
0.01.1.01.ОЭ(м)-I Общий экзамен. Уровень:I
12-3-2023036,933
0.01.2.01.ОЭ(м)-II Общий экзамен. Уровень:II
10-3-2023053,799
1.01.1.01.ПТО-I-РД
9-3-202307,413
1.01.1.02.ПТО-I-РАД
18-2-202303,214
1.01.1.04.ПТО-I-МП
31-1-202302,549
1.01.2.01.ПТО-II
23-5-202202,499
1.02.1.01.ПТО-I-РД
31-1-202302,059
1.02.1.04.ПТО-I-МП
5-3-202301,466
1.02.2.01.ПТО-II
18-10-202202,009
1.03.1.01.ПТО-I-РД
17-6-202101,927
1.03.1.04.ПТО-I-МП
5-3-202301,628
1.03.2.01.ПТО-II
14-12-202201,710
1.04.1.01.ПТО-I-РД
2-2-202301,723
1.04.1.04.ПТО-I-МП
3-12-202201,511
1.04.2.01.ПТО-II
22-2-20230965
1.05.1.01.ПТО-I-РД
31-1-202301,202
1.05.1.04.ПТО-I-МП
26-2-202301,306
1.05.2.01.ПТО-II
31-1-202302,157
1.06.1.01.ПТО-I-РД
31-1-202301,416
1.06.1.04.ПТО-I-МП
17-6-202101,313
1.06.2.01.ПТО-II
31-1-202301,008
1.07.1.01.ПТО-I-РД
1-3-202301,781
1.07.1.02.ПТО-I-РАД
31-1-202301,575
1.07.1.04.ПТО-I-МП
31-1-202301,197
1.07.2.01.ПТО-II
31-1-202301,366
1.08.1.01.ПТО-I-РД
31-1-20230980
1.08.1.04.ПТО-I-МП
31-1-202301,853
1.08.2.01.ПТО-II
17-6-20210977
1.09.1.01.ПТО-I-РД
31-1-202301,745
1.09.1.04.ПТО-I-МП
31-1-20230970
1.09.2.01.ПТО-II
17-6-20210916
1.10.1.01.ПТО-I-РД
31-1-20230853
1.10.1.04.ПТО-I-МП
31-1-202301,297
1.10.2.01.ПТО-II
10-3-202304,767
1.11.1.01.ПТО-I-РД
31-1-202301,000
1.11.2.01.ПТО-II
17-6-20210884
1.12.1.01.ПТО-I-РД
31-1-202301,376
1.12.1.04.ПТО-I-МП
31-1-20230865
1.12.2.01.ПТО-II
17-6-20210945
1.13.1.01.ПТО-I-РД
31-1-202301,521
1.13.1.04.ПТО-I-МП
31-1-202301,306
1.13.2.01.ПТО-II
21-9-202201,179
1.14.1.01.ПТО-I-РД
2-2-2023018,988
1.14.1.02.ПТО-I-РАД
2-2-202301,431
1.14.1.04.ПТО-I-МП
31-1-202301,873
1.14.2.01.ПТО-II
27-1-202302,138
Билеты с ответами НАКС
-
-
Темы
- Ответы
- Просмотры
- Последнее сообщение
-
-
- 2 Ответы
- 12540 Просмотры
-
Последнее сообщение Sonlion
20 янв 2020, 14:23
-
- 0 Ответы
- 10218 Просмотры
-
Последнее сообщение Naps
25 мар 2019, 05:32
-
- 1 Ответы
- 11072 Просмотры
-
Последнее сообщение Борис
03 мар 2019, 05:48
-
- 1 Ответы
- 10301 Просмотры
-
Последнее сообщение Naps
18 фев 2019, 10:56
Вернуться к списку форумов
Перейти
- Технологии сварки
- ↳ Ручная дуговая сварка (MMA, РД)
- ↳ Аргонодуговая сварка — TIG
- ↳ Полуавтоматическая сварка — MIG/MAG
- ↳ Газовая сварка, резка
- ↳ Сварка полимерных материалов
- ↳ Расходные материалы и вспомогательные средства
- ↳ Сварочные материалы
- ↳ Держатели электродов, сварочные кабели
- ↳ Сварочные маски
- ↳ Средства защиты
- ↳ Технологические карты по сварке, инструкции, документация
- Сварочное оборудование
- ↳ Сварочный аппарат для дома
- ↳ Выбор профессионального сварочного аппарата
- ↳ Выбор оборудования для полуавтоматической сварки
- ↳ Производители сварочного оборудования
- ↳ Российские производители сварочного оборудования
- ↳ Иностранные производители сварочного оборудования
- ↳ Ремонт сварочного оборудования и модфикация
- ↳ Схемы сварочного оборудования
- Форум дефектоскопистов, все о неразрушающем контроле
- ↳ Визуальный и измерительный контроль
- ↳ Ультразвуковой контроль
- ↳ Радиографический контроль
- Общие вопросы
- ↳ Аттестация и сертификация
- ↳ Аттестация и сертификация сварщиков
- ↳ Аттестация и сертификация сварочного производства
- ↳ Билеты с ответами НАКС
- ↳ Работа ищу, предлагаю
- ↳ Доска объявлений
- ↳ Курилка
- ↳ По форуму
Права доступа
Вы не можете начинать темы
Вы не можете отвечать на сообщения
Вы не можете редактировать свои сообщения
Вы не можете удалять свои сообщения
Вы не можете добавлять вложения
Темы форума
Новые сообщения
- Cварку трубы отопления
- Технологические карты по сварке
- Сварка труб на производстве
- Тест Накс ГДО-I-РД
- Сварочный инверторный аппарат дл…
- Сварка по ржавчине
- Ручная дуговая сварка покрытыми …
- Приварить петли к рельсе
- Приварка патрубка к фланцу
- Продам новый сварочный инвертор …
Популярные темы
- Cварку трубы отопления
- Сварочный инверторный аппарат дл…
- Технологические карты по сварке
- Сварка по ржавчине
- Приварить петли к рельсе
- Подготовка электродов к сварке
- Почему горит вольфрамовый электрод
- Как прочитать удостоверение свар…
- Тест Накс ГДО-I-РД
- Посоветуйте сварочную маску хаме…
Обсуждаемые темы
- Технологические карты по сварке
- Cварку трубы отопления
- Сварочный инверторный аппарат дл…
- Сварка по ржавчине
- Как прочитать удостоверение свар…
- Почему горит вольфрамовый электрод
- Подготовка электродов к сварке
- Посоветуйте сварочную маску хаме…
- Покрытые электроды — отзывы
- Приварить петли к рельсе
- svarkaforum.ru Сварочный Форум
- Часовой пояс: UTC
-
Удалить cookies
-
Связаться с администрацией
Экзаменационные тесты для сварщиков с ответами
Правильный вариант ответа отмечен знаком +
1. Чем определяются свойства сварного соединения?
+ Свойствами металла шва, линии сплавления с основным металлом и зоны термического влияния
— Техническими характеристиками использованных электродов
— Свойствами металла линии сплавления и зоны термического влияния
2. С какой целью выполняют разрезку кромок?
— Для экономии металла
— Для более удобного проведения сварочных работ
+ Для обеспечения провара на всю глубину
3. Исправление сквозных дефектов сварных соединений трубопроводной арматуры проводят путем разрезки кромок. Укажите допустимые углы раскрытия кромок.
+ 65-75 градусов
— 15-20 градусов
— 30-45 градусов
4. Расшифруйте смысл маркировки электродов: буква «Э» и следующее за ней цифровое значение.
— Тип электрода и допустимое количество часов использования
+ Тип электрода и гарантируемый предел прочности наплавленного металла в расчете на кгс/мм2
— Марку электрода и серийный номер, присвоенный заводом-производителем
5. Какой должна быть характеристика источников питания для ручной дуговой сварки или наплавки покрытыми электродами?
— Переменной
+ Крутопадающей или жесткой (в комбинации с балластными реостатами)
— Восходяще-контролируемой
6. В каком порядке проводится аттестация сварщиков?
— По решению аттестационной комиссии
— Сначала теоретическая часть экзамена, а затем практическая
+ Сначала практическая часть экзамена, затем теоретическая
7. Укажите верную маркировку, которая бы указывала на толщину покрытия в обозначении электрода.
+ Тонкое покрытие — М, среднее покрытие — С, толстое покрытие — Д, особо толстое покрытие — Г
— Без покрытия — ТО, среднее покрытие — СР, толстое покрытие — ТЛ, особо толстое покрытие — ОТЛ
— Без покрытия — БП, тонкое покрытие — Т, среднее покрытие — С, толстое покрытие — ТТ, особо толстое покрытие – ТТТ
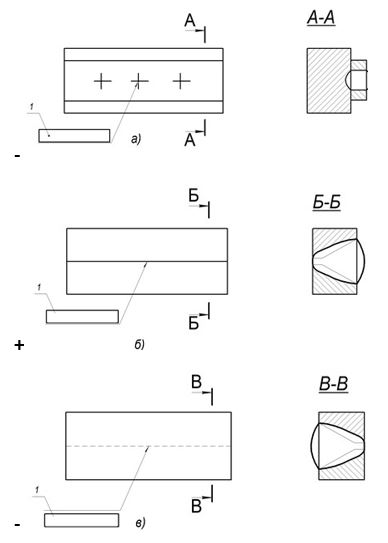
8. На каком из чертежей изображен видимый сварной шов?
9. При выполнении ручной дуговой сварки непровары возникают из-за:
+ Высокой скорости выполнения работ, недостаточной силы сварочного тока
— Малой скорости выполнения работ, чрезмерно большой силы сварочного тока
— Неправильного подбора электродов, чрезмерно большой силы сварочного тока
тест 10. Дайте определение понятию «электрошлаковая сварка».
— Сварка электротоком, при которой побочным продуктов плавления металла является слой флюса, подлежащий вторичному использованию при электродуговой сварке
+ Сварка плавлением, при которой для нагрева используют тепло, выделяемое при прохождении электротока через массы расплавленного шлака
— Сварка плавлением, при которой используются ленточные электроды и слой шлака в качестве охлаждающей среды
11. Ультразвуковой метод контроля позволяет выявить следующие дефекты сварного шва:
— Качество оплавления металла
+ Непровары, трещины, поры, включения металлической и неметаллической природы, несплавления
— Внутренние напряжения металла
12. Максимальная длина гибкого кабеля, используемого для подключения передвижной электросварочной установки к коммутационному аппарату, составляет:
— 25 м
— 20 м
+ 15 м
13. Конструктивными характеристиками разделки кромок являются:
+ Притупление, угол скоса кромки
— Температура плавления металла, глубина проварки
— Угловатость, угол скоса кромки
14. Остаточные сварочные деформации – это:
— Деформации, которые связаны с дефектами электродов
+ Деформации, которые остаются после завершения сварки и полного остывания изделия
— Деформации, образовавшиеся после воздействия краткосрочной механической нагрузки на сварное соединение
15. Какой дефект сварного шва изображен на рисунке?

— Несплавление
+ Непровар
— Неправильная разделка кромок
16. Прожоги образуются по причине:
+ Несоответствия силы сварочного тока и толщины свариваемых элементов
— Неправильно подобранных электродов
— Неправильно подобранного размера сварочной ванны
17. Укажите оптимальный метод предупреждения образования горячих трещин при сварке.
— V-образная разделка кромок
+ Выбор правильной формы разделки кромок, снижение погонной энергии
— Проведение термической обработки металла до сварки
18. Контроль качества сварных соединений проверяют по:
+ Свойствам металла шва, линии сплавления с основным металлом и зоне термического влияния
— Внешнему виду катета сварного шва
— Цвету сварного шва
19. Внешний вид излома сварного соединения позволяет определить:
— Прочность, устойчивость против коррозии, деформационную стойкость
+ Строение и структуру металла, что является ценной информацией для оценки его пластических свойств
— Наличие вредных примесей в металле
тест-20. Перечислите типы сварных соединений.
+ Стыковые, тавровые, угловые, внахлест
— Плоские, угловые, стыковые, объемные
— С нахлестом, без нахлеста
21. Опишите принцип заземления сварочного оборудования.
— К оборудованию приваривается медный провод. Обязательно наличие надписи «Земля»
— Оборудование имеет специальный зажим, расположенный в доступном месте. Наличие надписи «Земля» опционально
+ Оборудование имеет болт с окружающей его контактной площадкой. Обязательно наличие надписи «Земля»
22. Влияние подогрева изделия в процессе сварки на величину остаточных деформаций выражается в:
— Увеличении этих деформаций
+ Уменьшении этих деформаций
— Влияние отсутствует
23. Магнитное дутье дуги – это:
— Увеличение линейных размеров дуги из-за воздействия магнитного поля сплавляемого металла
+ Отклонение дуги от оси электрода, возникающее из-за влияния магнитных полей или ферромагнитных масс при сварке
— Увеличение проплавления изделия, возникшее из-за влияния магнитного поля дуги
24. Когда возможно исправление дефектов в сварных изделиях, подлежащих последующему отпуску (термообработке)?
+ До отпуска
— После отпуска
— По мере обнаружения дефектов
25. Сварные проволоки Св-08, Св-08а, Св-10ГА относят к … классу сталей.
— Легированному
— Высоколегированному
+ Низкоуглеродистому
26. Методы контроля степени воздействия на материал сварного соединения бывают:
+ Разрушающими и неразрушающими
— Радиографическими и ультразвуковыми
— Статическими и динамическими
27. Укажите цель проведения сопутствующего и предварительного подогрева.
— Повышение содержания углерода в металле
+ Выравнивание неравномерности нагрева при сварке, снижение скорости охлаждения и уменьшение вероятности возникновения холодных трещин
— Повышение скорости охлаждения металла в зоне сварки
28. Наплыв в металле шва – это:
— Неровность металла, влияющая на эксплуатационные и эстетические характеристики сварного изделия
+ Дефект в виде металла, который наплыл на поверхность свариваемого металла или ранее выполненного валика и не сплавившийся с ним
— Отклонение линейных размеров шва от эталонных (назначенных в чертежах)
29. Цифры возле букв на чертеже сварного шва обозначают:
+ Порядковый номер шва в соответствии с ГОСТ
— Предпочтительную толщину электрода для проведения работ
— Длину катета шва
тест_30. Требования, которые предъявляются к качеству исправленного участка шва:
— Определяются приемочной группой индивидуально
+ Аналогичны тем, которые предъявляются к качеству основного шва
— Зафиксированы в нормативных документах и зависят от вида шва
В данной инструкции изложены основные функции сайта, и как ими пользоваться
Здравствуйте,
Вы находитесь на странице инструкции сайта Тестсмарт.
Прочитав инструкцию, Вы узнаете функции каждой кнопки.
Мы начнем сверху, продвигаясь вниз, слева направо.
Обращаем Ваше внимание, что в мобильной версии все кнопки располагаются, исключительно сверху вниз.
Итак, первый значок, находящийся в самом верхнем левом углу, логотип сайта. Нажимая на него, не зависимо от страницы, попадете на главную страницу.
«Главная» — отправит вас на первую страницу.
 «Разделы сайта» — выпадет список разделов, нажав на один из них, попадете в раздел интересующий Вас.
«Разделы сайта» — выпадет список разделов, нажав на один из них, попадете в раздел интересующий Вас.
 На странице билетов добавляется кнопка «Билеты», нажимая — разворачивается список билетов, где выбираете интересующий вас билет.
На странице билетов добавляется кнопка «Билеты», нажимая — разворачивается список билетов, где выбираете интересующий вас билет.
 «Полезные ссылки» — нажав, выйдет список наших сайтов, на которых Вы можете получить дополнительную информацию.
«Полезные ссылки» — нажав, выйдет список наших сайтов, на которых Вы можете получить дополнительную информацию.
В правом углу, в той же оранжевой полосе, находятся белые кнопки с символическими значками.
- Первая кнопка выводит форму входа в систему для зарегистрированных пользователей.
- Вторая кнопка выводит форму обратной связи через нее, Вы можете написать об ошибке или просто связаться с администрацией сайта.
- Третья кнопка выводит инструкцию, которую Вы читаете.

- Последняя кнопка с изображением книги ( доступна только на билетах) выводит список литературы необходимой для подготовки.

Опускаемся ниже, в серой полосе расположились кнопки социальных сетей, если Вам понравился наш сайт нажимайте, чтобы другие могли так же подготовиться к экзаменам.
Следующая функция «Поиск по сайту» — для поиска нужной информации, билетов, вопросов. Используя ее, сайт выдаст вам все известные варианты.

 Последняя кнопка расположенная справа, это селектор нажав на который вы выбираете, сколько вопросов на странице вам нужно , либо по одному вопросу на странице, или все вопросы билета выходят на одну страницу.
Последняя кнопка расположенная справа, это селектор нажав на который вы выбираете, сколько вопросов на странице вам нужно , либо по одному вопросу на странице, или все вопросы билета выходят на одну страницу.
 На главной странице и страницах категорий, в середине, расположен список разделов. По нему вы можете перейти в интересующий вас раздел.
На главной странице и страницах категорий, в середине, расположен список разделов. По нему вы можете перейти в интересующий вас раздел.
На остальных страницах в середине располагается сам билет. Выбираете правильный ответ и нажимаете кнопку ответ, после чего получаете результат тестирования.
Справой стороны (в мобильной версии ниже) на страницах билетов располагается навигация по билетам, для перемещения по страницам билетов.
На станицах категорий расположен блок тем, которые были добавлены последними на сайт.
Ниже добавлены ссылки на платные услуги сайта. Билеты с ответами, комментариями и результатами тестирования.
В самом низу, на черном фоне, расположены ссылки по сайту и полезные ссылки на ресурсы, они дублируют верхнее меню.
Надеемся, что Вам понравился наш сайт, тогда жмите на кнопки социальных сетей, что бы поделиться с другими и поможете нам.
Если же не понравился, напишите свои пожелания в форме обратной связи. Мы работаем над улучшением и качественным сервисом для Вас.
С уважением команда Тестсмарт.
НАКС 0 Общий экзамен I и II уровень. Подготовка к аттестации сварщиков в соответствии с требованиями «Правил аттестации сварщиков и специалистов сварочного производства» (ПБ-03-273-99) и «Технологического регламента проведения аттестации сварщиков и специалистов сварочного производства» (РД 03-495-02).
Для подготовки к аттестации сварщиков на сайте «Тест 24» подготовлены разделы онлайн тестирования для проверки теоретических знаний в соответствии с видом сварки, по которым аттестуются сварщики, осуществляющие свою производственную деятельность.
Билеты НАКС Общий экзамен I и II уровень
НАКС 0.01.1.01.ОЭ(м)-I. Общий экзамен 1 уровень.
НАКС 0.01.2.01.ОЭ (м)-II. Общий экзамен 2 уровень.
Теоретический экзамен НАКС проводят в аттестационном центре, который зарегистрирован в реестре Системы аттестации сварщиков и специалистов сварочного производства Национального аттестационного комитета по сварочному производству.
На общем экзамене сварщику предстоит ответить на 20 вопросов по теоретическим основам сварки, а на специальном экзамене — не менее 15 произвольно выбранных вопросов в соответствии с видом (способом) сварки (наплавки), по которому он аттестуется. Выбор вопросов проводит аттестационная комиссия по сборникам экзаменационных вопросов по общему и специальному экзаменам. Каждый сборник должен содержит не менее 100 вопросов.
Если сварщик аттестуется на два или три вида (способа) сварки (наплавки), например, ручную дуговую сварку покрытыми электродами и ручную аргонодуговую сварку неплавящимся электродом, в экзаменационном билете должно быть не менее 5 вопросов по каждому виду (способу) сварки (наплавки) из соответствующих сборников экзаменационных вопросов. При аттестации на сварку объектов, входящих в две или три группы опасных технических устройств, сварщик должен получить отдельные билеты для специального экзамена по каждой группе опасных технических устройств. В экзаменационном билете должно быть не менее 5 вопросов по каждой группе опасных технических устройств.
Общий и специальный экзамены можно проводить в письменной форме или с помощью компьютера. По решению экзаменационной комиссии с аттестуемым может быть проведено дополнительное собеседование.
Сварщик считается выдержавшим общий и специальный экзамены, если он правильно ответил не менее чем на 80 % заданных ему вопросов на каждом из экзаменов, с учетом результатов собеседования, после чего сварщик считается аттестованным, с учетом успешной сдачи практического экзамена.