях.
Для производства сварочных работ в пожароопасных помещениях необходимо разрешение пожарной команды в письменной форме.
Сварочные работы должны выполняться в присутствии пожарного.
На рабочем месте сварщика должны быть плотно закрыты возгораемые материалы. Также должны быть огнетушители и прочие средства пожаротушения.
Деревянные полы, настилы при необходимости защищают от искр и капель расплавленного металла и шлака листами асбеста или металла.
По окончании сварочных работ необходимо убедиться в отсутствии очагов возгорания.
БИЛЕТ № 16
1. Технология сварки в среде СО2
Сварку в среде СО2 выполняют плавящимся электродом – проволокой Д-0,5-2,5 мм.
0,8 мм
1 мм
0,5 мм
1,6 мм
2 мм
2,5 мм
50-100 А
70-120
90-150
140-300
260-500
360-700
Особенность сварки в том, что при высокой cв-е дуги углекислый газ диссоциирует и окисляет металл СО2 СО + О – это плохо.
Для нейтрализации окислительного действия СО2 в сварочную проволоку вводят Mn и Si (раскислители), которые соединяясь при сварке с кислородом восстанавливают свариваемый металл, образуются при этом окислы марганца и кремния, переход в шлак.
Сварку выполняют автоматически или полуавтоматически на постоянном токе обратной полярности во всех пространственных положениях.
2. Дефекты сварочного швов и их меры предупреждения.
Дефекты сварочных соединений – это отклонения от норм, предусмотренных ГОСТами, техническими условиями и требованием чертежа.
В этих нормах предусмотрены: — геометрические размеры сварных швов (ширина, высота), — сплошность, — прочность, — геометричность и далее.
Внешние дефекты: — несоответствие размеров шва, — неравномерная чешуйчатость, — поры, — подрезы, — трещины и т.д.
Внутренние дефекты: — непровары в корне шва, непровары между кормками деталей, пережог металла, — внутренние трещины, — газовые поры.
По величине дефекты бывают: макроскопические и микроскопические.
Меры предупреждения:
— тщательная подготовка кромок;
— прокаливание электродов
— повышение квалификации сварщиков
— тщательный контроль за работой сварщиков
— соблюдение технологической дисциплины.
3. Меры предупреждения от поражения электрическим током при сварке.
При выполнении сварочных работ используют электрический ток большой силы и напряжение опасные для жизни человека.
Для обеспечения безопасности сварщиков и сборщиков необходимо перед началом сварочных работ проверить: исправность изоляции электропровода и электрододержателя, наличие и правильность заземления корпуса сварочного аппарата, вторичной обмотки трансформатора, свариваемой детали и кожуха рубильника, надежность крепления всех контактов.
При работе в сырых помещениях необходимо иметь электроосвещение 12 вольт и дополнительные электрические средства защиты: резиновые перчатки, резиновая обувь.
БИЛЕТ № 17
1. Что такое наплавка металла и в каких случаях ее применяют.
Наплавка – это нанесение слоя металла на поверхность изделия.
Ее используют при ремонте и восстановлении исходных размеров деталей; для упрочения поверхностного слоя деталей; для исправления дефектов литья.
Способы плавки: спецэлектродами
— специальной порошковой проволокой
— порошкообразной металлической смесью (углеродистый, феррохром, чугунная стружка, ферромарганец)
— аргонадувная наплавка вольфрамовым электродом высоколегированных сталей. Используют высоколегированную наплавочную проволоку.
2. Как проводят испытания сварных швов керосином.
Испытание сварных швов на плотность основано на свойстве керосина проникать в мельчайшие поры. Это свойство используют на испытании следующим образом: на сварной шов наносят водный раствор мела и дают ему подсохнуть. Сварной шов с другой стороны промазывают керосином. Появление бурых пятен на меловой поверхности говорит о наличии дефектов сварного шва.
Испытание сварных швов на свойстве керосине называется капиллярность.
3. Требование к освещению рабочего места сборщика и сварщика.
Общим из требований к организации рабочего места сборщика и сварщика является нормальная освещенность.
Освещенность измеряется в люксах. От степени освещенности рабочего места зависит производительность труда и качества сборки и сварки.
Существует три вида освещенных мест:
Естественное
Искусственное – при использовании электроосветительных приборов.
Смешанное, когда недостаточно естественного освещения дополняется искусственным.
Для освещения производственных помещений используют лампы накаливания (ЛН) или люминесцентные лампы (ЛЛ), лампы дневного света (ЛД), лампы белого света (ЛБ). Для освещения больших цехов, улиц, применяют ртутно-дуговые (ДРЛ). В любом случаи освещенность рабочих мест должно быть такой, чтобы работающие не напрягали зрения и не допускали брака в работе.
БИЛЕТ № 18
1. Какие процессы происходят в зоне сварного шва.
В зоне сварного шва происходят процессы, подобные металлургическому процессу в сталеплавильной печи:
1. Окисление и раскисление металла.
асплавленныйР<еталлРHваР>кисляетсяР:ислородомР2оздухаРFe + ½ O2 FeO
Расплавленный металл шва окисляется кислородом воздуха Fe + ½ O2 FeO
Закись железа одновременно с окислением железа происходит окислением марганца, кремния, углерода: Mn + ½O2 MnO;
Si + O2 SiO2
Si + O2 SiO2
‘тобыРCлучшитьРAвойстваРAталиР5еР@аскисляютР(2водятРEимическиеР4анныеЩ: !Р+ O2 !ОЮ
2. астворениеР3азовР8Р1орьбаРAР=имиЮ
Чтобы улучшить свойства стали ее раскисляют (вводят химические данные): С + O2 СО.
2. Растворение газов и борьба с ними.
Азот и водород растворяются в расплавленном металле – это плохо.
Способы борьбы с газами: — физический – защита металла от воздуха;
— химический – введение химических элементов, удаляющих азот.
3. Рафинирование металла шва и образование трещин.
Первичная кристаллизация, при которой происходит образование центров кристаллизации (зародыш). Вторичная – при которой происходит рост кристаллов вокруг этих центров.
2. Инструменты и приспособления применяемые при сборочно-сварных работах.
Инструменты: Молоток Шаблоны для применения размеров шва
Щетка-карчётка Клейма
Линейка
Приспособления: — кондукторы для ускорения сварки и уменьшения дефектов;
— прижимы;
— фиксаторы;
— контователи;
— скобы, клинья и др.
3. Безопасность труда при обращении с баллонами для сжатых газов.
При перевозке, хранении, эксплуатации баллоны должны находиться только в вертикальном положении.
При разгрузке, погрузке нельзя допускать ударов баллонов об асфальт и металл.
Кислород в соприкосновении с маслами, жирами ВЗРЫВООПАСЕН, поэтому нельзя обращаться с баллонами промасленными рукавицами.
Нельзя помещать баллоны вблизи предметов с повышенной температурой, вблизи с системами отопления.
Чтобы баллоны стояли устойчиво и не падали, их ставят в так называемые «люльки».
БИЛЕТ № 19
1. В чем сущность контактной сварки и ее разновидности?
Контактная сварка относится к термотехническому классу. Все виды контактной сварки основаны на нагреве и пластической деформации заготовок в месте соединения. Нагрев осуществляется теплом, выделяемым при прохождении электрического тока через соединяемые части.
Чтобы получить сварное соединение, металл в местах соединения нагревают до расплавления. Прилегающие к месту соединения зоны нагревают до пластического состояния. Контактной сваркой сваривают сталь, алюминий, титановые сплавы и др.
Преимущества контактно сварки:
Высокая производительность
Экономичность процесса
Возможность механизировать процесс
Улучшаются условия труда
Можно сваривать тонкие пласты.
Разновидности контактной сварки: Точечная. Шовная. Стыковая.
2. В чем причины появления деформаций и напряжений при сварке?
Деформацией называют изменение формы и размеров изделий под действие внешней и внутренней силы.
Деформации бывают:
Упругие, если форма и размер тела восстанавливается после прекращения действия силы.
Пластические, если после снятия нагрузки форма и размеры изделия остаются неизменными.
Причины возникновения деформаций и напряжений:
А) Неизбежные, без которых процесс сварки невозможен: — неравномерный нагрев, кристаллизационная усадка швов, — структурные изменения металла шва и околошовной зоны и т.д.
Б) Сопутствующие: — близкое расположение швов, их частое пересечение;
— неверно выбранные способы положения швов и диаметр электрода;
— не соблюдается режим сварки;
— несоблюдение размеров шва и все это по причине неправильного конструирования и низкой квалификации сварщика.
3. Обязанности сварщика по безопасности труда перед началом, во время и по окончании работы.
Перед началом работы сварщик обязан:
Проверить заземление сварного аппарата
Проверить провод и крепление электродержателей
Проверить исправность светофильтра в щетке
Убедиться в отсутствии на рабочем месте вблизи его возгораемых предметов
На рабочем мест не должно быть влаги.
Рабочее место должно быть ограждено занавеской (каибан) или переносными щитами для защиты окружающих от вредного влияния ультрафиолетовых лучей.
Во время работы нужно следить, чтобы капли шлака и расплавленного металла не принесли вреда окружающим.
По окончании работы сварщик обязан:
Отключить источник питания
Смотать электропроводник
Убрать рабочее место
Убедиться в отсутствии возгорания предметов
Доложить мастеру об окончании работы.
БИЛЕТ № 20
1. Технология сварки решетчатых конструкций.
Решётчатые конструкции – это: формы цехов, стрелы экскаваторов, радиобашни, опоры линий электропередач и т.д.
Эти сварные узлы выполняются в основном из фасонного проката: швеллера, уголка, двутавра и др.
Сопряжение выполняют сваркой короткими швами (до 300 мм), швы различным образом ориентированы в пространстве.
Сварка таких конструкций выполняется вручную или шланговым полуавтоматом. В первую очередь сваривают стыковые швы, а затем уже угловые, т.к. усадка металла максимальна в стыковых соединениях.
Близкое расположенные друг к другу швы выполнять следует не сразу, а поочередно (в разбежку). Это нужно для того, чтобы уменьшить перегрев металла и величину зоны пластических деформаций.
2. Что такое свариваемость сталей? Виды свариваемости.
Свариваемость сталей – это способность металлов образовывать в процессе сварки сварное соединение, металл шва которого обладает механическими свойствами, близкими к основному металлу.
Различают:
Физическая свариваемость – она определяется процессами, протекающими в зоне сплавления свариваемых деталей, в результате которых образуются так называемые неразъемные соединения.
Технологическая свариваемость, которая определяется возможностью получения сварного соединения тем или ирным способом сварки.
Технологическая свариваемость устанавливает:
— оптимальные режимы сварки
— оптимальные способы сварки
— последовательность выполнения сварочных работ.
При свариваемости стали делятся на 4 группы:
1 группа – хорошо сваривающиеся – у которых С до 0,25%
2 группа – удовлетворительное С 0,25-0,35%
3 группа – ограниченная С 0,35-0,45%
4 группа – плохо сваривающиеся свыше 0,45%, склонны к образованию трещин, нужен предварительный нагрев и последующая термообработка.
3. Правила безопасности труда при сварки емкости из под горючих газов и жидкостей.
К сварке ёмкостей трубопроводов допускаются только аттестованные сварщики.
Перед сваркой ответственных объектов со сварщиками должен быть проведен дополнительный инструктаж по безопасности.
Перед сваркой емкостей из под горючих жидкостей необходимо убедиться в отсутствии в них остатков жидкостей и газов.
Перед сваркой внутри емкости (цистерны) необходимо обеспечить электроосвещение 12 вольт и вытяжную вентиляцию.
Для спуска в цистерну должен быть надежный трап.
При сварке в закрытых помещениях сварщик должен быть экипирован специальной резиновой обувью, использовать резиновые коврики. Сварочные аппараты должны иметь ограничение холостого хода.
Сварочные работы в опасных местах должен быть ограничены по времени
БИЛЕТ № 21
1. Что такое полярность сварочной дуги и от чего зависит выбор полярности.
Слово «полярность» означает различие на противоположных сторонах (концах)
Полярность сварочной дуги необходимо соблюдать при сварке постоянным током.
При сварке переменным током полярность не учитывается.
Есть две полярности: прямая и обратная.
Прямая – это когда плюсовой провод на изделии, а минусовой – на электроде.
Прямую полярность применяют при сварке металлов толщиной свыше 5 мм (толстых металлов) и наоборот.
Выбор полярности объясняется разностью температуры на аноде и катоде (3200° и 3600°)
При сварке тонких металлов (меньше 5 мм) прямой полярность возможны прожоги, что недопустимо.
2. Технология сварки углеродистых сталей, влияние углерода на качество сварки.
Стали подразделяются на углеродистые и легированные.
Углеродистыми конструкциями называются стали, содержащие от 0,1-0,7%
Углеродистые стали, идущие на сварочные соединения разделяются на:
— низкоуглеродистые, в которых С до 0,22% не закаливаются при дуговой и газовой сварке.
— среднеуглеродистые с С до 0,22-0,45%
— высокоуглеродистые с С 0,45-0,7%
Низкоуглеродистые стали свариваются хорошо, применяются электроды:
Э 38 для неответственных конструкций
Э 32 для ответственных конструкций
Э 42А для особо ответственных конструкций.
Среднеуглеродистые стали сваривают с применением подогрева до 200°С во избежание трещин применяют электроды: УОМИ 13/45, 13/55, АНО-7 и др.
Высокоуглеродистая сталь сваривается плохо. Эта сталь применятся чаще всего в любых деталях. Таким образом, чем больше углерода в стали, тем труднее она сваривается.
3. Правила ношения специальной одежды сварщика.
Перед началом работы сварщик должен быть одет в спецодежду.
Куртка, брюки сварщика должны быть выполнены из брезентовой ткани.
Над карманами и плечевой части куртки должны быть пришиты накладные клапаны.
Брюки должны быть надеты над ботинками или сапогами.
На голове сварщика должен быть надет шлем или берет.
БИЛЕТ № 22
1. Что такое полярность сварочной дуги? Виды полярности. От чего завсит выбор полярности.
Слово «полярность» означает различие на противоположных сторонах (концах)
Полярность сварочной дуги необходимо соблюдать при сварке постоянным током.
При сварке переменным током полярность не учитывается.
Есть две полярности: прямая и обратная.
Прямая – это когда плюсовой провод на изделии, а минусовой – на электроде.
Прямую полярность применяют при сварке металлов толщиной свыше 5 мм (толстых металлов) и наоборот.
Выбор полярности объясняется разностью температуры на аноде и катоде (3200° и 3600°)
При сварке тонких металлов (меньше 5 мм) прямой полярность возможны прожоги, что недопустимо.
2. Технология сварки легированных сталей.
Легированные – это стали, содержащие один или несколько легирующих элементов и углерода до 0,5%.
Низколегированные стали содержат легирующих элементов до 2,5%
Среднелегированные – 2,5-10%.
Высоколегированные – свыше 10%.
Низколегированные стали (14Г2, 09Г2С и др.) чувствительны к тепловым воздействиям (закаливаются). Требуется подогрев дол 150°С.
Среднелегированные стали (20ХГСА и др.) закаливаются, образуя трещины при сварке. Сваривают электродами с основным покрытием на постоянном токе в обратной полярности.
Высоколегированные стали, имеющие легирующих элементов от 10 до 55%, склонны к образованию трещин. Им нужен подогрев (общий или местный) до +100-300°С, а после – сварка тонкими электродами. Диаметр 1,6-2,0 или делают подогрев и медленное остывание.
3. Профессиональные заболевания сварщиков и как их избежать.
В результате несоблюдения правил безопасности труда электросварщик может получить следующие профессиональные заболевания:
Ослабление зрения в результате неправильно выбранного светофильтра и неисправного щитка или шлем-маски.
Заболевание легких при длительной работе в задымленных помещениях с плохой вентиляцией.
Радикулит при длительной работе на сквозняках и пренебрежительного отношения к спецодежде.
Отравление при сварке газами в невентилируемых помещения, отсеках.
Отравление при сварке оцинкованных деталей.
Прозаболевания можно и нужно избегать. Для этого необходимо:
а) строго соблюдать правила безопасности труда, постоянно помнить, что здоровье – всему голова;
б) бригадиру, мастеру постоянно следить за выполнением рабочими правил безопасности труда. Мастер несет полную ответственность за здоровье рабочих.
БИЛЕТ № 23
1. Сварка металлов неплавящимися электродами в среде защитных газов.
В качестве защитных газов применяют:
— инертные газы (аргон, гелий)
— активные газы (СО2, Н, N) и смеси инертных газов с активными.
Защитные газы выполняют те же функции, что и обмазка электродов.
В качестве электродов применяются вольфрамовые прутки.
Источником тепла при сварке в среде защитных газов является электрическая дуга м/электродом.
Оболочка газа занимает расплавленный металл от окисления и слишком быстрого охлаждения.
Органодуговую сварку неплавящимся электродом производят на постоянно токе прямой полярности и переменном токе.
Для возбуждения дуги в электрическую цепь включают осциллятор.
2. НОТ при выполнении сварочных работ
НОТ – это научная организация труда, которая обеспечивает высокую производительность труда и создает наиболее благоприятные условия для сохранения здоровья окружающих.
НОТ решает: экономические, социальные и психофизиологические задачи.
Экономическая задача НОТ заключается в рациональном использовании сырья и материалов, рабочей силы и общего повышения эффективности производства.
Социальные задачи НОТ заключаются в том, чтобы повышать культурно-технический уровень работников.
Психофизиологические задачи НОТ заключаются в создании на производстве наиболее благоприятных условий и работоспособности работающих.
Сварщики также должны выполнять требования НОТ:
Экономично расходовать электроэнергию, электроды, не допускать брака в работе.
Для выполнения социальной задачи сварщику нужно отлично владеть своей профессией.
Третья задача НОТ будет решена, если на рабочем месте сварщика будут созданы благоприятные условия труда.
3. Для чего и каким образом выполняют заземление сварочных аппаратов?
Заземление сварочных аппаратов и станины любого станка выполняют для того, чтобы уберечь работающих от действия электрического тока при случайном прикосновении к нетоковедущей части аппарата в случае повреждения токоведущих частей.
Для этого к станине станке или сварочного аппарата надежно прикрепляют с помощью винта металлический провод из полосы или прутка, идущей от аппарата или станка к заземлителю, забитому в землю.
Первой обязанностью рабочего перед началом работы является проверка исправности заземления сварочного аппарата или станка.
БИЛЕТ № 24
1. В каких случаях применяют газовую сварку?
Газовую сварку применяют для сварки тонких металлов, например: тонкостенных труб, кожухов, коробок и т.д.
При сварке тонких металлов электродуговой сваркой возможны прожоги.
Газовой сваркой сваривают как сталь, так и цветные металлы.
Недостатком газовой сварки является высокая стоимость, т.к. нужны баллоны с газом, шланги, редукторы, сварочная грелка, флюсы и т.д.
2. Назовите элементы стыкового шва с разделкой кромок. От чего зависят их величины.
Угол разделки кромок не должен превышать 50-60°
Притупление шва зависит от толщины сварочных деталей.
Величина зазора зависит от толщины св. материала
3. Правила обращения с кислородными баллонами.
При газовой сварке и резке используют горючие газы (ацетилен, пропан) и кислород, который поддерживает горение.
Кислород хранят в баллонах под большим давлением.
Кислород не только поддерживает горение, но и взрывоопасен при соприкосновении с маслами. Поэтому при обращении с баллонами, горелкой или газовым резаком нельзя работать в промасленных рукавицах.
По близости от баллонов, газовой резке и сверке не должно быть возгораемых материалов, особенно промасленных тряпок.
Нельзя ставить газовые баллоны вблизи горячих трубопроводов.
Баллоны должно находиться только вертикальном положении.
БИЛЕТ № 25
1. Что такое сварочный пост. Виды и оборудование сварочного поста.
Сварочный пост – это участок в сварочной кабине или на открытой площадке, на которой находится сварочный аппарат и все необходимое для выполнения сварочных работ, а именно:
Приспособления: сварочный стол, поворотный стул, подставка под электродерджатель, фиксаторы, кондукторы и прочее.
Инструменты: молоток-шлакоотделитель, зубило, щетка-карчетка и многое другое.
Сварочные посты могут быть стационарными или передвижными.
На стационарных постах сваривают небольшие изделия.
Передвижные посты применяют при сварке крупногабаритных изделий на производственной площадке или стройке.
2. Что такое свариваемость металлов и сплавов. Виды свариваемости.
Свариваемость металлов – это способность металлов образовывать в процессе сварки сварное соединение, металл шва которого обладает свойствами, близкими к основному металлу.
Различают: Физическую свариваемость. Она определяется процессами, протекающими в зоне сплавления сваривания деталей, в результате которых образуется неразъемное соединение.
Технологическую свариваемость, которая определяется возможностью получения сварного соединения тем или иным способом сварки.
Технологическая свариваемость устанавливает: оптимальные режимы сварки, способы сварки, последовательность выполнения сварочных работ.
По свариваемости стали делятся на 4 группы:
1 группа – хорошо сваривающиеся, у которых С не более 0,25%
2 группа – удовлетворительная свариваемость С не более 0,25-0,35%
3 группа – ограниченная свариваемость С не более 0,35-0,45%
4 группа – плохо сваривающиеся С – 0,45%, склонны к образованию трещин. Нужен предварительный подогрев и термообработка.
2. В чем особые требования безопасности сварочных работ на высоте?
К выполнению сварки на высоте допускаются сварщики, прошедшие дополнительный медосмотр и имеющие допуск к работе на высоте.
Леса, помосты должны быть выполнены по правилам СНиП (ширина лесов – не менее 1 м, высота ограждений – 1,2 м).
При работе на высоте сварщик обязан быть в каске и брезентовых наплечниках.
Допускается кратковременная работа с приставных лестниц при условии, что верхние концы лестницы надежно закреплены к неподвижным конструкциям.
Сварщик должен иметь сумку для электродов, куда обязан складывать огарки.
Работая на высоте, необходимо быть пристегнутым ремнем к неподвижным конструкциям.