Какие факторы вызывают старение полимеров?
тепло, кислород, озон
Наличие сварных соединений
Контакт с грунтом
Для замедления старения в полимеры добавляют
Стабилизаторы
Ионизаторы
Консерванты
В полиэтилен в качестве стабилизатора добавляют:
Сажу .
Кварцевый песок
Алюминиевую пудру
Являются ли пластмассы диэлектриками?
Да
Нет
Зависит от их состава
На какие основные группы делятся пластмассы?
Термопласты и реактопласты
Жидкие и твердые
Ковкие и хрупкие
Более пластичны в твердом состоянии:
Термопласты
Реактопласты
Пластичность всех полимеров одинакова
Свариваемость пластмасс повышают;
Стабилизаторы
Красители
Пластификаторы
Какие пластмассы могут многократно плавиться?
Только термопласты
Только реактопласты
Все
Сколько раз можно плавить термопласты?
Один
Два
Несколько
Температура воспламенения полиэтилена:
180 градусов Цельсия
220 градусов Цельсия
365 градусов Цельсия
Гарантийный срок хранения полиэтиленовых труб:
6 мес
1 год
2 года
Гарантийный срок хранения соединительных деталей из полиэтилена определяется:
СНиПом
ГОСТом
Документом на продукцию
Свариваемость полимеров зависит от:
Текучести расплава полимера
Плотности полимера
Относительного удлинения полимера
Полиэтиленовые трубы производят в основном:
Литьем под давлением
Прессованием
Непрерывной шнековой экструзией
Соединительные детали производят в основном:
Литьем под давлением
Прессованием
Непрерывной шнековой экструзией
Как влияет солнечный свет на полиэтиленовые трубы?
Вызывает разрушение
Вызывает старение
Положительно
SDR обозначает:
Отношение номинального наружного диаметра трубы к номинальной толщине стенки
Сокращённое наименование материала
Предел текучести материала
Для изготовления газопроводных труб применяют;
ПЭ63 и ПЭ80
ПЭбЗ И ПЭ100
ПЭ80 и ПЭ100
Можно ли использовать вторичный полиэтилен для производства газопроводных труб и
соединительных деталей?
Да
Нет.
Да, только для соединительных деталей
Какой из полимеров нельзя сваривать токами высокой частоты:
Полиэтилен «
Поливинилхлорид
Полиамид
Сварка нагретым инструментом основана на:
Плавлении
Склеивании
Химической реакции
Сварка полимеров плавлением основана на:
Прочностных свойствах полимера
Свойствах полимера иметь трехмерные макроструктуры
Вэаимодиффузии макромолекул полимера в вязко-текучем состоянии
Основные параметры сварки встык полимеров:
Температура и время нагрева поверхностей, давление при сварке и время его воздействия г
Сила тока и напряжение на режущем устройстве
Напряжение питания сварочного аппарата
Режимы сварки пластмасс нагретым инструментом задают в интервале:
Ниже температуры текучести, но выше температуры деструкции
Выше температуры текучести, но ниже температуры деструкции •
Ниже температуры текучести
К какому классу относятся такие виды сварки, как экструзионная, расплавом, нагретым газом?
Механическому
Термическому
Электромагнитному
При сварке нагретым газом присадочный материал:
Используется
Не используется
Оба варианта верны
При сварке нагретым газом присадочный материал подается в зону сварки в виде:
Порошка
Прутка
Жидкости
Какой теплоноситель обычно используют при сварке нагретым газом неответственных конструкций?
Кислород
Воздух
Азот
Какова прочность сварного соединения полиэтилена, выполненного сваркой нагретым газом?
30-60% от прочности основного материала.
Достигается равнопрочность
110% от прочности основного материала
Сварка расплавленной присадкой заключается в подаче на свариваемые поверхности термопласта:
Находящегося в вязко-текучем состоянии
Нагретого горячим газом
Нагретого горелкой инфракрасного излучения
Экструзионная сварка заключается в том, что:
Расплавленный материал, выходящий из экструдера, нагревает поверхности до температуры
сварки и сплавляется с ней
Экструдируемой присадка распыляется
Экструдируемая присадка склеивает соединяемые поверхности
Какова прочность сварного соединения полиэтилена, выполненного эксгрузионной сваркой?
Достигается равнопрочность
120% от прочности основного материала
65-75% прочности основного материала
Каковы основные технологические параметры сварки литьем под давлением?
Температура и давление впрыскивания присадочного расплава
Температура присадочного расплава и время сварки
Давление впрыскивания присадочного расплава и время остывания
Сварка трением основана на:
Превращении энергии звуковых колебаний в тепловую энергию
Введении третьего компонента
Превращении механической энергии трения свариваемых поверхностей в тепловую энергию ,
Можно ли сваривать трением разнородные пластмассы?
Да
Нет
Только ПВХ с полиамидом ПА-6
Раструбная сварка пластмассовых груб относится к сварке:
Нагретым газом
Нагретым инструментом
Эксгрузионной
Сварка с помощью инфракрасного излучения основана на превращении энергии:
Нагретого излучением газа в тепловую энергию
Источника ИК- излучения в тепловую энергию
Тока высокой частоты в тепловую энергию
Основные технологические параметры сварки излучением:
Глубина проплавления, усилие и скорость осадки г
Глубина проплавления и технологическая пауза
Время проплавления и время осадки
К какому виду сварки относится сварка токами высокой частоты?
Электромеханический
Механический
Электрический
В каком электромагнитном поле производится сварка ТВЧ пластмасс?
Постоянном
Вихревом
Переменном
Полиэтиленовые трубы, как правило, сваривают:
ТВЧ, лазером
Химическим способом
Нагретым инструментом, экструзией, трением
Соединительные детали из полиэтилена для трубопроводов, как правило, сваривают:
Нагретым инструментом, трением
ТВЧ,. излучением, экструзией
Химическим способом
Пленочные упаковки, покрытия из полимеров сваривают:
ТВЧ,нагретым инструментом, ультразвуком, излучением
Лазером, экструзией
Трением, нейтронной сваркой
Интервал вязко-текучего состояния полиэтилена:
30 градусов Цельсия
40 градусов Цельсия
70-100 градусов Цельсия
Контактной сваркой проплавлением соединяют, как правило:
Трубы
Пленки
Листовой полиэтилен
Технологическая пауза при сварке встык, это:
Время между выходом первичного грата и соединением свариваемых поверхностей
Время между окончанием нагрева и соединением свариваемых поверхностей
Время между соединением свариваемых поверхностей и охлаждением стыка
Почему технологическая пауза при сварке встык должна быть минимальной?
Из — за охлаждения вследствие контакта с воздухом
Из-за возможной деформации деталей
Из — за возможного контакта с инородными телами
К чему приводит перегрев нагревателя при сварке встык?
Деструкции полимера
Улучшению качества сварного соединения
Отвердению полимера
Что способствует деструкции полимера при сварке встык?
Певышение значений давления и технологической паузы
Певышение значений давления и времени торцевания
Певышение заданной температуры нагревателя и времени нагрева
На чем основано образование сварного соединения полиэтиленовых труб?
Взаимодиффузии макромолекул на соединяемых поверхностях
Изменении химического состава соединяемых поверхностей
Электромагнитном взаимодействии
Чем нагревают зеркало нагревательного инструмента при сварке встык?
Электрическим током или газовой горелкой
Токами высокой частоты
В электрической муфельной печи
Чем определяются требования к режимам сварки встык?
Техническими условиями на свариваемые трубы
Нормативными документами по строительству
Инструкциями на сварочные аппараты
В чем заключается сварка встык?
В сильном сдавливании торцов полимерных труб с одновременным нагревом
В нагреве торцов полимерных труб или деталей до вязко-текучего состояния при контакте с нагревателем и соединении под давлением после удаления нагревателя
В обжатии нагревателями полимерных труб до вязко-текучего состояния с последующим охлаждением
Что используют для защиты полиэтиленовой трубы от повреждения о стенки стального
футляра после протяжки?
Редукционные вкладыши
Пластиковые втулки, раструбы
Асбоцементные полукольца
Привод зажимов центратора в аппаратах для сварки встык бывает:
Ручным
Гидравлическим
Гидравлическим, ручным, электрическим
Аппараты для сварки встык по степени автоматизации бывают:
Высокой степени, средней степени, с ручным управлением
Автоматизированные и механизированные
С низкой и высокой степенью автоматизации
Аппараты для сварки деталями с закладным нагревателем с тремя и более способами ввода
технологических параметров относятся к:
Многоцелевым
Универсальным
Таких аппаратов не существует
При разматывании длинномерных полиэтиленовых труб с барабана стяжки следует обрезать:
Все сразу
По мере разматывания, не допуская перехлеста витков
Обрезка не допускается, стяжки должны лопнуть сами
При сооружении полиэтиленовых газопроводов допускается использование соединительных деталей:
С закладным нагревателем
Без закладного нагревателя (гладких)
Оба варианта верны
Электропитание аппарата для сварки деталями с закладным нагревателем может осуществляться:
От электрогенератора, напряжением 220 В, 48 В
От аккумулятора
Оба варианта верны
Какова максимальная сменная производительность при стыковой сварке лояйзтиленовых труб О 110 мм?
Около 10 стыков
Около 30 стыков
Около 40 стыков
Максимальное рабочее давление полиэтиленового газопровода зависит от:
Вида поставки труб и вида используемых соединительных деталей
Способа сварки труб, квалификации сварщиков
Марки полиэтилена и SDR-труб, коэффициента запаса прочности
Разрешено ли возобновлять прерванную аппаратом сварку полиэтиленовых труб деталями с
закладным нагревателем?
Зависит от SDR труб
Нет
Да, после полного остывания соединения
Для сварки встык труб с диаметром, отличным от максимального для используемого
аппарата, следует использовать:
Опорные ролики
Специальные струбцины
Редукционные вкладыши
Общая потребляемая аппаратом для стыковой сварки мощность обычно составляет:
От 1 до 2 кВт
Не менее 3,5 кВт
Не более 1 кВт
Для обеспечения надежной работы сварочных аппаратов наиболее важными параметрами автономных источников электропитания являются:
Вид привода и вид используемого топлива
Цена, простота обслуживания
Величина и стабильность напряжения и силы тока, вырабатываемого генератором, мощность, надежность
При работе на аппарате для сварки встык возможны следующие виды травм персонала
Поражение электрическим током
Ожог нагревателем, защемление движущимися зажимами
Оба варианта верны
При работе на аппарате для сварки деталями с закладным нагревателем возможны следующие виды травм персонала:
Поражение электрическим током
Ожог нагревателем
Оба варианта верны
Возможно ли последовательное включение в заземляющий проводник нескольких сварочных
аппаратов?
Да
Нет
Оба варианта верны
Какой источник электропитания аппаратов для сварки полиэтиленовых труб редпочтительней?
САК
Автономный электрогенератор переменного тока
Электрическая сеть ближайшего к месту сварки здания
По окончании работе электрооборудованием сварщик должен:
Выключить сетевой рубильник
Отсоединить клеммы сетевого кабеля
Отсоединить сварочные кабели
Электрическое сопротивление закладного нагревателя в соединительной детали обычно составляет:
1 — 100 кОм
До нескольких десятков Ом
0,1 — 1 МОм
Редукционные вкладыши используют для изменения диаметра труб:
Закрепляемых в зажимах центратора, позиционера
Монтируемого трубопровода, согласно проекту
Оба варианта верны
Устройство постели под основание полиэтиленового газопровода должно проводиться:
Перед началом сварки тру
После завершения монтажа и опрессовкb
Оба варианта верны
Для перекрытия потока газа в полиэтиленовом газопроводе можно использовать:
Задвижку
Механический или гидравлический передавливатель
Оба варианта верны
При нехватке рабочего времени для сварки очередного стыка полиэтиленовых труб можно:
Не проводить механическую обработку труб
Сократить время остывания сварного соединения
Перенести сварку на другой день
Для фиксации длинномерных полиэтиленовых труб при сварке тройникового соединения с
закладным нагревателем О 160 мм следует использовать:
Центратор
Ломы, тросы, клинья
Позиционер
Допускается ли принудительное охлаждение сварного соединения?
Да, при слишком высокой температуре воздуха
Нет
Да, с разрешения инспектора ФАТН
Какое оборудование можно использовать для выравнивания овальности труб?
Передавливатели
Калибрующие зажимы — струбцины,
Позиционеры
При протяжке полиэтиленовых труб в футлярах тяговое усилие на тросе лебедки
ограничивают во избежание:
Выхода лебедки из строя
Повреждения протягиваемой трубы
Обрыва троса
Допускается ли применение электрических кабелей и проводов с поврежденной оплеткой и золяцией?
Да, при разрешении инженера по технике безопасности
Да, если длина поврежденного участка менее 20 мм
Нет
Тяжесть поражения человека электрическим током зависит от:
Силы электрического тока
Пути протекания электрического тока по его организму
Оба варианта верны
Минимальная сила тока, которая может оказаться смертельной для человека:
1 мА~
10 мА
100 мА
Какие вредные вещества выделяются при плавлении полиэтилена?
Пары металла
Сернистые соединения, перекись водорода
Пары формальдегида, ацетальдегида, окись углерода
Какие вредные, вещества выделяются при нагревании поливинилхлорида?
Фтористые соединения
Углеродистые соединения
Хлористые соединения
Какие вредные вещества выделяются при нагревании фторопластов?
Фтористые соединения
Углеродистые соединения
Хлористые соединения
Чем заземляют поверхность полиэтиленовых труб при выполнении ремонтных операций?
Медным многожильным проводом
Прядью хлопчатобумажного волокна, пропитанного водой. Необходимо также обильно смочить поверхность трубы и почву возле заземляющего пикета
Оба варианта верны
Допускается ли совместное хранение горюче-смазочных материалов с полиэтиленовыми трубами и
деталями?
Нет
Да
Нормативными документами не регламентируется
Постоянное давление при расходе газа поддерживает:
Ротаметр
Резистор
Редуктор
Постоянный расход газа поддерживает:
Ротаметр
Резистор
Редуктор
Давление газа измеряют
Ротаметром
Манометром
Тонометром
Расход газа измеряют:
Ротаметром
Резистором
Редуктором
Определение дефекта сварного соединения:
Нормированное отклонение, указанное в нормативно-технической документации
Отдельное несоответствие требованиям, установленным нормативной документацией
Отклонение от требований конструкторской документации
Дефекты в сварном шве подразделяются на:
Внешние и внутренние
Краевые и боковые
Местные и общие
Пора — это дефект сварного шва в виде:
Округлой полости, заполненной расплавом
Округлой полости, заполненной газом
Полости, заполненной продуктами деструкции
Основная причина образования пор, это:
Наличие сквозняков и ветра
Наличие воздуха между свариваемыми поверхностями
Длительный контакт с воздухом оплавленных поверхностей перед осадкой
Несплавление — это дефект в виде:
Отсутствия сплавления в сварном шве между свариваемыми кромками или между кромками и материалом шва
Отсутствия сквозного проплавления по всей ширине детали
Сквозного отверстия в шве
Основные причины образования несплавления, это:
Превышение допустимых зазоров, неплотный контакт сплавляемых поверхностей
Превышение технологической паузы, недостаточное давление осадки
Оба варианта верны
Основная причина образования трещин, это:
Низкая квалификация сварщика
Неравномерность и повышенная скорость охлаждения сварного шва, вызывающие повышенный уровень усадочных напряжений
Низкое давление и недостаточная длительность осадки
Основная причина образования непровара, это:
Низкая квалификация сварщика
Длительный контакт с воздухом оплавленных поверхностей перед их осадкой
Низкое давление и недостаточная длительность осадки, нарушение параметров сварки
Дефектами сварных соединений называют:
Структурные микро- и макро- неоднородности, возникающие в сварном шве вследствие нарушений технологии подготовки свариваемых конструкций, их сборки и сварки
Отклонения от требований конструкторской документации
Нормированные отклонения, указанные в нормативно-технической документации
Непровар — это дефект в виде:
Отсутствия наплавленного материала на участке сварного шва
Несплавления в сварном соединении вследствие неполного расплавления кромок основного материала или поверхностей или наплавного материала с основной поверхностью
Неровностей поверхностей основного или наплавного материала
Какие бывают трещины по расположению и внешнему виду?
Внутренние; продольные, сквозные, глухие
Наружные; кратерные, продольные, поперечные
Наружные и внутренние, продольные, поперечные, разветвленные, радиальные и кратерные
Какие виды контроля применяют при изготовлении (монтаже, ремонте) сварных соединений?
Предварительный, операционный контроль и контроль качества готового сварного соединения
Контроль сборки под сварку, контроль качества сварного соединения
Контроль материалов: основных и сварочных
На какие две основные группы делятся методы контроля по воздействию на материал сварного соединения?
Разрушающие и щадящие
Механические и электрические
Разрушающие и неразрушающие
Чем выявляют дефекты формы шва и его размеры?
Специальными шаблонами и измерительными инструментам 1
Металлографическими исследованиями
Ультразвуковым или рентгенографическим методами
Контроль качества готовых сварных соединений
Формы, размеров, сплошности шва и свойств материала
Формы и размеров шва
Свойств материала в различных зонах
Каким должен быть характер разрушения при испытании образцов контрольных стыков газопровода?
Пластичным
Низкопластичным
Хрупким
По каким признакам способы сварки пластмасс делятся на классы?
По видам энергии, используемой для сварки
По давлению осадки
По температуре нагревателя
К чему приводит превышение установленной температуры нагретого инструмента при сварке полиэтиленовых труб встык?
К расплавлению полиэтилена
К деструкции полиэтилена
К переходу пластмассы в стеклообразное состояние
На чем основан механизм сварки ультразвуком?
Превращении электрической энергии в тепловую
Превращении электрических колебаний ультразвуковой частоты в механическую, а затем в тепловую энергию в условиях статического давления рабочего торца волновода
Превращении тепловой энергии в электрическую
С какой целью при сварке полиэтиленовых труб нагретым инструментом встык необходимо
прикладывать давление к торцам труб на этапе осадки (Рн = Роп):
Для обеспечения плотного контакта свариваемых поверхностей с нагревательным инструментом
Для обеспечения течения расплава в зоне сварки и сближения макромолекул на
расстояния, соизмеримые с радиусом действия сил межмолекулярного взаимодействия
Для продвижения теплового потока вглубь свариваемых деталей и получения необходимой глубины расплавленного материала
Для уменьшения упругих напряжений, возникающих в расплаве материала
Какой способностью должен обладать полимерный материал, чтобы детали из него могли соединяться
сваркой плавлением:
Способностью сохранять при нагреве высокую вязкость расплава
Способностью переходить в вязкотекучее состояние
Способностью образовывать при нагреве новые физические и химические связи
Укажите физико-механическую характеристику полимера, которая в наибольшей степени
характеризует его свариваемость:
Относительное удлинение при растяжении
Предел текучести при растяжении
Плотность
Показатель текучести расплава
Для изготовления каких труб предназначен полиэтилен желтого цвета?
Напорных для водоснабжения
Напорных для газопроводов
Безнапорных для канализации
С какой целью полиэтилен средней плотности контролируется на стойкость к постоянному
внутреннему давлению при 800С?
Для уточнения прочностных свойств
Для подтверждения 50-летнего срока службы труб и фитингов, изготовленных из него
Для определения массовой доли летучих веществ
В чем проявляется «старение» полимеров?
В повышении молекулярной массы
В изменении структуры, сопровождающейся изменением механических характеристик
В повышении плотности
К какому виду пластмасс относятся трубы и соединительные детали из полиэтилена?
Реактопластам
Термопластам
Пенопластам
Почему для транспорта газа используются трубы из полиэтилена средней и высокой плотности?
Имеют низкую газопроницаемость в виду высокой плотности материала и высокую стойкость к трещинообразованию
Полиэтилен хорошо сваривается
Срок службы труб-50 лет
В чем основное различие полиэтилена ПЭ80 и ПЭ100?
В значении относительного удлинения при разрыве и плотности материала
В значении минимальной длительной прочности
В термостабильности
Какова длительная прочность ПЭ80 и ПЭ100?
8,0 и 10,0 МПа, соответственно
80 и 100 МПа, соответственно
0,8 и 1,0 МПа, соответственно
В каком физическом состоянии находится полиэтилен при изготовлении и сварке труб из него?
Вязкотекучем
Стеклообразном
Высокоэластичном
Как оцениваются прочностные характеристики сварных соединений пластмасс?
По применимости способа сварки
Сопоставлением характеристик сварного соединения с аналогичными характеристиками основного материала или с их заданными значениями
По температуре текучести
Из каких материалов изготавливается закладной нагревательный элемент, используемый в деталях с
закладным электронагревателем?
Из любого токопроводящего материала
Из металлической проволоки с низким электрическим сопротивлением
Из металлической проволоки с высоким электрическим
Каким путем должна обеспечиваться безопасность обслуживающего персонала и посторонних лиц при
работе на электрифицированном оборудовании:
Применения надлежащей изоляции, а в отдельных случаях — повышенной; применением двойной изоляции;
соблюдения соответствующих расстояний до токоведущих частей или путем закрытия, ограждения токоведущих частей; применения блокировки аппаратов и ограждающих устройств для предотвращения ошибочных операций и доступа к токоведущим частям
Надежного и быстродействующего автоматического отключения частей электрооборудования, случае оказавшихся под напряжением, и поврежденных участков сети, в том числе защитного отключения
Заземления или зануления корпусов электрооборудования и элементов электроустановок, которые могут
оказаться под напряжением вследствие повреждения изоляции; выравнивания потенциалов; применения
разделительных трансформаторов; применения напряжений 42 В и ниже переменного тока частотой 50 Гц
и 110 В и ниже постоянного тока;применения предупреждающей сигнализации надписей и плакатов;
применения устройств, снижающих напряженность электрических полей; использование средств защиты
и приспособлений, в том числе для защиты от воздействия электрического поля в электроустановках, в которых его напряженность превышает допустимые нормы
Все ответы правильные
Какие установки до 1кВ должны проверяться по режиму короткого замыкания:
Трансформаторы тока
Распределительные щиты, токопроводы, силовые щиты
Правильные ответы 1 и 2
Что называют заземлителем:
Случайное соединение находящихся под напряжением частей электроустановки
Проводник или их совокупность металлически соединенных между собой проводников, находящихся в соприкосновении с землей
Зона земли, находящаяся за пределами зоны растекания электрического тока
Что называют естественным заземлителем при реализации защитных мер электробезопасности
Случайное соединение находящихся под напряжением частей электроустановки с конструктивными частями, не изолированными от земли или непосредственно с землей
Заземлитель, специально выполняемый для целей заземления
Находящиеся в соприкосновении с землей электропроводящие части коммуникаций, зданий и сооружений производственного или иного назначения, используемые для целей заземления
Что называют искуственным заземлителем при реализации защитных мер электробезопасности
Случайное соединение находящихся под напряжением частей электроустановки с конструктивными частями, не изолированными от земли или непосредственно с землей
Заземлитель, специально выполняемый для целей заземления
Находящиеся в соприкосновении с землей электропроводящие части коммуникаций, зданий и сооружений производственного или иного назначения, испольэуемыек для целей заземления
Дайте определение термину «напряжение шага»
Напряжение между двумя точками земли, обусловленное растеканием тока замыкания на землю, при одновременном касании их ногами человека
Напряжение между двумя точками цепи тока замыкания на землю (на корпус) при одновременном прикосновении к ним человека
Область земли при стекании тока на землю
Что называется защитным отключением в электроустановках напряжением до 1кВ:
Автоматическое отключение всех фаз (полюсов) участка сети
Автоматическое отключение одной из фаз участка сети
Автоматическое отключение нулевых проводников участка сети
Какая из следующих защитных мер должна быть применена по крайней мере для защиты людей
поражения электрическим током при повреждении изоляции:
Малое напряжение, двойная изоляция, дублирующая проводка
Заземление, зануление, защитное отключение, разделительный трансформатор, малое напряжем двойная изоляция, выравнивание потенциалов
Выполнение защитных ограждений, специальные защитные костюмы
При каких номинальных напряжениях не требуется заземление или зануление электроустановок:
До 36 В переменного тока и до 120 В постоянного тока
До 42 В переменного тока и до 110 В постоянного тока
До 24 В переменного тока и до 140 В постоянного тока
Могут ли в целях защиты людей от поражения электрическим током использоваться естественные заземлители (проложенные в земле металлические водопроводы, обсадные трубы скважин и т.п.) для заземления электроустановок:
Нет, могут использоваться только искусственные горизонтальные и вертикальные заземлители
Могут только в случае/если использование искусственных заземлителей вызывает трудности
Могут преимущественно использоваться естественные заземлители
В каких случаях рекомендуется применять для заземления электроустановок одно
заземляющее устройство:
Если электроустановки имеют одинаковое напряжение питания
Если электроустановки имеют одинаковое назначение
Если электроустановки территориально приближены друг к другу
Все варианты ответов правильные
В электроустановках до 1 кВ, в местах, где в качестве защитной меры применяются разделительные
или понижающие трансформаторы, вторичное напряжение трансформаторов должно быть:
Для разделительных трансформаторов — не более 380 В, для понижающих трансформаторов не более 42 В
Для разделительных трансформаторов — не более 220 В, для понижающих трансформаторов — не более 42 В
Для разделительных трансформаторов — не более 360 В, для понижающих трансформаторов — не более 24 В
Какие стальные электроды могут быть использованы в качестве искусственных заземлителей:
Имеющие окраску
Не имеющие окраску
Покрытые специальным битумным раствором для защиты от коррозии
Какие проводники должны использоваться в качестве нулевых защитных проводников, идущих к
переносным электроприемникам?
Нулевые рабочие проводники, присоединяемые к корпусу электроприемника
Отдельный проводник, присоединяемый к специальному контакту вилки втычного соединения и к корпусу электроприемника
Все ответы правильные
С каким напряжением следует предусматривать питание переносных электроприемников от сети
Не выше 127 В
Не выше 220 В
Не выше 380/220 В
Каким должно быть сечение заземляющей или зануляющей жилы переносных электроприемников:
Должно быть равным сечению фазных проводников
Должно быть не менее 75% сечения фазных проводников
Должно превышать сечение фазных проводников на не менее чем 25%
Как должны быть подведены электрические проводники во втычных соединениях переносных электроприемников?
К розетке подведены проводники со стороны питания, а к вилке — со стороны электроприемников
К розетке подведены проводники со стороны электроприемников, а к вилке-со стороны питания Подвод проводников может быть выбран произвольно, исходя из удобства в работе
Какой цвет должны иметь провода электропроводки по всей длине:
Иметь разный цвет, при этом цвет должен обозначать назначение проводника
Иметь разный цвет, при этом комбинация цветов не имеет значения
Быть одного цвета: черного или белого
243ПУЭ Какие кабели следует использовать для питания переносных и передвижных электроприемников:
Специальные шнуры и гибкие кабели с медными жилами
Специальные шнуры и гибкие кабели с алюминиевыми жилами
Любые провода и кабели, сечение которых соответствует мощности электроприемника
Где должны быть установлены предохранители, предназначенные для защиты электрических сетей
На всех нормально незаземленных полюсах или фазах
На всех заземленных фазах сети и в нулевом рабочем проводнике
В нулевом рабочем проводнике
Какими следует выбирать номинальные токи плавких вставок предохранителей и токи установок автоматических выключателей, служащих для защиты отдельных участков сети
Наименьшими по расчетным токам этих участков
Наибольшими по расчетным токам этих участков
Равными по расчетным токам этих участков
Где должны быть нанесены надпись на каждом аппарате защиты, указывающие значение
номинального тока аппарата, уставки расцепителя:
хеме, расположенной вблизи места установки
аппаратов защиты
Надписи наносятся на электрических проводника
Надписи наносятся только на аппарате
Как следует предусматривать присоединения к электрическим сетям переносных и передвижных
электросварочных установок (кроме автономных):
Непосредственно кабелем или кабелем через троллеи (тяговое устройство). Длина троллейных проводников не нормируется, их сечение должно быть выбрано с учетом мощности источника сварочного тока •
Непосредственно кабелем или кабелем через троллеи. Длина троллейных проводников нормируется и не должна превышать 10 м
Непосредственно кабелем, без применения троллейных проводников
Допускается для постоянных работ, выполняемых с соблюдением требований, изложенных в действующих положениях и инструкциях, согласованных и утвержденных пожарными службами
Не допускается
Допускается для временных работ, выполняемых с соблюдением требований, изложенных в действующих! положениях и инструкциях, согласованных с пожарными службами и утвержденных Ростехнадзором (Госгортехнадзором) России
Возможно ли выполнение сварочных работ в зонах постоянно действующих и потенциально опасных производственных факторов, не связанных с характером выполнения сварочных работ:
Возможно при оформлении наряда-допуска на опасные виды работ %
Возможно в течение не более 4 часов в день
Сварочные работы в опасных зонах проводить запрещается
Какие зоны, вне пределов которых должны располагаться места размещения сварочного
борудования, относятся к зонам постоянно действующих и потенциально опасных производственных
факторов?
Места вблизи от неизолированных токоведущих частей установок, места, где возможно превышение предельных концентраций вредных веществ в воздухе
Места вблизи от неогражденных перепадов по высоте более 1,3 м
Зоны перемещения машин, оборудования их рабочих органов, места, над которыми происходит перемещения грузов кранами
Правильные ответы 1,2 и 3 —
Какое напряжение применяется для светильников местного освещения в помещениях с повышенной
опасностью?
Для стационарно установленных на более 42 В, а для переносных светильников — 12 В.
Для стационарно установленных на более 42 В, а для переносных светильников — 36 В.
Для стационарно установленных на более 220 В, а для перекосных светильников — 12 В.
На какой минимальной высоте над рабочим местом разрешается подвешивать временную
электропроводку?
2,5 м
3,5 м
6 м
На какой минимальной высоте над проходами разрешается подвешивать
временную электропроводку?
2,5 м
3,5 м «
6 м
На какой минимальной высоте над проездами разрешается подвешивать
временную электропроводку?
2,5 м
3,5 м
6 м.
В каких случаях ручные электроинструменты (входящие в комплект сварочного оборудования)
должны быть выключены и отсоединены от электрической сети:
При перерывах в работе и по окончанию работы
При смазке и очистке
При смене рабочего инструмента (ножей и
Правильные ответы 1,2 и3
Какую группу по электробезопасносги должны иметь лица, допускаемые к управлению ручными
электрическими машинами на площадках (в помещениях), не отнесенных к повышенной опасности
I группу по электробезопасности, подтверждаемую ежегодно
группу по электробезопасности, подтверждаемую ежемесячно
II группу по электробезопасности, подтверждаемую ежего*
В какие сроки должен осматриваться инструмент, применяемый в строительстве, на предмет его исправности:
Не реже одного раза в день
Не реже одного раза в 10 дней, а также непосредственно перед применением
Не реже одного раза в месяц, а также непосредственно перед применением
При получении инструмента со склада организации
На каком расстоянии должны находиться сварочные кабели от баллонов с
кислородом?
Не менее 5 м.
Не менее 0,5 м.
Не менее 8,5 м.
Письменное разрешение какого руководителя или специалиста в организации
требуется получить при производстве сварочных работ вне постоянных сварочных постов:
Руководителя или специалиста, отвечающего за пожарную безопасность
Руководителя или специалиста, аттестованного в качестве специалиста не ниже III уровня
Руководителя или специалиста, имеющего право руководства газоопасными работами
Мастера (прораба) строительного участка
Индукционная (высокочастотная) сварка
К
атегория:
Сварка металлов
Индукционная (высокочастотная) сварка
Далее: Электролитическая сварка
Металл нагревается пропусканием через него токов высокой частоты и сдавливается. Токи высокой частоты наиболее удобны для введения в металл индукционным бесконтактным способом; кроме того, они удобны для концентрации в зоне нагрева с использованием поверхностного эффекта и эффекта близости и большого индуктивного сопротивления шунтирующих путей. Поэтому практически всегда пользуются токами высокой частоты от ламповых
или машинных генераторов. Наибольшее применение пока находит сварка труб.
На рис. 1 показано схематически устройство трубосварочного стана с подводом сварочного тока контактами. Заготовка трубы 1 перемещается поступательно ведущими роликами и обжимается обжимными роликами 4. Зазор заготовки до сварки регулируется таким образом, что кромки расположены под острым углом и сходятся в точке сварки. Ток от высокочастотного генератора подводится к заготовке через неподвижные контакты 3. Плотность тока достигает наибольшего значения в точке соприкосновения сходящихся кромок, здесь развивается наивысшая температура и возникает сварка под действием обжимных роликов. Для уменьшения шунтирования сварочного тока в заготовку вводится ферритный сердечник 2, вследствие чего индуктивное сопротивление шунтирующих путей для токов высокой частоты становится очень большим и утечка тока между контактами помимо места сварки резко уменьшается.
Рис. 1. Схема сварки труб с подводом тока контактами: 1 — труба; 2 — ферритный сердечник; 3 — контакты; 4 — обжимные ролики

Рис. 2. Схема сварки труб с индукционным подводом тока: 1 — труба; 2 — индуктор; 3 — сердечник; 4 — обжимные ролики
На рис. 209 показана схема устройства с подводом сварочного тока к заготовке индукционным способом. Ток высокочастотного генератора подводится к индуктору, который индуктирует токи к заготовке трубы. Опыт показал, что в большинстве случаев рациональнее индукционный способ подвода тока к заготовке, упрощается конструкция и эксплуатация трубосварочного стана, нет расхода на дорогие быстроизнашивающиеся контакты, состояние поверхности заготовки не влияет на качество сварки. Станы подобного типа успешно применяются для изготовления труб диаметром 12—60 мм со скоростью до 50 м/мин. Питание током производится от ламповых генераторов мощностью 160 кет при частоте 440 и 880 кгц. Изготовляются и трубы больших диаметров, о25 и 426 мм, с толщиной стенки 7—8 мм, со скоростью сварки до 30—40 м/мин. Возможна сварка стали и немагнитных материалов, например латуни.
Сварка токами высокой частоты
Высокочастотная сварка
(
индукционная, радиочастотная) —
это способ сварки давлением, при котором кромки деталей нагреваются током высокой частоты до температуры оплавления. Плотность тока высокой частоты, протекающего по металлическому телу, максимальна на поверхности тела и резко уменьшается по мере удаления в глубь тела. Это явление называют
поверхностным эффектом.
Кроме того, токи высокой частоты, протекающие в двух параллельных проводниках в противоположных фазах, стремятся сблизиться. Это явление называют
эффектом близости.
Нагрев деталей при высокочастотной сварке проводят с помощью индуктора, располагаемого у свариваемого стыка и генерирующего в свариваемых кромках индукционные токи, или с помощью двух скользящих по поверхности детали электродов. В обоих случаях эффект близости и поверхностный эффект позволяют обеспечить нагрев только в поверхностных слоях соединяемых кромок глубиной 0,1—0,15 мм. Это уменьшает расход энергии и повышает качество сварного соединения, так как можно избежать перегрева металла вблизи шва.
При сварке токами высокой частоты (ТВЧ) изделие перед сварочным узлом формируется в виде заготовки с У-образной щелью между свариваемыми кромками. К кромкам с помощью индуктора (рис. 1.39, а)
или вращающегося контактного ролика (рис. 1.39,6) подводится ток высокой частоты таким образом, чтобы он проходил от одной кромки к другой через место их схождения.
Процессы высокочастотной сварки можно подразделить на три группы: сварка давлением с оплавлением, сварка давлением без оплавления и сварка плавлением без давления.
Рис. 1.39.
Схема высокочастотной сварки труб индукционным
(а)
и контактным
(б)
способами подвода тока:
- 1, 11
— направляющие ролики;
2,8 —
ферритовые стержни;
3 —
индуктор; - 4,7 —
сжимающие ролики; 5,
6—
трубы;
9,10—
контакты
Сварка давлением с оплавлением осуществляется с предварительным нагревом и местным расплавлением свариваемых поверхностей. Для получения качественного сварного соединения необходимо, чтобы весь оплавленный металл, имеющийся в месте схождения свариваемых элементов, был удален при осадке. Этот процесс реализуется в том случае, если скорость осадки будет достаточной и расплавленный металл не потеряет свойства жидко- текучести. Сварное соединение образуется между поверхностями, находящимися в твердом состоянии. Скорость нагрева достигает 15 • 10 4 °С/с, осадка составляет 0,15—1,5 мм, скорость осадки 2000 мм/с. Этот способ нашел наиболее широкое применение при производстве сварных конструкций из черных и цветных металлов. Расстояние от места токоподвода до места схождения кромок обычно лежит в пределах от 25 до 300 мм. На этом отрезке осуществляется нагрев свариваемых заготовок.
Сварка давлением без оплавления осуществляется с предварительным нагревом свариваемых поверхностей до температуры ниже точки плавления свариваемого металла. Скорость нагрева не превышает 400 °С/с, осадка 2,5—6 мм, скорость осадки 20 мм/с. Сварка при отсутствии восстановительной среды может обеспечивать удовлетворительное качество соединения только в узком интервале температур и при деформациях, достаточных для разрушения оксидных пленок на свариваемых поверхностях.
Сварка плавлением без давления осуществляется при нагреве свариваемых элементов до оплавления. Изделия, подлежащее сварке, плотно подгоняют одно к другому отбортованными кромками, которые разогреваются и оплавляются с помощью индуктора. Ванна расплавленного металла застывает, образуя, сварной шов без приложения давления. Скорость нагрева 250—3000 °С /с, частота тока источника питания 70 и 440 кГц. Этот процесс целесообразно применять для деталей с толщиной стенки 0,3— 1,5 мм и максимальной длиной сварного шва до 500 мм. Характерным для процессов сварки ТВЧ является ярко выраженная локальность нагрева в сочетании с высокими скоростями сварки.
Высокочастотной сваркой изготовляют прямошовные трубы из неочищенной горячекатанной малоуглеродистой стали. Применение радиочастоты (более 400 кГц) позволяет сваривать продольные швы труб из алюминия, жаропрочных сплавов, легко окисляющихся металлов.
Станок ТВЧ. Сварка натяжных потолков
Внимание! Все приводимые цены актуальны только на момент публикации этой статьи.
Станок ТВЧ
Что нужно для сварки натяжных потолков? Какие станки применяются для сварки натяжных потолков? Как купить станок ТВЧ? Как пройти обучение, чтобы быстро начать работать на станке для сварки натяжных потолков?
На эти и другие вопросы даются ответы в данном материале. Итак, знакомьтесь:
Станок ТВЧ RG – 4000TА на 2 рабочих поста, производство Китай.
Станок ТВЧ предназначен для сварки любых полотен из пленки ПВХ (как Российских, так и импортных), а так же приварке к полотну «гарпуна». Сварка натяжных потолков происходит на молекулярном уровне между верхним и нижним электродом, путем прижима и подачи в область сварки тока высокой частоты. Сварной шов, полученный при сварке на данном станке, отличается очень высокой прочностью и безупречным качеством (Гарантия на шов 10-15 лет).
Станок ТВЧ оборудован двумя типами привода: ножным и пневмоприводом, что позволяет исключить человеческий фактор в процессе изготовления полотна, т.к. для получения прочного и качественного шва необходимо, чтобы сила прижима в процессе сварки не менялась и была величиной постоянной.
Станок ТВЧ трехфазный и работает при напряжении 380 В, это является гарантией того, что при скачке напряжения в сети (например при работе на станке с напряжением 220 В) Вы не прожжете полотно или не сделаете «непровар». Это так же позволяет существенно сэкономить на сечении кабеля при пуско-наладочных работах (как минимум в четыре раза).
Производительность станка ТВЧ находится на высоком уровне за счет применения 2-х рабочих мест (при работе в 2 смены, можно выйти на производительность 8 тыс. квадратных метров в месяц), одно из которых настраивается на сварку полотен, другое – на приварку к полотну «гарпуна».
В 2009 году заводом-произвоителем была проведена модернизация модели станка для сварки натяжных потолков:
— в крепежном узле добавлено противолюфтовое устройство.
— сам крепежный узел верхнего электрода увеличен до максимально возможной длины 67 см, как у Польских Зематов.
— на 30% увеличен ресурс генераторной лампы, что существенно повысило рабочие характеристики и срок ее службы.
— новая модель пневмоцилиндров имеет квадратное сечение, что значительно облегчает регулировку давления.
В течение последних 4-х лет на нашем предприятии введено в эксплуатацию более 50 таких установок. За этот период случаев поломки или выхода из строя оборудования по вине производителя зафиксировано не было.
На Станок ТВЧ имеется Российский сертификат соответствия, а также паспорт на русском языке.
Ориентировочная цена станка ТВЧ — 200 000 руб.
Станок ТВЧ — обучение работе
Станки находятся в наличие на складе в г. Омск. Вы можете приехать к нам на производство, посмотреть работу станка, качество швов и пройти обучение работе на станке.
Обучение на станке ТВЧ занимает 1-2 рабочих дня и включает в себя: информацию о конструкции станка, принципе действия, порядок подготовки к работе, все настроечные характеристики, особенности работы на станке, наши собственные наработки и «Ноу-Хау», раскрой материала, работу с программой раскроя, практические занятия по построению, раскрою и сварке натяжных потолков.
Доставка станка ТВЧ
После Вашего обучения и оплаты мы отправляем станок для сварки натяжных потолков в Ваш город по железной дороге, предварительно сделав деревянную обрешетку. В течение 3-5 дней Вы получаете станок ТВЧ у себя в городе, подключаете и начинаете спокойно работать.
Технические характеристики станка ТВЧ
Выходная мощность 4 000W Потребляемая мощность 7 500W Напряжение подключения 380V 50Hz-60Hz частота 27.12 MHz Привод Ножной + пневматический Генераторная лампа 7T62RB Генераторная лампа, аналог Россия Е3062С Размер нижнего электрода 350×700 mm Расстояние между электродами 220 mm Размер станка 1600x1300x1200mm Вес станка 345kg
Дополнительные возможности станка ТВЧ:
— регулировка давление пресса — регулируемый тепловой нагрев верхнего электрода — регулировка времени сварки и остывания под давлением — электрозащита от пробоя — устройство подавления электрической дуги — подавитель помех
Станок ТВЧ под ключ
При покупке станка ТВЧ для сварки натяжных потолков, в качестве бесплатного дополнения, Вы еще получаете:
1. Обучение работе и обслуживанию ТВЧ установки непосредственно на собственном производстве натяжных потолков.
2. Дальнейшие консультации по телефону и электронной почте по всем вопросам, связанные с работой и настройкой станка ТВЧ.
3. Организацию доставки оборудования в любой город России.
4. Предпродажную подготовку.
5. Гарантию на установку 12 месяцев.
6. Помощь в организации цеха по производству натяжных потолков.
7. Рекомендации по поставщикам и производителям пленки и всех расходных материалов.
8. Постоянное наличие на складе основных запчастей, комплектующих и генераторных ламп.
9. Электрокартон.
10. Комплект итальянских электродов для сварки длиной 67 см.
11. Приспособление для позиционирования гарпуна.
12. Программу раскроя полотен.
В итоге, Вы получаете полностью готовый к работе станок ТВЧ в комплектации «под ключ». Никакого другого оборудования или комплектующих к станку докупать больше не нужно.
Но и это еще не все. Вы всегда можете рассчитывать на нас, ведь у нас есть и необходимые запасные части и комплектующие.
Станок ТВЧ — нужные комплектующие
Ниже приведены ориентировочные цены, действительные на дату публикации на нашем сайте. Текущие цены зависят от курса международной валюты.
1.Генераторная лампа 7T62RB (производство Китай) Предназначена для Польских, Китайских и Тайваньских станков ТВЧ. Мощность 4 кВт. Ресурс 8 тыс. часов. Стоимость 18000 руб./шт.
2. Держатель электрода для китайских и тайваньских станков ТВЧ Теперь на Вашем шве будет в два раза меньше стыков, т.к. работать можно целым электродом. Шов на пленке по всей длине электрода получается однородным, крепким и равномерным. Держатель изготовлен из легосплавного материала — дюраль. Длина – 67 см, Вес — 2,5 кг. Стоимость держателя 5000 руб./шт. Старая цена 7000 руб./шт
3. Электродные полосы (производство Италия), длина 67 см. Применяются для сварки и обрезки пленки ПВХ при сварке швов, а так же для приварки к пленке гарпуна. Для сварки шва применяется обрезной электрод № 7 (высота обрезной кромки 15/100, высота обрезной кромки 2/10), электрод № 6 (высота обрезной кромки 15/100). Для приварки к пленке гарпуна электрод без обрезной кромки № 2Е Стоимость электродной полосы 1500 руб./шт.
4. Электрокартон ПЛЕНКОЭЛЕКТРОКАРТОН ТУ 3491-003-00214639-93 (ПЭК-1, синтофлекс 41) представляет собой двухслойную композицию, состоящую из электрокартона, оклеенного полиэфирной плёнкой с одной стороны. Он применяется для пазовой изоляции электрических машин малой мощности в системе изоляции класса нагревостойкости Е (120°С). Ресурс работы 1 м2 электрокартона равен 4-6 тыс. м2 готовых потолков. Толщина – 0,45 мм Ширина рулона – 1 метр Стоимость 300 руб./м2
5. Позиционер (расклиниватель) для гарпуна. Длина 33 см – 2000 руб/шт.
Длина 67 см – 4000 руб/шт.
Все эти комплектующие, а так же новые станки ТВЧ модель RG – 4000TА на 2 рабочих поста, производство Китай для сварки натяжных потолков, Вы можете приобрести у нас со склада в г. Омске.
Отправка комплектующих транспортной компанией на Ваш выбор в любой город РФ.
Общая информация
Способ включает использование законов и явлений физики.
- эффекта близости;
- возникновения электромагнитных сил;
- поверхностного эффекта;
- влияния на распределение тока в проводнике медных экранов и магнитопроводов;
- катушечного или кольцевого эффекта;
- изменения свойств металлов при изменении напряженности магнитного поля и температуры.
При высокочастотном нагревании основная роль отводится явлению поверхностного эффекта и эффекта близости.
Поверхностный эффект
Заключается в неравномерности распространения переменного тока по профилю проводника (глубина проникновения тока). У внешней поверхности плотность тока наибольшая и постепенно уменьшается по мере удаления вглубь. В центре тела она минимальна.
Благодаря поверхностному эффекту, в наружных слоях происходит концентрирование выделения энергии и быстрый нагрев металла. Эффект близости также способствует этому проявлению.
Эффект близости
Заявляет о себе путем прохождения в системе проводников переменного тока. На каждый из проводников при этом распространяется влияние как собственного переменного магнитного поля, так и поля других проводников.
Чем меньше расстояние, отделяющее проводники друг от друга, и выше частота тока, тем сильнее эффект близости.
Это явление способствует усилению концентрации энергии во внешнем слое металла, подвергаемому нагреву. Таким образом, выделение тепловой энергии происходит непосредственно в толще металла, обеспечивая быстрый нагрев в сварочной зоне и высокую эффективность способа нагрева.
Виды и группы
Высокочастотная сварка в зависимости от способа передачи энергии кромкам классифицируется на виды:
- Контактный. На свариваемые кромки накладываются контакты, к которым подводится ток высокой частоты.
- Индукционный. Нагревание происходит с помощью индуктора, при протекании через который переменного тока возникает магнитное поле. При помещении металлической детали в середину индуктора переменным магнитным потоком будет вызван индукционный ток, и выполнено нагревание в заданной зоне.
Процессы сварки ТВЧ подразделяются на 3 группы:
- Давлением с оплавлением. Механизм заключается в предварительном нагреве соединяемых поверхностей и их местного расплавления. Расплавленный материал удаляется из сварочной зоны при осадке. Шов образуется между деталями в твердом состоянии.
- Давлением без оплавления. Свариваемые поверхности предварительно нагреваются до температуры, значение которой ниже точки плавления металла, подвергаемого процессу.
- Плавлением без давления. Нагрев элементов осуществляется до оплавления. Сварная ванна металла застывает, шов образуется без приложения давления.
Принцип работы
Соединяемые заготовки изделия установлены под небольшим углом с образованием щели между соединяемыми кромками. Ток высокой частоты к кромкам подводится одним из способов – индуктором или через скользящие контакты и проходит от одной кромки к другой через зону их схождения. Высокая концентрация энергии в этой зоне достигается в результате действия проявлений поверхностного эффекта и близости.
При соприкосновении кромок в рабочей зоне происходит интенсивный нагрев металла и его расплавление. В результате сдавливания обжимными роликами металл осаживается, образуется прочное соединение.

- Сборка трамблера змз 402, умз 421, БСЗ, индукционный ⌚ — 17 минут 48 секунд
- ИНДУКЦИОННЫЙ НАГРЕВАТЕЛЬ СВОИМИ РУКАМИ. РАСКАЛЯЕМ МЕТАЛЛ ⌚ — 4 минуты 49 секунд
- Индукционный котел — большое недоразумение. ⌚ — 23 минуты 2 секунды
- Датчик холла или индукционный на Opel что у вас стоит? ⌚ — 3 минуты 58 секунд
- Часть 4. Индукционный котел своими руками — это просто. Тестирование в системе водяного отопления. ⌚ — 16 минут 10 секунд
- Часть 2. Индукционный котел своими руками — это просто. Выбор индукционной плитки. Доработка. ⌚ — 14 минут 38 секунд
Обновлено: 10.03.2023
3. Обозначение химических элементов и их содержание в стали.
ВОПРОС 3. Укажите причины образования кратера?
1. Кратер образуется в месте выделения газов в процессе сварки.
2. Из-за резкого отвода дуги от сварочной ванны.
3. Из-за значительной усадки металла в процессе кристаллизации.
ВОПРОС 4. Зависит ли напряжение дуги от ее длины при ручной дуговой сварке?
3. Зависит при малых и больших величинах сварочного тока
ВОПРОС 5. Кто должен производить подключение и отключение сварочного источника питания к силовой сети?
1. Электротехнический персонал данного предприятия.
2. Сварщик, работающий на данной установке.
3. Сварщик, работающий на данной установке под наблюдением мастера.
ВОПРОС 6. Какие должны быть род и полярность тока при выполнении горячего прохода соединений из углеродистых сталей электродами с целлюлозным покрытием?
1. Переменный ток.
2. Постоянный ток обратной полярности.
3. Постоянный ток прямой полярности.
ВОПРОС 7. Какие поверхности подлежат зачистке при подготовке под сборку деталей трубопровода пара и воды?
1. Должны быть очищены от загрязнений и ржавчины до металлического блеска торцы труб.
2. Должны быть очищены от загрязнений и ржавчины до металлического блеска кромки и наружные поверхности деталей.
3. Должны быть очищены от загрязнений и ржавчины до металлического блеска кромки, а также прилегающие к ним внутренние и наружные поверхности деталей.
ВОПРОС 8. Для сварки какого класса сталей применяют электроды типов Э-09М и Э-09МХ?
1. Для сварки теплоустойчивых низколегированных сталей.
2. Для сварки конструкционных сталей повышенной и высокой прочности.
3. Для сварки высоколегированных сталей.
ВОПРОС 9. С какой целью на электродный стержень наносят покрытие?
1. Для стабилизации горения дуги, легирования металла шва и защиты сварочной ванны от попадания газов из воздуха и формирования шва.
2. Для предохранения стержня от попадания влаги.
3. Для снижения вероятности образования как холодных, так и горячих трещин в металле шва.
ВОПРОС 10. Как влияет длина дуги на устойчивость ее горения?
1. С увеличением длины дуги устойчивость горения снижается.
2. С увеличением длины дуги устойчивость горения увеличивается.
3. Не оказывает практического влияния.
ВОПРОС 11. Выберите наиболее полные рекомендации по защите места сварки в условиях монтажа?
1. Необходимо обеспечить защиту места сварки от ветра.
2. Необходимо обеспечить защиту в виде навеса от воздействия атмосферных осадков.
3. Необходимо защищать от ветра, сквозняков и атмосферных осадков.
ВОПРОС 12. Листы какой толщины можно сваривать ручной дуговой сваркой без разделки кромок?
ВОПРОС 13. Как влияет увеличение тока при ручной дуговой сварке на геометрические размеры сварного шва?
1. Уменьшается глубина провара и увеличивается высота усиления шва.
2. Увеличиваются глубина проплавления и высота усиления шва.
3. Уменьшается высота усиления шва и увеличивается глубина проплавления.
ВОПРОС 14. Как включают амперметр в электрическую цепь?
1. Последовательно в электрическую цепь с вольтметром.
2. Последовательно в общую электрическую цепь.
3. Параллельно в общую электрическую цепь.
ВОПРОС 15. Для чего сварщику нужна спецодежда?
1.Для защиты сварщика от тепловых, световых, механических и других воздействий при сварке.
2. Для защиты его от выделяющихся вредных аэрозолей и свечения дуги.
3. Для защиты его от поражения электрическим током.
ВОПРОС 16. Что из перечисленного ниже наиболее сильно влияют на свариваемость металла?
1. Химический состав металла.
2. Механические свойства металла.
3. Электропроводность металла.
ВОПРОС 17. Как влияет величина объема металла, наплавленного за один проход, на величину деформаций?
1. Увеличивает остаточные деформации сварных конструкций.
2. Уменьшает остаточные деформации сварных конструкций.
3. Не влияет на остаточные деформации сварных конструкций.
ВОПРОС 18. В какой момент следует исправлять дефекты сварных соединений подлежащих последующей термообработке?
1. До термообработки
2. По согласованию с головной материаловедческой организацией.
3. После термообработки.
ВОПРОС 19. Граждане какого возраста могут быть допущены к выполнению сварочных работ?
ВОПРОС 20. Какой линией условно изображают видимый сварной шов на чертеже?
1. Сплошной основной.
3. Штрих – пунктирной.
Для перехода на следующую страницу, воспользуйтесь постраничной навигацией ниже
Билеты экзамена для проверки знаний специалистов сварочного производства 1 уровень
1. Расплавление металлического стержня ограниченной длины и основного металла производится электрической дугой с защитой расплавленных металлов от воздействия атмосферы.
2. Защита дуги и сварочной ванны газом от расплавления покрытия электрода.
3. Расплавление основного металла от теплового воздействия электрической дуги, стержня и покрытия электрода.
ВОПРОС 2. К какой группе сталей относятся сварочные проволоки марок Св-08А, Св-08АА, Св-08ГА, Св-10ГА?
ВОПРОС 3. Укажите, какое влияние оказывает увеличение тока при ручной дуговой сварке на геометрические размеры шва?
1. Увеличивается глубина провара и высота усиления шва.
2. Глубина провара увеличивается, а высота усиления шва уменьшается.
3. Уменьшается глубина провара и увеличивается высота усиления шва .
ВОПРОС 4. Какое определение сварочной дуги наиболее правильно?
1. Электрический дуговой разряд в месте разрыва цепи.
2. Электрический дуговой разряд в межэлектродном пространстве в частично ионизированной смеси паров металла, газа, компонентов электродов, покрытий, флюсов.
3. Электрический дуговой разряд в смеси атомов и молекул воздуха.
ВОПРОС 5. Какими параметрами режима определяется мощность сварочной дуги?
1. Сопротивлением электрической цепи.
2. Величиной напряжения дуги.
3. Величиной сварочного тока и напряжения дуги.
ВОПРОС 6. Какой должна быть величина тока при дуговой сварке в потолочном положении по сравнению с величиной тока при сварке в нижнем положении?
1. Величина тока при сварке в потолочном положении должна быть меньше, чем при сварке в нижнем положении.
2. Величина тока при сварке в потолочном положении должна быть больше, чем при сварке в нижнем положении.
3. Величина тока не зависит от положения сварки в пространстве.
ВОПРОС 7. Какие требования предъявляются к сварочных материалов при входном контроле?
1. Наличие сертификата: полнота и правильность приведенных в нем данных, наличие на каждом упаковочном месте этикеток с контролем данных, приведенных в них, состояние материалов и упаковок.
2. Наличие сертификата: полнота и правильность приведенных в нем данных.
3. Требования к контролю устанавливается в каждом отдельном случае в зависимости от требований Заказчика.
ВОПРОС 8. Для какого класса сталей применяют при сварке электроды типов Э38, Э42, Э42А, Э46, Э46А?
2. Для сварки углеродистых сталей.
3. Для сварки сталей аустенитного класса.
ВОПРОС 9. Укажите назначение электродного покрытия
1. Упрощает возбуждение дуги, увеличивает коэффициент расплавления металла электродного стержня и глубину проплавления.
2. Защищает металл стержня электрода от окисления, улучшает санитарно-гигиенические условия работы сварщика.
3. Повышает устойчивость горения дуги, образует комбинированную газошлаковую защиту расплавленного электродного металла и сварочной ванны, легирует и рафинирует металл шва и улучшает его формирование.
ВОПРОС 10. Какие род тока и полярность рекомендуются применять при ручной дуговой сварке конструкций из низкоуглеродистой стали электродами с основным покрытием?
ВОПРОС 11. Что понимают под магнитным дутьем дуги?
1. Отклонение дуги от оси шва под действием магнитного поля или воздействия больших ферромагнитных масс.
2. Периодическое прерывание дуги.
3. Колебания капли электродного металла при сварке длинной дугой.
ВОПРОС 12. Какую вольтамперную характеристику должен иметь сварочный источники питания для ручной дуговой сварки?
1. Жесткую или полого падающую.
ВОПРОС 13. Электроды каких марок, имеют рутиловое покрытие?
1. УОНИИ 13/45, СМ-11.
2. АНО-3, АНО-6, МР-3.
ВОПРОС 14. Какие дефекты образуются при сварке длинной дугой электродами с основным покрытием?
2. Шлаковые включения.
3. Закалочные трещины.
ВОПРОС 15. Какой дефект преимущественно может образоваться при быстром удалении электрода от деталей?
1. Кратерные трещины
ВОПРОС 16. Укажите наиболее правильное определение понятия свариваемости?
1. Технологическое свойство металлов или их сочетаний образовывать в процессе сварки соединения, обеспечивающие прочность и пластичность на уровне основных материалов.
2. Металлургическое свойство металлов, обеспечивающее возможность получения сварного соединения с общими границами зерен околошовной зоны и литого шва.
3. Технологическое свойство металлов или их сочетаний образовывать в процессе сварки соединения, отвечающие конструктивным и эксплуатационным требованиям к ним.
ВОПРОС 17. Что может способствовать образованию прожога при сварке?
1. Малая величина притупления кромок деталей с V — образной разделкой.
2. Отсутствие зазора в собранном под сварку стыке.
3. Сварка длинной дугой.
ВОПРОС 18. Укажите следует ли удалять прихватки, имеющие недопустимые наружные дефекты (трещины, наружные поры и т.д.) по результатам визуального контроля?
2. Не следует, если при сварке прихватка будет полностью переварена.
3. Следует удалять только в случае обнаружения в прихватке трещины.
ВОПРОС 19. Какое должно быть напряжение светильников при производстве работ внутри сосуда?
ВОПРОС 20. Как обозначается сварное соединение на чертеже?
1. Обозначается тип соединения, метод сборки и способ сварки, методы контроля.
2. Указывается ГОСТ, тип соединения, метод и способ сварки, катет шва, длина или шаг, особые обозначения.
3. Указывается метод и способ сварки, длина или шаг, сварочный материал, методы и объем контроля.
Читайте также:
- Как отпустить сварочный шов
- Импульсная сварка вольфрамовым электродом
- Сварка труб автогеном отопления
- Как правильно обработать днище после сварки
- Набор для сварки оптического кабеля
Вопросы к экзамену по дисциплине «Сварка пластмасс пайки и склеивание материалов»
2008/2009
учебный год.
-
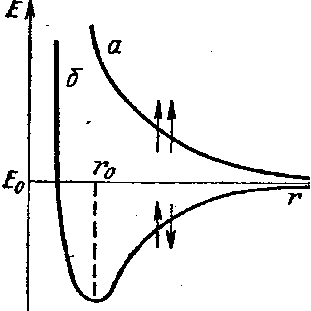
Понятие
об энергии межатомного взаимодействия,
ее связь со свойствами твердых тел.
. Энергия взаимодействия
атомов определяется выражением:
![]()
Где А – постоянная
величина;
1,
2
– коэффициенты поляризуемости;
r
– расстояние между атомами.
на расстояниях
равных нескольким диаметрам атомов,
возможно только притяжение, но не
отталкивание, независимо от того, имеют
или нет эти атомы электрические диполи.
Дальнейшее сближение атомов до таких
расстояний, когда их электронные оболочки
начинают взаимодействовать, притяжение
атомов всегда сменяется отталкиванием
(рис. 1). Энергия взаимодействия при этом
определяется структурой внешнего
электронного слоя, определяя различные
типы связей между атомами.
|
|
Рис. 1. Энергия а—при r0 |
-
Агрегатные состояния вещества. Причины различия свойств веществ в твердом, жидком и газообразном состоянии.
Все
вещества могут существовать в трех
агрегатных состояниях — твердом,
жидком и
газообразном.
Четвертым агрегатным состоянием вещества
часто считают плазму. Переходы между
ними сопровождаются скачкообразным
изменением ряда физических свойств
(плотности, теплопроводности и др.).
Агрегатное
состояние зависит от физических условий,
в которых находится вещество. Существование
у вещества нескольких агрегатных
состояний обусловлено различиями в
тепловом движении его молекул (атомов)
и в их взаимодействии при разных условиях.
Газ
— агрегатное состояние вещества, в
котором частицы не связаны или весьма
слабо связаны силами взаимодействия;
кинетическая энергия теплового движения
его частиц (молекул, атомов) значительно
превосходит потенциальную энергию
взаимодействий между ними, поэтому
частицы движутся почти свободно, целиком
заполняя сосуд, в котором находятся, и
принимают его форму. Любое вещество
можно перевести в газообразное, изменяя
давление и температуру.
Жидкость
— агрегатное состояние вещества,
промежуточное между твердым и газообразным.
Для нее характерна большая подвижность
частиц и малое свободное пространство
между ними. Это приводит к тому, что
жидкости сохраняют свой объем и принимают
форму сосуда. В то же время жидкость
обладает рядом только ей присущих
свойств, одно из которых — текучесть.
В
жидкости молекулы размещаются очень
близко друг к другу. Поэтому плотность
жидкости гораздо больше плотности газов
(при нормальном давлении). Свойства
жидкости по всем направлениям одинаковы
(изотропны) за исключением жидких
кристаллов.
При
нагревании или уменьшении плотности
свойства жидкости, теплопроводность,
вязкость меняются, как правило, в сторону
сближения со свойствами газов.
Тепловое
движение молекул жидкости состоит из
сочетания коллективных колебательных
движений и происходящих время от времени
скачков молекул из одних положений
равновесия в другие. При наличии внешней
силы, сохраняющей свое направление
более длительное время, чем интервалы
между скачками, молекулы перемещаются
в направлении этой силы, что и приводит
к текучести жидкости.
Твердые
тела —
агрегатное состояние вещества,
характеризующееся стабильностью формы
и характером теплового движения атомов.
Это движение вызывает колебания атомов
(или ионов), из которых состоит твердое
тело. Амплитуда колебаний обычно мала
по сравнению с межатомными расстояниями.
-
Фазовая
диаграмма вещества. Связь между
температурами критической, кипения,
плавления и эксплуатации (для металлов).
-
Понятие
о кристаллических и аморфных веществах.
Важной
особенностью кристаллических полимеров
является то, что они состоят не только
из кристаллических, но и аморфных
областей, между которыми трудно установить
границу. Поэтому такие полимеры называют
частично-кристаллическими.
Одна и та же макромолекула в них может
находиться в нескольких кристаллитах,
проходя при этом через несколько
аморфных областей. Эти проходные цепи
принимают на себя основную нагрузку
при деформации полимера, поэтому они
главным образом ответственны за его
прочность.
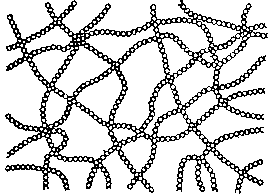

|
Рис.3. Структура |
Рис.4. Структура |
-
Понятие
об электроотрицательности элементов.
Ионная связь. Примеры веществ с ионным
типом связей.
-
Ковалентная
связь. Примеры веществ с ковалентным
типом связей.
Ковалентная
связь
возникает, когда сближаются атомы с
незавершенной электронной оболочкой.
Начальный период сближения обусловлен
силами Ван-дер-Ваальса. Но после перекрытия
электронных оболочек начинается процесс
их перестройки путем обобществления
валентных электронов и образования
молекулы, где электроны поочередно
переходят от одного атома к другому с
частотой 1018
раз/сек.
Такую связь имеют атомы в двухатомных
молекулах кислорода, фтора, азота и в
многоатомных – аммиака, метана и других
углеводородов, где общие электронные
оболочки имеют не два (как у водорода),
а 8 электронов.
-
Причины
полимеризации органических мономеров. -
Металлическая
связь. Достоинства и недостатки металлов
как конструкционных материалов.
Металлическая
связь.
Электроны в металлах не принадлежат к
каким либо отдельным ядрам, а переходят
от одного атома к другому. Кристаллическую
структуру металлов можно представить
в виде регулярно расположенных ионов
узлов кристаллической решетки (атомов,
потерявших электроны) «погруженных»
в ванну из обобществленных во всем
объеме металла электронов наружных
орбит ранее нейтральных атомов.
Положительный заряд ионов и отрицательный
– электронов полностью компенсируются,
и металл становится электрически
нейтральным
При сварке металлов
преимущественно образуются металлические
связи.
-
Межатомная
и межмолекулярная связь, обусловленная
действием сил Ван-дер-Ваальса. Водородная
связь. Примеры их проявления.
-
Классификация
конструкционных материалов. Понятие
о композиционных материалах.
-
Классификация
видов соединений деталей в конструкциях.
Способы создания неразъемных соединений.
Преимущества способов соединения с
помощью сил физико-химического сцепления.
В
зависимости от конструктивных,
технологических, эксплуатационных
и экономических требований соединения
могут быть разъемными и неразъемными.
Разъемные соединения разбираются без
повреждения деталей, а неразъемные
соединения можно разобрать, лишь
разрушая связи или детали, повреждая
посадочные поверхности.
Разъемные
соединения выполняют как подвижными,
так и неподвижными под нагрузкой. В
подвижных (под нагрузкой или без нее)
соединениях возможно относительное
перемещение деталей, предусмотренное
функциональным назначением.
Сварные,
паяные и клеевые соединения
–
наиболее распространенные виды
неразъемных соединений элементов
конструкций, обеспечивающие
высокопроизводительную и экономически
целесообразную сборку.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Какие есть уровни аттестации НАКС?
Есть четыре уровня НАКС. Удостоверение НАКС 1 уровня получают специалисты, которые непосредственно выполняют работы. С наличием аттестата специалист может трудиться на сварке любых сложных конструкций. Аттестация НАКС 2 уровня проводится для подтверждения квалификации мастера. Пройдя ее, сварщик вправе руководить другими работниками сварочного производства, контролировать их работу и давать им указания.
АттестацияНАКС 3 уровня— это аттестация для технологов. Данный вид проверки проходят специалисты, перед которыми стоит задача контроля сварочного производства на заводе. Наконец, аттестация НАКС 4 уровня — это проверка инженеров, которые могут создавать инструкции и другие должностные документы.

Аттестационное удостоверение НАКС 3 уровень

Аттестационное удостоверение НАКС 1 уровень
Тест для сварщиков с ответами
1. Следует ли подогревать углекислый газ перед выполнением сварки: а) Следует + б) По усмотрению сварщика в) Не следует
2. Требования, которые предъявляются к качеству исправленного участка шва: а) Зафиксированы в нормативных документах и зависят от вида шва б) Аналогичны тем, которые предъявляются к качеству основного шва + в) Определяются приемочной группой индивидуально
3. Каким должен быть текст и цвет надписи на баллоне для аргона: а) «Аргон технический», синий б) «Аргон сырой», белый в) «Аргон чистый», зелёный +
4. Допускаются ли трещины в сварных соединениях: а) Нет + б) Да в) Да, только продольные
5. Наплыв в металле шва: а) Неровность металла, влияющая на эксплуатационные и эстетические характеристики сварного изделия б) Отклонение линейных размеров шва от эталонных (назначенных в чертежах) в) Дефект в виде металла, который наплыл на поверхность свариваемого металла или ранее выполненного валика и не сплавившийся с ним +
6. Укажите рекомендуемую величину зазора при сварке встык труб с толщиной стенки 2 мм на остающемся подкладном кольце: а) От 1 до 2-х мм. б) От 2-х до 3-х мм. + в) От 1 до 3-х мм.
7. Укажите цель проведения сопутствующего и предварительного подогрева: а) Повышение содержания углерода в металле б) Повышение скорости охлаждения металла в зоне сварки в) Выравнивание неравномерности нагрева при сварке, снижение скорости охлаждения и уменьшение вероятности возникновения холодных трещин +
8. Какие рекомендуются род тока и полярность при аргонодуговой сварке (наплавке) неплавящимся электродом из низкоуглеродистой стали: а) Постоянный ток прямой полярности + б) Переменный в) Постоянный ток обратной полярности
9. Методы контроля степени воздействия на материал сварного соединения бывают: а) Статическими и динамическими б) Радиографическими и ультразвуковыми в) Разрушающими и неразрушающими +
10. Магнитное дутье дуги: а) Увеличение проплавления изделия, возникшее из-за влияния магнитного поля дуги б) Отклонение дуги от оси электрода, возникающее из-за влияния магнитных полей или ферромагнитных масс при сварке + в) Увеличение линейных размеров дуги из-за воздействия магнитного поля сплавляемого металла
11. Влияние подогрева изделия в процессе сварки на величину остаточных деформаций выражается в: а) Уменьшении этих деформаций + б) Увеличении этих деформаций в) Влияние отсутствует
12. Как влияет увеличение расстояния от сопла горелки до поверхности металла: а) Ухудшается устойчивость горения дуги и увеличивается разбрызгивание жидкого металла б) Ухудшается газовая защита зоны сварки, что приводит к образованию пор + в) Улучшается газовая защита зоны сварки, что позволяет увеличить скорость сварки
13. Опишите принцип заземления сварочного оборудования: а) Оборудование имеет болт с окружающей его контактной площадкой. Обязательно наличие надписи «Земля» + б) Оборудование имеет специальный зажим, расположенный в доступном месте. Наличие надписи «Земля» опционально в) К оборудованию приваривается медный провод. Обязательно наличие надписи «Земля»
14. Какие сварщики допускаются к сварке и прихватке при монтаже или ремонте трубопроводов пара или горячей воды: а) Сварщики имеющие стаж по сварке не менее 5 лет б) Сварщики 5 и 6 разрядов в) Аттестованные на соответствующие виды работ согласно “Правил аттестации сварщиков и специалистов сварочного производства” +
15. Один из типов сварных соединений: а) Стыковые + б) Объемные в) Плоские
16. Один из типов сварных соединений: а) С нахлестом б) Тавровые + в) Объемные
17. Нужно ли менять светофильтры в зависимости от величины сварочного тока: а) Менять при величине тока свыше 200 А. б) По усмотрению сварщика в) Следует менять в любом случае +
18. Один из типов сварных соединений: а) Плоские б) Угловые + в) Без нахлеста
19. Один из типов сварных соединений: а) Без нахлеста б) Плоские в) Внахлест +
20. Укажите диаметр присадочной проволоки для ручной аргонодуговой сварки стыка трубы до 219 мм: а) 3,5…6 мм. б) 1,6…3,0 мм. + в) 0,5…1,5 мм.
21. Внешний вид излома сварного соединения позволяет определить: а) Строение и структуру металла, что является ценной информацией для оценки его пластических свойств + б) Прочность, устойчивость против коррозии, деформационную стойкость в) Наличие вредных примесей в металле
22. Контроль качества сварных соединений проверяют по: а) Внешнему виду катета сварного шва б) Свойствам металла шва, линии сплавления с основным металлом и зоне термического влияния + в) Цвету сварного шва
23. Допускаются ли прожоги в сварных соединениях: а) Да б) Да, только снаружи в) Нет +
24. Укажите оптимальный метод предупреждения образования горячих трещин при сварке: а) Проведение термической обработки металла до сварки б) Выбор правильной формы разделки кромок, снижение погонной энергии + в) V-образная разделка кромок
25. Укажите, с какой стороны рекомендуется выполнять прихватки при сборке конструкций, свариваемых дуговой сваркой с двух сторон: а) Со стороны шва, свариваемого первым б) С любой стороны в) Со стороны шва, свариваемого вторым +
26. Прожоги образуются по причине: а) Неправильно подобранных электродов б) Несоответствия силы сварочного тока и толщины свариваемых элементов + в) Неправильно подобранного размера сварочной ванны
27. Укажите, что является браковочным признаком при проверке стойкости вольфрамового электрода: а) Образование на рабочем заточенном на конус электроде шарообразной поверхности + б) Хрупкость при ударных нагрузках в) Образование на электроде трещин
28. Остаточные сварочные деформации: а) Деформации, которые связаны с дефектами электродов б) Деформации, образовавшиеся после воздействия краткосрочной механической нагрузки на сварное соединение в) Деформации, которые остаются после завершения сварки и полного остывания изделия +
29. Укажите температуру воздуха, при которой разрешается выполнять сварку деталей: а) Не ниже 0 °С. + б) Не ниже минус 5 °С. в) Не ниже минус 15 °С.
30. Перед установкой штуцера в коллектор или трубу поверхность вокруг отверстия со стороны наложения сварного шва должна быть зачищена. Укажите ширину зачистки: а) 5…10 мм. б) 15…20 мм. + в) 10…15 мм.
Как проходит проверка?
Аттестация, в том числе аттестация НАКС 3 уровня и аттестация НАКС 4 уровня, может быть первичной. Эту проверку должны проходить те люди, у которых еще нет удостоверений. Повторная проверка назначается для подтверждения знаний, внеочередная— если возникли какие-либо проблемы или сомнения в профессиональности сварщика. Для прохождения экзамена необходимо подать заявление, представить медицинскую справку, выписку из трудовой книжки, документы об образовании, документы о прохождении обучения технике безопасности, фото 3 на 4 см.
Начинается квалификационный экзамен с практической части. Если она не сдана, пересдать ее можно через месяц. Затем проводится общий и специальный экзамен. На нем специалист демонстрирует свое умение выполнять сварочные операции. Проводится экзамен в том регионе, где живет специалист. В составе комиссии присутствует сотрудник Ростехнадзора, а также сотрудник аттестационного центра.
Экзаменационные тесты для сварщиков с ответами
Правильный вариант ответа отмечен знаком +
1. Чем определяются свойства сварного соединения?
+ Свойствами металла шва, линии сплавления с основным металлом и зоны термического влияния
— Техническими характеристиками использованных электродов
— Свойствами металла линии сплавления и зоны термического влияния
2. С какой целью выполняют разрезку кромок?
— Для экономии металла
— Для более удобного проведения сварочных работ
+ Для обеспечения провара на всю глубину
3. Исправление сквозных дефектов сварных соединений трубопроводной арматуры проводят путем разрезки кромок. Укажите допустимые углы раскрытия кромок.
+ 65-75 градусов
— 15-20 градусов
— 30-45 градусов
4. Расшифруйте смысл маркировки электродов: буква «Э» и следующее за ней цифровое значение.
— Тип электрода и допустимое количество часов использования
+ Тип электрода и гарантируемый предел прочности наплавленного металла в расчете на кгс/мм2
— Марку электрода и серийный номер, присвоенный заводом-производителем
5. Какой должна быть характеристика источников питания для ручной дуговой сварки или наплавки покрытыми электродами?
— Переменной
+ Крутопадающей или жесткой (в комбинации с балластными реостатами)
— Восходяще-контролируемой
6. В каком порядке проводится аттестация сварщиков?
— По решению аттестационной комиссии
— Сначала теоретическая часть экзамена, а затем практическая
+ Сначала практическая часть экзамена, затем теоретическая
7. Укажите верную маркировку, которая бы указывала на толщину покрытия в обозначении электрода.
+ Тонкое покрытие — М, среднее покрытие — С, толстое покрытие — Д, особо толстое покрытие — Г
— Без покрытия — ТО, среднее покрытие — СР, толстое покрытие — ТЛ, особо толстое покрытие — ОТЛ
— Без покрытия — БП, тонкое покрытие — Т, среднее покрытие — С, толстое покрытие — ТТ, особо толстое покрытие – ТТТ
8. На каком из чертежей изображен видимый сварной шов?

9. При выполнении ручной дуговой сварки непровары возникают из-за:
+ Высокой скорости выполнения работ, недостаточной силы сварочного тока
— Малой скорости выполнения работ, чрезмерно большой силы сварочного тока
— Неправильного подбора электродов, чрезмерно большой силы сварочного тока
тест 10. Дайте определение понятию «электрошлаковая сварка».
— Сварка электротоком, при которой побочным продуктов плавления металла является слой флюса, подлежащий вторичному использованию при электродуговой сварке
+ Сварка плавлением, при которой для нагрева используют тепло, выделяемое при прохождении электротока через массы расплавленного шлака
— Сварка плавлением, при которой используются ленточные электроды и слой шлака в качестве охлаждающей среды
11. Ультразвуковой метод контроля позволяет выявить следующие дефекты сварного шва:
— Качество оплавления металла
+ Непровары, трещины, поры, включения металлической и неметаллической природы, несплавления
— Внутренние напряжения металла
12. Максимальная длина гибкого кабеля, используемого для подключения передвижной электросварочной установки к коммутационному аппарату, составляет:
— 25 м
— 20 м
+ 15 м
13. Конструктивными характеристиками разделки кромок являются:
+ Притупление, угол скоса кромки
— Температура плавления металла, глубина проварки
— Угловатость, угол скоса кромки
14. Остаточные сварочные деформации – это:
— Деформации, которые связаны с дефектами электродов
+ Деформации, которые остаются после завершения сварки и полного остывания изделия
— Деформации, образовавшиеся после воздействия краткосрочной механической нагрузки на сварное соединение
15. Какой дефект сварного шва изображен на рисунке?

— Несплавление
+ Непровар
— Неправильная разделка кромок
16. Прожоги образуются по причине:
+ Несоответствия силы сварочного тока и толщины свариваемых элементов
— Неправильно подобранных электродов
— Неправильно подобранного размера сварочной ванны
17. Укажите оптимальный метод предупреждения образования горячих трещин при сварке.
— V-образная разделка кромок
+ Выбор правильной формы разделки кромок, снижение погонной энергии
— Проведение термической обработки металла до сварки
18. Контроль качества сварных соединений проверяют по:
+ Свойствам металла шва, линии сплавления с основным металлом и зоне термического влияния
— Внешнему виду катета сварного шва
— Цвету сварного шва
19. Внешний вид излома сварного соединения позволяет определить:
— Прочность, устойчивость против коррозии, деформационную стойкость
+ Строение и структуру металла, что является ценной информацией для оценки его пластических свойств
— Наличие вредных примесей в металле
тест-20. Перечислите типы сварных соединений.
+ Стыковые, тавровые, угловые, внахлест
— Плоские, угловые, стыковые, объемные
— С нахлестом, без нахлеста
21. Опишите принцип заземления сварочного оборудования.
— К оборудованию приваривается медный провод. Обязательно наличие надписи «Земля»
— Оборудование имеет специальный зажим, расположенный в доступном месте. Наличие надписи «Земля» опционально
+ Оборудование имеет болт с окружающей его контактной площадкой. Обязательно наличие надписи «Земля»
22. Влияние подогрева изделия в процессе сварки на величину остаточных деформаций выражается в:
— Увеличении этих деформаций
+ Уменьшении этих деформаций
— Влияние отсутствует
23. Магнитное дутье дуги – это:
— Увеличение линейных размеров дуги из-за воздействия магнитного поля сплавляемого металла
+ Отклонение дуги от оси электрода, возникающее из-за влияния магнитных полей или ферромагнитных масс при сварке
— Увеличение проплавления изделия, возникшее из-за влияния магнитного поля дуги
24. Когда возможно исправление дефектов в сварных изделиях, подлежащих последующему отпуску (термообработке)?
+ До отпуска
— После отпуска
— По мере обнаружения дефектов
25. Сварные проволоки Св-08, Св-08а, Св-10ГА относят к … классу сталей.
— Легированному
— Высоколегированному
+ Низкоуглеродистому
26. Методы контроля степени воздействия на материал сварного соединения бывают:
+ Разрушающими и неразрушающими
— Радиографическими и ультразвуковыми
— Статическими и динамическими
27. Укажите цель проведения сопутствующего и предварительного подогрева.
— Повышение содержания углерода в металле
+ Выравнивание неравномерности нагрева при сварке, снижение скорости охлаждения и уменьшение вероятности возникновения холодных трещин
— Повышение скорости охлаждения металла в зоне сварки
28. Наплыв в металле шва – это:
— Неровность металла, влияющая на эксплуатационные и эстетические характеристики сварного изделия
+ Дефект в виде металла, который наплыл на поверхность свариваемого металла или ранее выполненного валика и не сплавившийся с ним
— Отклонение линейных размеров шва от эталонных (назначенных в чертежах)
29. Цифры возле букв на чертеже сварного шва обозначают:
+ Порядковый номер шва в соответствии с ГОСТ
— Предпочтительную толщину электрода для проведения работ
— Длину катета шва
тест_30. Требования, которые предъявляются к качеству исправленного участка шва:
— Определяются приемочной группой индивидуально
+ Аналогичны тем, которые предъявляются к качеству основного шва
— Зафиксированы в нормативных документах и зависят от вида шва
Подготовка к экзаменам
Все претенденты должны соответствовать требованиям агентства:
- Закончить образование по специальности и получить документы об этом;
- Иметь стаж работы по данной специальности;
- Пройти спец. подготовку в учебных центрах НАКС.
Специальная подготовка включает в себя обучение с уклоном в специализацию, в которой дальнейшем будет работать аттестуемый. Продолжительность и количество теоретических занятий зависит от уровня подготовки. Есть список основных разделов, которые обязательны к изучению при подготовке к аттестации:
- Техника безопасности и охрана труда при проведении работ;
- Технология и методы проведения сварочных работ;
- Новые сварочные материалы и оборудование;
- Как можно выполнить контроль соединений;
- Возможности устранения обнаруженных дефектов.
Возможно заочное обучение. Если специалист возьмет теоретические
НАКС 0 Общий экзамен I и II уровень. Подготовка к аттестации сварщиков в соответствии с требованиями «Правил аттестации сварщиков и специалистов сварочного производства» (ПБ-03-273-99) и «Технологического регламента проведения аттестации сварщиков и специалистов сварочного производства» (РД 03-495-02).
Для подготовки к аттестации сварщиков на сайте «Тест 24» подготовлены разделы онлайн тестирования для проверки теоретических знаний в соответствии с видом сварки, по которым аттестуются сварщики, осуществляющие свою производственную деятельность.
Билеты НАКС Общий экзамен I и II уровень
НАКС 0.01.1.01.ОЭ(м)-I. Общий экзамен 1 уровень.
НАКС 0.01.2.01.ОЭ (м)-II. Общий экзамен 2 уровень.
Теоретический экзамен НАКС проводят в аттестационном центре, который зарегистрирован в реестре Системы аттестации сварщиков и специалистов сварочного производства Национального аттестационного комитета по сварочному производству.
На общем экзамене сварщику предстоит ответить на 20 вопросов по теоретическим основам сварки, а на специальном экзамене — не менее 15 произвольно выбранных вопросов в соответствии с видом (способом) сварки (наплавки), по которому он аттестуется. Выбор вопросов проводит аттестационная комиссия по сборникам экзаменационных вопросов по общему и специальному экзаменам. Каждый сборник должен содержит не менее 100 вопросов.
Если сварщик аттестуется на два или три вида (способа) сварки (наплавки), например, ручную дуговую сварку покрытыми электродами и ручную аргонодуговую сварку неплавящимся электродом, в экзаменационном билете должно быть не менее 5 вопросов по каждому виду (способу) сварки (наплавки) из соответствующих сборников экзаменационных вопросов. При аттестации на сварку объектов, входящих в две или три группы опасных технических устройств, сварщик должен получить отдельные билеты для специального экзамена по каждой группе опасных технических устройств. В экзаменационном билете должно быть не менее 5 вопросов по каждой группе опасных технических устройств.
Общий и специальный экзамены можно проводить в письменной форме или с помощью компьютера. По решению экзаменационной комиссии с аттестуемым может быть проведено дополнительное собеседование.
Сварщик считается выдержавшим общий и специальный экзамены, если он правильно ответил не менее чем на 80 % заданных ему вопросов на каждом из экзаменов, с учетом результатов собеседования, после чего сварщик считается аттестованным, с учетом успешной сдачи практического экзамена.
Состав аттестационной комиссии
Состав комиссии, которая будет принимать у Вас практику и теорию, оговорен в нормативных документах агентства контроля и включает в себя следующих экзаменаторов:
- Обязательно – представитель Ростехнадзора;
- Специалисты сварочного производства, которые имеют удостоверения НАКС не ниже 2-го уровня и прошедшие дополнительное обучение для приема экзаменов и проведения обучающих лекций.
Важно! Комиссия НАКС не может отменить или заменить на более высокий или низкий разряд уже присвоенный сварщику. Она может только принять, либо отправить на дополнительное обучение.
ГОСГОРТЕХНАДЗОР РОССИИ
Утвержден
постановлением
Госгортехнадзора России
от 25.06.02 № 36
Зарегистрировано
в Минюсте России
17.07.02, рег. № 3587
ТЕХНОЛОГИЧЕСКИЙ РЕГЛАМЕНТ
ПРОВЕДЕНИЯ АТТЕСТАЦИИ
СВАРЩИКОВ И СПЕЦИАЛИСТОВ
СВАРОЧНОГО ПРОИЗВОДСТВА
РД 03-495-02

Москва
ПИО ОБТ
2004
Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства приводится по тексту публикации в «Российской газете», № 148, от 10.08.02 (опубликован без приложений), «Бюллетене нормативных актов федеральных органов исполнительной власти», № 32, 12.08.02.
I. ТЕХНОЛОГИЧЕСКИЙ РЕГЛАМЕНТ ПРОВЕДЕНИЯ АТТЕСТАЦИИ СВАРЩИКОВ
1.1. При представлении к аттестации сварщика работодатель (заявитель) направляет в аттестационный центр заявку по форме, приведенной и прил. 1.
Кандидат имеет право самостоятельно представить о себе необходимую информацию.
1.2. Объем теоретических знаний аттестуемого сварщика должен удовлетворять требованиям экзаменационных программ в соответствии с п. 3.2 Правил аттестации сварщиков и специалистов сварочного производства ПБ 03-273-99, утвержденных постановлением Госгортехнадзора России от 30.10.98 № 63 и зарегистрированных в Министерстве юстиции России 04.03.99, регистрационный № 1721.
Общие требования к экзаменационным программам приведены в прил. 2.
1.3. Аттестацию сварщиков проводят путем проверки их практических навыков и теоретических знаний в соответствии с видом (способом) сварки (наплавки), по которому он аттестуется, и направлением его производственной деятельности (группа или наименование технических устройств, сварку которых выполняет сварщик на производстве, вид выполняемых работ — изготовление, монтаж, ремонт).
1.4. Процедура аттестации включает в себя сдачу аттестуемым сварщиком следующих экзаменов:
практического, общего и специального — при первичной и внеочередной аттестациях;
практического и специального — при дополнительной и периодической аттестациях.
Теоретические и практический экзамены проводят в аттестационном центре или его аттестационном пункте, зарегистрированных в реестре Системы аттестации сварщиков и специалистов сварочного производства Национального аттестационного комитета по сварочному производству.
Примечания: 1. Сварщики, имеющие специальное (высшее техническое или среднее техническое) образование по сварочному производству, освобождаются от сдачи общего экзамена при первичной аттестации.
2. Разрешается проводить только специальный экзамен, если целью дополнительной аттестации сварщика является расширение направления его производственной деятельности без изменения характеристик, учитываемых при сварке контрольных сварных соединений.
3. Разрешается проводить только практический экзамен, если целью дополнительной аттестации сварщика является расширение области распространения аттестации без изменения вида (способа) сварки (наплавки) и направления его производственной деятельности.
1.5. Аттестацию сварщиков начинают с проведения практического экзамена. Если сварщик не выдерживает практический экзамен, то к дальнейшим экзаменам он не допускается и считается не прошедшим аттестацию. Сварщик может пройти аттестацию повторно после дополнительной практической подготовки не ранее чем через 1 месяц.
1.6. На общем экзамене сварщику задают 20 вопросов по теоретическим основам сварки, а на специальном экзамене — не менее 15 произвольно выбранных вопросов в соответствии с видом (способом) сварки (наплавки), по которому он аттестуется, и направлением его производственной деятельности. Выбор вопросов проводит аттестационная комиссия по сборникам экзаменационных вопросов по общему и специальному экзаменам. Каждый сборник должен содержать не менее 100 вопросов.
Если сварщик аттестуется на два или три вида (способа) сварки (наплавки), например, ручную дуговую сварку покрытыми электродами и ручную аргонодуговую сварку неплавящимся электродом, в экзаменационном билете должно быть не менее 5 вопросов по каждому виду (способу) сварки (наплавки) из соответствующих сборников экзаменационных вопросов. При аттестации на сварку объектов, входящих в две или три группы опасных технических устройств, сварщик должен получить отдельные билеты для специального экзамена по каждой группе опасных технических устройств. В экзаменационном билете должно быть не менее 5 вопросов по каждой группе опасных технических устройств.
1.7. Общий и специальный экзамены проводят в письменной форме или с помощью компьютера. По решению экзаменационной комиссии с аттестуемым может быть проведено дополнительное собеседование.
1.8. Сварщик считается выдержавшим общий и специальный экзамены, если он правильно ответил не менее чем на 80 % заданных ему вопросов на каждом из экзаменов, с учетом результатов собеседования.
1.9. Сварщик считается аттестованным при успешной сдаче теоретических и практического экзаменов.
1.10. Если сварщик выдержал только практический и один из теоретических экзаменов, то ему разрешается пересдача несданного экзамена по ранее поданной заявке в течение шести месяцев со дня первого экзамена, но не ранее чем через месяц после сдачи экзаменов. При повторной несдаче все ранее сданные при аттестации экзамены не засчитываются, сварщик считается не прошедшим аттестацию и допускается к процедуре аттестации после дополнительного теоретического и практического обучения с оформлением новой заявки.
1.11. При аттестации сварщика подлежат учету следующие характеристики:
виды (способы) сварки и наплавки;
типы швов;
вид деталей;
типы и виды контрольных сварных соединений;
группы основных материалов;
присадочные материалы;
размеры контрольных сварных соединений;
положение при сварке;
степень автоматизации оборудования при сварке труб из пластмасс;
группа опасных технических устройств.
1.11.1. Аттестацию сварщиков проводят отдельно по следующим видам (способам) сварки (наплавки):
для металлов
РД — ручная дуговая сварка покрытыми электродами (111);
РДВ — ванная ручная дуговая сварка покрытыми электродами;
РАД — ручная аргонодуговая сварка неплавящимся электродом (141);
МАДП — механизированная аргонодуговая сварка плавящимся электродом (131);
МП — механизированная сварка плавящимся электродом в среде активных газов и смесях (135);
ААД — автоматическая аргонодуговая сварка неплавящимся электродом;
АПГ — автоматическая сварка плавящимся электродом в среде активных газов и смесях;
ААДП — автоматическая аргонодуговая сварка плавящимся электродом;
АФ — автоматическая сварка под флюсом (12);
МФ — механизированная сварка под флюсом;
МФВ — ванная механизированная сварка под флюсом;
МПС — механизированная сварка самозащитной порошковой проволокой (114);
МПГ — механизированная сварка порошковой проволокой в среде активных газов (136);
МПСВ — ванная механизированная сварка самозащитной порошковой проволокой;
МСОД — механизированная сварка открытой дугой легированной проволокой;
П — плазменная сварка (15);
ЭШ — электрошлаковая сварка;
ЭЛ — электронно-лучевая сварка;
Г — газовая сварка (311);
РДН — ручная дуговая наплавка покрытыми электродами;
РАДН — ручная аргонодуговая наплавка;
ААДН — автоматическая аргонодуговая наплавка;
АФЛН — автоматическая наплавка ленточным электродом под флюсом;
АФПН — автоматическая наплавка проволочным электродом под флюсом;
КТС — контактно-точечная сварка;
КСС — контактная стыковая сварка сопротивлением;
КСО — контактная стыковая сварка оплавлением;
ВЧС — высокочастотная сварка;
ПАК — пайка;
для полимерных материалов
НИ — сварка нагретым инструментом;
ЗН — сварка с закладными нагревателями;
НГ — сварка нагретым газом;
Э — экструзионная сварка.
Примечания: 1. В скобках указан код способа сварки по классификации ISO 4063.
2. Аттестация на право выполнения сварки (наплавки, пайки и др.) способами, для которых не существуют разработанные и утвержденные в установленном порядке программы практического экзамена, должна выполняться по программам, разработанным Головными аттестационными центрами, согласованным с Госгортехнадзором России и утвержденным Национальным аттестационным комитетом по сварочному производству.
1.11.2. При аттестации на сварку полимерных материалов необходимо дополнительно учитывать степень автоматизации применяемого сварочного оборудования:
При сварке труб нагретым инструментом:
СР — стыковая сварка с ручным управлением;
ССА — стыковая сварка со средней степенью автоматизации;
СВА — стыковая сварка с высокой степенью автоматизации.
При сварке труб с использованием деталей с закладными нагревателями:
ЗНР — сварка деталями с закладными нагревателями с ручным заданием параметров;
ЗНШ — сварка в режиме штрих-кода или магнитной карты;
ЗНА — сварка с автоматической обратной связью фитинга со сварочным аппаратом.
При других способах сварки конструкций, за исключением трубопроводов систем газоснабжения:
НИР — ручная сварка нагретым инструментом независимо от типа соединения;
НИМ — механизированная сварка нагретым инструментом независимо от типа соединения;
НГР — ручная сварка нагретым газом независимо от типа соединения;
НГМ — механизированная сварка нагретым газом независимо от типа соединения;
ЭР — ручная экструзионная сварка независимо от типа соединения;
ЭМ — механизированная экструзионная сварка независимо от типа соединения.
При аттестации на сварку элементов железобетонных конструкций дополнительно учитывают способ и технологические особенности сварки с соответствующей записью условного обозначения по ГОСТ 14098.
1.11.3. При аттестации по сварке металлических конструкций сварщики выполняют сварку стыковых — СШ (BW) и/или угловых — УШ (FW) швов контрольных соединений деталей следующих видов: листов — Л (Р), труб — Т (Т), стержней С (S) и их сочетаний (Л + Т, Л + С, Т + С) в соединениях следующих типов: стыковые (С), тавровые (Т), угловые (У) и нахлесточные (Н).
При аттестации на сварку арматуры железобетонных конструкций сварщики выполняют стыковые, нахлесточные, крестообразные или тавровые контрольные соединения по ГОСТ 14098.
При аттестации по сварке полимерных материалов сварщики выполняют контрольные сварные соединения деталей следующих видов: листов — Л (Р), труб — Т (Т), листов с трубой (Л + Т), трубы с отводом (Т + О), трубы с трубой через муфту (Т + М + Т) следующих типов:
стыковые:
без разделки кромок — СБ (BW)
с односторонней разделкой кромок — CV
с двусторонней разделкой кромок — СХ
нахлесточные:
соединение листов «в нахлестку» — H (LW)
соединение листов «в угол» — У (FW)
соединение труб в раструб — Р
муфтовое соединение труб — М
соединение труб с седловыми отводами — О
тавровые:
без разделки кромок — ТБ
с односторонней разделкой кромок — TV
с двусторонней разделкой кромок — ТХ.
Примечание. Под понятием «труба» подразумеваются также детали замкнутого полого профиля, например, штуцер, патрубок, обечайка, корпус коллектора и пр. Под понятием «стержень» подразумеваются детали круглого и многогранного сплошного сечения, гладкие и с периодическим профилем.
1.11.4. Контрольные сварные соединения, выполняемые при аттестации на сварку металлов плавлением, подразделяются на следующие виды:
сварные соединения, выполняемые с одной стороны (односторонняя сварка) — ос (ss) и с двух сторон (двусторонняя сварка) — дс (bs);
сварные соединения, выполняемые на съемной или остающейся подкладке, подкладном кольце — сп (mb) и без подкладки (на весу) — бп (nb);
сварные соединения, выполняемые с зачисткой корня шва — зк (gg), без зачистки корня шва — бз (ng);
сварные соединения, выполняемые с газовой защитой корня шва (поддувом газа) — гз (gb);
в съемных или подвижных инвентарных формах — иф (медных, графитовых, керамических и др.);
в стальных остающихся скобах-накладках — сн;
в комбинированных формирующих элементах — кф (стальная остающаяся полускоба-накладка + съемная медная полуформа).
Паяные соединения, выполняемые на остающейся подкладке, подкладном кольце — сп (mb) и без подкладки на весу — бп (nb).
1.11.5. Аттестационные испытания проводят для групп свариваемых материалов, указанных в прил. 17, табл. 1.
Перечень типичных марок основных материалов, используемых при изготовлении сварных конструкций, приведен в прил. 17, табл. 2.
Аттестацию по сварке контрольных сварных соединений из материалов, входящих в одну группу, а также относящихся к разным группам, следует проводить с учетом требований п. 1.15.4.
Аттестационные испытания при наплавке ручными способами необходимо проводить отдельно для материалов, требующих подогрева при наплавке, и материалов, не требующих подогрева.
1.11.6. Для сварки контрольных сварных соединений должны использоваться присадочные материалы (электроды, сварочная проволока, лента, флюс, газы и др.), регламентированные нормативными документами для сварки конкретным способом соединений из конкретной группы основного материала или конкретного сочетания основных материалов различных групп.
Металлические покрытые электроды для ручной дуговой сварки по виду покрытия подразделяются на электроды:
А (А) — с кислым покрытием;
Б (В) — с основным покрытием;
Ц (С) — с целлюлозным покрытием;
Р (R) — с рутиловым покрытием;
PA (RA) — с кисло-рутиловым покрытием;
РБ (RB) — с рутил-основным покрытием;
РЦ (RC) — с рутил-целлюлозным покрытием;
П (S) — с прочими видами покрытий.
Примечания: 1. Обозначения видов покрытий электродов даны по ГОСТ 9466.
2. В скобках приведен шифр вида покрытия электродов по ISO 2560.
1.11.7. На практическом экзамене сварщик должен выполнить контрольные сварные соединения, по диаметру и толщине однотипные производственным, в соответствии с заявкой на аттестацию.
Контрольное сварное соединение считают однотипным, если оно соответствует требованиям однотипности, изложенным в нормативных документах, согласованных с Госгортехнадзором России. В случае отсутствия требований к однотипным сварным соединениям в нормативных документах при выборе размеров контрольных сварных соединений рекомендуется пользоваться прил. 17, табл. 3 — 5 и заявкой на проведение аттестации.
По согласованию в установленном порядке допускается изменение области распространения аттестации, указанной в прил. 17, табл. 3 и 4, с учетом области деятельности аттестуемого сварщика и специфики применяемого вида (способа) сварки (наплавки).
1.11.8. Положения контрольных сварных соединений при проведении практического экзамена (прил. 22, рис. 1, 2) должны соответствовать тем, в которых сварщику предстоит выполнять производственные сварные соединения (наплавки).
Приняты следующие условные обозначения положений сварки:
H1 (PA) — нижнее стыковое и в «лодочку»;
Н2 (РВ) — нижнее тавровое;
Г (PC) — горизонтальное;
П1 (РЕ) — потолочное стыковое;
П2 (PD) — потолочное тавровое;
B1 (PF) — вертикальное снизу вверх;
В2 (PG) — вертикальное сверху вниз;
Н45 (H-L045) — наклонное под углом 45°.
Примечания: 1. Нижнее (потолочное) положение — плоскость, в которой располагается шов контрольного сварного соединения, находится под углом (0 — 10°) по отношению к горизонтальной плоскости.
2. Вертикальное положение — плоскость, в которой располагается шов контрольного сварного соединения, находится под углом 90 ± 10° по отношению к горизонтальной плоскости.
3. Наклонное положение под углом 45° — плоскость, в которой располагается шов контрольного соединения, находится под углом 45 ± 10° по отношению к горизонтальной плоскости.
4. Положения В1 или В2 относятся к сварке труб с наклоном продольной оси ± 20°.
5. При аттестации на сварку полиэтиленовых труб трубопроводом систем газоснабжения ось контрольных сварных соединений должна быть расположена горизонтально.
1.12. Сварка и наплавка контрольных сварных соединений
1.12.1. Виды контрольных сварных соединений (наплавки), выполняемых сварщиком при аттестации, назначает аттестационная комиссия с учетом заявки на проведение аттестации.
1.12.2. При сварке контрольного сварного соединения (наплавки) сварщик должен выполнить все требования карты технологического процесса. Карты технологического процесса могут разрабатываться на группу однотипных сварных соединений или на конкретные сварные соединения. Типовая форма карты технологического процесса сварки (наплавки) контрольного сварного соединения приведена в прил. 3.
Формы карт технологического процесса для сварки контрольного сварного соединения из полимерных материалов приведены в прил. 4 и 5.
Карта технологического процесса на сварку (наплавку) контрольного соединения должна учитывать следующее:
вид (способ) сварки (наплавки) должен соответствовать применяемому на производстве;
присадочные или наплавочные материалы должны соответствовать рекомендуемым нормативными документами по сварке для вида (способа) сварки (наплавки), применяемого при аттестации;
комбинации основного и присадочного материалов должны соответствовать используемым в производстве;
тип сварочного оборудования должен соответствовать применяемому на производстве;
разделка кромок деталей контрольного сварного соединения, режим сварки, порядок сварки, температура предварительного и сопутствующего подогрева и режим термической обработки при сварке контрольного сварного соединения должны соответствовать требованиям нормативных документов, указанных в аттестационной заявке.
1.12.3. Размеры деталей контрольных сварных соединений при аттестации на сварку металлических конструкций должны соответствовать приведенным на рис. 3 — 6, прил. 22. Длину деталей выбирают с учетом возможности выполнения всех технологических (подогрев, термическая обработка) и контрольных операций, указанных в карте технологического процесса.
При аттестации по сварке элементов железобетонных конструкций размеры и количество образцов контрольных сварных соединений принимают по действующей нормативной документации на железобетонные конструкции с учетом требований ГОСТ 14098, ГОСТ 10992 и ГОСТ 5781.
При аттестации по сварке полимерных материалов сварщик выполняет контрольное сварное соединение согласно прил. 17, табл. 5.
Типы контрольных сварных соединений труб и листов приведены на рис. 7 — 11, прил. 22.
Примечание. Возможность использования контрольных сварных соединений другого вида и/или размеров определяет аттестационная комиссия.
1.12.4. Количество контрольных сварных соединений из труб должно быть не менее 5 шт. при наружном диаметре труб до 25 мм (при необходимости сварки нескольких образцов разных диаметров общее количество образцов должно быть не менее 5 шт. и не менее 2 шт. каждого диаметра); не менее 2 шт. при диаметре труб свыше 25 до 100 мм, не менее 1 шт. при диаметре труб свыше 100 мм. При диаметре труб более 1020 мм допускается выполнять сварку полупериметра стыка, захватывая нижнюю и верхнюю части стыка.
При выполнении контрольных сварных соединений пластин металлоконструкций сваривают одно или более контрольных соединений длиной не менее 450 мм при автоматической сварке и не менее 300 мм при ручной и механизированной сварке.
При выполнении контрольных сварных соединений при варке труб в трубные решетки количество ввариваемых труб должно быть не менее 7 шт., при этом одна из труб должна располагаться центрально по отношению к остальным.
Для элементов железобетонных конструкций в соответствии с требованиями ГОСТ 10992 для проверки механических свойств количество контрольных сварных соединений должно быть 3 образца.
Количество контрольных сварных соединений труб из полимерных материалов, выполняемых сваркой нагретым инструментом в стык (прил. 22, рис. 7а), зависит от степени автоматизации сварочного оборудования:
при использовании сварочных установок СР — 3 образца;
при ССА — 2 образца;
при СВА — 1 образец.
При выполнении контрольных сварных соединений труб из полимерных материалов способом ЗН сваривают два контрольных соединения: одно муфтовое — М и одно соединение с седловым отводом — О (прил. 22, рис. 7б, 7в), причем одно из соединений должно быть выполнено в режиме ЗНР.
При выполнении контрольных сварных соединений труб в раструб сваривают не менее 3 контрольных соединений «труба с трубой» посредством раструбной муфты либо «труба + муфта + труба» (прил. 22, рис. 8).
При выполнении контрольных сварных соединений листов из полимерных материалов способами НГ, Э и НИ сваривают одно контрольное сварное соединение (прил. 22, рис. 9 — 11).
1.12.5. При выполнении контрольных наплавок антикоррозионного покрытия размеры контрольных образцов (пластины, трубы, обечайки) необходимо выбирать по табл. 2 и табл. 3 (прил. 17) так, чтобы область распространения соответствовала размерам производственных изделий. Площадь наплавки должна быть достаточной для проведения испытаний согласно прил. 17, табл. 9. При наплавке листов и труб диаметром более 500 мм площадь контролируемой части наплавки должна быть не менее 200´150 мм при ручной и не менее 400´150 мм при автоматической наплавках. Количество слоев и толщина наплавки должны соответствовать нормативной документации.
1.12.6. Свариваемые и присадочные или наплавочные материалы, применяемые при сварке (наплавке) контрольных сварных соединений (наплавок), должны иметь сертификат соответствия и/или сертификат завода-изготовителя сварочных материалов, а при их отсутствии должны быть проконтролированы в соответствии с требованиями нормативных документов и признаны годными для сварки.
1.12.7. Сварочное оборудование, применяемое для сварки контрольных сварных соединений при аттестации сварщиков, должно иметь контрольно-измерительные приборы и быть в исправном состоянии.
Порядок использования специализированного оборудования для проведения практического экзамена должен соответствовать положению о порядке проведения практических экзаменов на специализированном сварочном оборудовании.
1.12.8. При аттестации на сварку полимерных материалов степень автоматизации сварочного оборудования, используемого при проведении практического экзамена, определяет заявитель. Вместе с тем, при использовании сварочных устройств со средней и высокой степенями автоматизации (ССА, СВА, ЗНШ, ЗНА) сварщик должен во время экзамена продемонстрировать умение выполнить сварку в ручном режиме управления, например, на сварочной установке с ручным управлением или вводом параметров режима сварки. При использовании сварочных устройств с высокой степенью автоматизации к журналу сварочных работ должны быть приложены распечатки регистратора процесса сварки.
1.12.9. Подготовку и сборку деталей под сварку, а также сварку осуществляет сварщик, проходящий аттестацию, в присутствии члена (членов) аттестационной комиссии. Детали перед сваркой должны быть замаркированы. Клеймо выбирает член аттестационной комиссии и регистрирует его в журнале. Разрешение на сварку контрольного соединения выдает член аттестационной комиссии после приемки качества его сборки, о чем делается отметка в Журнале учета работ при аттестации сварщиков (прил. 6, 7).
1.12.10. При сварке плавлением контрольного соединения должны быть выполнены следующие условия:
контрольное сварное соединение должно иметь в корне и в верхнем наплавленном слое, по меньшей мере, одно прерывание процесса с последующим возобновлением сварки в этом месте (если технология сварки позволяет выполнить прерывание шва);
время выполнения сварного шва (наплавки) контрольного сварного соединения (наплавки) не должно превышать времени его выполнения в производственных условиях;
сварщик с разрешения члена аттестационной комиссии может устранять поверхностные дефекты ручным абразивным инструментом или другими способами; устранение дефектов в облицовочном слое шва не допускается.
Примечание. Прерывание процесса сварки не выполняют при сварке труб из полимерных материалов встык нагретым инструментом, а также при сварке седловых отводов и труб с применением деталей с закладными нагревателями.
1.12.11. Аттестационная комиссия может прервать практический экзамен, если сварщик неоднократно грубо нарушает требования на подготовку и сборку деталей, а также сварку (наплавку), предусмотренные нормативными документами, указанными в заявке [например, неправильная сборка стыков, несоосность, перелом осей, неумение настроить режим сварки (наплавки), частые исправления дефектов при прихватке или сварке (наплавке) стыка и др.].
1.13. Контроль качества контрольных сварных соединений
1.13.1. Контрольные сварные соединения подвергают контролю качества методами, приведенными в прил. 17, табл. 6.
Контролю неразрушающими методами подлежит каждое контрольное сварное соединение по всей его длине (периметру).
При аттестации сварщиков на выполнение наплавок сплошному контролю подлежит вся площадь наплавки следующими методами: визуальным и измерительным, капиллярным и ультразвуковым.
1.13.2. Помимо указанных в прил. 17, табл. 6 методов контроля контрольные сварные соединения могут дополнительно подвергаться испытаниям другими методами, если применение этих методов оговорено нормативными документами на сварку производственных стыков или указано в заявке на проведение аттестации.
1.13.3. Контроль качества контрольных сварных соединений (наплавок) должен выполняться контролерами (дефектоскопистами, непосредственно выполняющими контроль, лаборантами), аттестованными в установленном порядке на выполнение контроля конкретными методами.
1.13.4. Контролируемый участок контрольного сварного соединения при контроле неразрушающими методами должен включать весь объем шва, а также прилегающие к нему участки основного материала по обе стороны от шва:
для стыковых контрольных сварных соединений, выполняемых дуговыми способами сварки или электронно-лучевой сваркой шириной не менее 5 мм при толщине свариваемых деталей до 5 мм включительно, не менее номинальной толщины свариваемых деталей при толщине деталей свыше 5 до 20 мм включительно, не менее 20 мм при номинальной толщине свариваемых деталей свыше 20 мм;
для угловых и торцевых контрольных сварных соединений и вварки труб в трубные решетки, выполняемых дуговыми способами сварки и электронно-лучевой сваркой, шириной не менее 3 мм независимо от толщины;
для контрольных сварных соединений, выполняемых электрошлаковой сваркой, шириной не менее 50 мм независимо от толщины.
1.13.5. Визуальному и измерительному контролю подлежат все контрольные сварные соединения, выполненные сварщиком при аттестации.
Контроль выполняют с целью выявления следующих дефектов:
отступлений по размерам и форме швов от требований стандартов, чертежей, технических условий и инструкций по сварке изделий;
смешения кромок свариваемых деталей;
поверхностных трещин всех видов и направлений;
наплывов, подрезов, прожогов, кратеров, непроваров, свищей, западаний между валиками, чешуйчатости, поверхностных включений и пор.
1.13.6. Визуальный контроль сварных швов производят по всей их протяженности с двух сторон невооруженным глазом или с применением лупы 4 — 7-кратного увеличения. Перед контролем сварной шов и прилегающие к нему поверхности контрольного сварного соединения по обе стороны шва должны быть очищены от шлака и других загрязнений, затрудняющих выполнение контроля. Ширина очищенной зоны должна соответствовать требованиям нормативной документации на сварку оборудования конкретных групп опасных технических устройств.
Измерительный контроль производят не менее чем в 4 местах, расположенных равномерно по длине сварного шва. Выбор мест измерения выполняет член аттестационной комиссии.
1.13.7. Визуальный и измерительный контроль выполняют в соответствии с требованиями нормативных документов и методиками контроля конкретной продукции. Для соединений из полимерных материалов — в соответствии с требованиями, изложенными в прил. 8 и 9.
1.13.8. К радиографическому или ультразвуковому контролю, а также к контролю разрушающими методами (испытание на излом, испытание на изгиб, металлографические исследования) контрольных соединений разрешается приступать при условии удовлетворительных результатов визуального и измерительного контроля.
1.13.9. Магнитопорошковый контроль выполняют с целью определения поверхностных и подповерхностных дефектов, а капиллярный контроль — с целью выявления поверхностных дефектов в контрольных сварных соединениях.
Магнитопорошковый контроль производят в соответствии с ГОСТ 21105, капиллярный контроль — в соответствии с ГОСТ 18442 и методиками контроля, согласованными в установленном порядке. Класс и уровень чувствительности контроля устанавливают по нормативным документам и указывают в технологической карте по сварке.
1.13.10. Радиографический и ультразвуковой контроль проводят для выявления в сварных соединениях внутренних дефектов (трещин, непроваров, несплавлений, одиночных включений, скоплений включений и др.).
Ультразвуковой контроль сварных соединений образцов производят в соответствии с ГОСТ 14782 и/или другими документами, согласованными в установленном порядке.
Радиографический контроль сварных соединений производят в соответствии с ГОСТ 7512 и/или другими документами, согласованными в установленном порядке.
1.13.11. Радиографический, ультразвуковой, магнитопорошковый или капиллярный контроль контрольных соединений, сваренных сварщиком при аттестации, выполняют по всей протяженности сварных швов.
При оценке качества сварных соединений листов (прил. 22, рис. 3 и 4) результаты контроля на конечных участках длиной 25 мм не учитывают.
1.13.12. Механические испытания контрольных сварных соединений металлических материалов проводят в соответствии с ГОСТ 6996, полимерных — в соответствии с ГОСТ 11262.
Механические испытания сварных соединений арматуру и закладных изделий железобетонных конструкций выполняют по ГОСТ 10992.
Инструкции по проведению механических испытаний контрольных сварных соединений приведены в прил. 10, 11 — для соединений из металлических материалов и в прил. 12, 13 — для соединений из полимерных материалов.
1.13.13. Анализ макрошлифов без их полирования выполняют на шлифах, вырезаемых из контрольного соединения равномерно по длине (периметру) сварного шва. Вырезку шлифов из контрольных соединений, выполненных в положениях В1 и В2 (прил. 22, рис. 2), производят таким образом, чтобы ими были представлены участки шва, сваренные в нижнем, вертикальном и потолочном положениях.
Контроль выполняют с целью выявления внутренних дефектов (трещин, непроваров, пор, шлаковых и неметаллических включений и др.), а также для установления размеров дефектов и глубины проплавления шва. Контроль производят путем анализа одной стороны (поверхности) шлифа, вырезанного поперек сварного шва. При этом поверхность должна включать сечение шва с зоной термического влияния и прилегающим к ней участком основного металла.
1.13.14. По результатам контроля качества контрольных образцов должно быть оформлено заключение (акт, протокол), в котором указывают: наименование лаборатории, номер свидетельства об аттестации, телефон руководителя, фамилия сварщика, клеймо контрольного сварного соединения, вид сварки, размеры контрольных образцов, метод контроля, нормативный документ для оценки качества, размеры обнаруженных дефектов, нормативные требования и общую оценку результатов контроля.
1.14. Оценка качества контрольных сварных соединений
1.14.1. Оценку качества контрольных сварных соединений производят по нормам, установленным действующими нормативными документами для указанной в заявке группы опасных технических устройств.
1.14.2. При испытании на излом оценку качества сварки контрольного сварного соединения в зоне излома производят по нормам нормативных документов, указанных в заявке.
1.14.3. Качество контрольных сварных соединений считают неудовлетворительным, если при контроле каким-либо видом будут выявлены недопустимые внутренние или наружные дефекты.
1.14.4. В тех случаях, когда неудовлетворительное качество контрольных сварных соединений не связано с недостаточной квалификацией сварщика, допускается повторное проведение практического экзамена.
1.15. Область распространения аттестации
1.15.1. Виды (способы) сварки и наплавки
а) аттестация распространяется только на тот вид (способ) сварки (наплавки), который был использован при проведении практического экзамена.
Другой вид (способ) сварки (наплавки) требует проведения дополнительной аттестации с выдачей нового аттестационного удостоверения после сдачи специального и практического экзаменов;
б) аттестуемый может подтвердить свою профессиональную подготовку по нескольким видам (способам) сварки (наплавки) при условии выполнения на практическом экзамене отдельных контрольных сварных соединений каждым способом (видом) сварки (наплавки);
в) при аттестации сварщика на право выполнения сварных соединений изделий с использованием нескольких видов (способов) сварки (комбинированная сварка) в одном шве (например, корневой слой одностороннего шва без подкладки выполняют аргонодуговой сваркой неплавящимся электродом с присадочной проволокой, а заполнение разделки производят ручной дуговой сваркой покрытыми электродами), практический экзамен разрешается проводить по одному из следующих вариантов:
Вариант 1.
Сварщик выполняет корневую часть контрольного сварного соединения аргонодуговой сваркой неплавящимся электродом с присадочной проволокой без подкладки, а последующие слои шва (заполнение разделки) — ручной дуговой сваркой покрытыми электродами.
По результатам такого экзамена сварщик допускается к:
комбинированной сварке в пределах области распространения, определяемой толщиной контрольного сварного соединения;
аргонодуговой сварке неплавящимся электродом с присадочной проволокой всего сечения в пределах области распространения, определяемой толщиной части шва, выполненного аргонодуговой сваркой неплавящимся электродом с присадочной проволокой;
ручной дуговой сварке покрытыми электродами сварных соединений изделий, толщина которых определяется по общей толщине контрольного сварного соединения, выполненного комбинированной сваркой. В этом случае аттестация распространяется на ручную дуговую сварку покрытыми электродами, выполняемую на подкладке или с зачисткой корня шва, или двухстороннюю сварку.
Вариант 2.
Сварщик выполняет отдельные контрольные сварные соединения аргонодуговой сваркой неплавящимся электродом с присадочной проволокой без подкладки и ручной дуговой сваркой покрытыми электродами на подкладке или с подваркой корня шва. При аттестации сварщик должен выполнить сварку контрольных сварных соединений на все сечение каждым способом сварки отдельно. Выбор контрольных сварных соединений по толщине и диаметру производит аттестационная комиссия в соответствии с аттестационной заявкой на выполнение сварных соединений с использованием нескольких способов сварки в одном шве.
Сварщик, прошедший такую аттестацию, допускается как к сварке отдельно каждым из применяемых способов сварки, так и к комбинированной сварке.
Аналогично выполняют аттестацию и для других вариантов использования нескольких видов (способов) сварки в одном шве.
г) аттестация по ручной дуговой сварке покрытыми электродами стыковых сварных соединений из стали группы М11 со сталями других групп распространяется на ручную дуговую наплавку РДН, РАДН антикоррозионного покрытия на сталях этих групп;
д) аттестация по сварке способами РД; РАД; ААД; АФ распространяется на предварительную наплавку кромок деталей из материалов соответствующих групп и на исправление дефектов сваркой или наплавкой способами РДН; РАДН; ААДН; АФЛН; АФПН.
1.15.2. Положения при сварке
а) область распространения аттестации для деталей металлических конструкций в зависимости от положения контрольного сварного соединения при сварке плавлением приведена в прил. 17, табл. 7.
Аттестация по сварке стыковых сварных соединений труб распространяется на сварку стыковых сварных соединений листов.
Аттестация по сварке стыковых сварных соединений листов в нижнем (H1) или в горизонтальном (Г) положениях, а также угловых сварных соединений листов «в лодочку» (H1) с полным проваром или без него распространяется на сварку стыковых и угловых сварных соединений труб с наружным диаметром более 150 мм в тех же положениях;
б) для получения права выполнения работ во всех пространственных положениях аттестуемому сварщику необходимо выполнять сварку (наплавку) контрольных сварных соединений в наиболее трудных положениях (например, в потолочном для листов, в неповоротном под углом 45° для труб);
в) при механизированной сварке в защитных газах проволокой сплошного сечения положения В1 и В2 считаются эквивалентными;
г) при аттестации на ручную дуговую наплавку покрытыми электродами ее выполняют отдельно для следующих положений: нижнее, горизонтальное, вертикальное снизу вверх и потолочное;
д) при аттестации на автоматическую аргонодуговую наплавку ее выполняют отдельно для нижнего и горизонтального положений. Аттестацию по автоматической наплавке под флюсом выполняют в нижнем положении;
е) области распространения аттестации по табл. 7, прил. 17 при сварке контрольных тавровых сварных соединений труб распространяются на сварку угловых и тавровых сварных соединений труб с пластинами;
ж) сварка контрольных соединений в положении В1 или В2 распространяется на сварку труб с наклоном продольной оси ± 20°;
з) при аттестации на сварку трубопроводов систем газоснабжения из полимерных материалов контрольное сварное соединение труб выполняют при горизонтальном расположении оси труб независимо от способа сварки и степени механизации сварочного оборудования, а результаты аттестации распространяются на все положения стыка в пространстве;
и) при аттестации на сварку элементов железобетонных конструкций сварка стержней арматуры может выполняться в вертикальном (В) или горизонтальном (Г) положениях. При сварке стержней в вертикальном положении результаты аттестации распространяются на сварку в горизонтальном положении.
1.15.3. Виды контрольных сварных соединений и наплавок
а) область распространения аттестации по сварке деталей металлических конструкций с различными видами стыковых сварных соединений приведена в прил. 17, табл. 8.
Аттестация по сварке стыковых сварных соединений с односторонним швом на листах или трубах на подкладке распространяется на сварные соединения, выполненные двусторонней сваркой.
Аттестация по сварке стыковых сварных соединений распространяется на сварку угловых швов и торцевых сварных соединений.
Аттестация по сварке стыковых сварных соединений труб без подкладки распространяется на сварку труб с учетом области распространения, указанной в таблицах 7 — 11, прил. 17. Область распространения аттестаций, обозначенную знаком «´» в таблицах 7 — 11, прил. 17, определяют по горизонтальной строке;
б) аттестация по сварке двухслойных сталей и биметаллов распространяется на сварку однослойных материалов, соответствующих основному и плакирующему слоям с учетом толщины выполненного слоя и радиуса кривизны контрольного сварного соединения, и наплавку плакирующего слоя.
1.15.4. Группа основного материала
Аттестация по сварке контрольных соединений деталей из определенной марки материала распространяется на все марки материала, входящие в одну группу с материалом контрольного сварного соединения (прил. 17, табл. 1, 2), а также на материалы других групп в соответствии с прил. 17, табл. 9, 10.
Аттестация по сварке контрольных соединений деталей, состоящих из разных марок основных материалов, распространяется на все марки материала, входящих в группы материалов контрольного сварного соединения, а также на группы основных материалов в соответствии с прил. 17, табл. 9, 10. Для материалов, не вошедших в табл. 9 прил. 17, область аттестации распространяют на сварку материалов, из которых было изготовлено контрольное сварное соединение.
Для материалов группы М00 область аттестации распространяется на сварку деталей материалов, из которых было изготовлено контрольное сварное соединение.
Аттестация по сварке двухслойных сталей и биметаллов распространяется на сварку двухслойных сталей и биметаллов с любыми сочетаниями материалов, входящих и группы материалов, образующих контрольное сварное соединение.
Аттестация на выполнение антикоррозионной наплавки на стали, требующие ведения процесса с подогревом, распространяется на выполнение антикоррозионной наплавки на сталях, для которых не требуется подогрев.
1.15.5. Присадочные материалы
Результат аттестации сварщика, выполнявшего сварку контрольного сварного соединения с применением присадочных материалов (сварочная проволока, лента, защитные газы или смесь газов, флюсы и др.) определенных марок, распространяется на сварку этим же способом с использованием всех сварочных материалов, которые включены в одну группу с материалами, примененными при выполнении контрольного сварного соединения и предназначенными для сварки деталей из конкретной группы основных материалов, в соответствии с требованиями нормативных документов на сварку.
1.15.6. Сварочные электроды
Область распространения аттестации на допуск к ручной дуговой сварке покрытыми электродами с одним видом покрытия распространяется на допуск к сварке электродами с другими видами покрытий в соответствии с п. 1.11.6 и прил. 17, табл. 11.
1.15.7. Размеры контрольных сварных соединений
Область распространения аттестации в зависимости от толщины листов и толщины стенки труб, а также от диаметра свариваемых деталей приведена в прил. 17, табл. 3 и 4.
Аттестация по электронно-лучевой сварке распространяется на сварку деталей, толщина которых отличается от фактической толщины выполненного контрольного сварного соединения не более чем на 25 %.
Область распространения аттестации по электрошлаковой сварке определяется количеством электродов, использованных при сварке контрольного образца:
сварка двумя электродами распространяется на сварку одним электродом;
сварка тремя электродами распространяется на сварку двумя и одним электродом;
электрошлаковая сварка пластинчатым электродом распространяется только на этот способ сварки независимо от толщины деталей.
1.15.8. По согласованию с органами Госгортехнадзора России и НАКС допускается изменение области распространения аттестации с учетом толщины, диаметра контрольного сварного соединения и применяемого вида (способа) сварки (наплавки) в соответствии с прил. 17, табл. 3 — 5.
1.15.9. Область распространения аттестации в зависимости от степени автоматизации сварочного оборудования
Аттестация на сварку полимерных материалов, проведенная на оборудовании с низким уровнем автоматизации, по решению аттестационного центра может быть распространена на сварку тем же способом на оборудовании с более высокой степенью автоматизации без сварки контрольного сварного соединения при условии, что сварщик имеет удостоверение о том, что он прошел обучение практической работе на оборудовании с соответствующей степенью автоматизации. В этом случае сварщик в присутствии членов аттестационной комиссии должен подтвердить умение управлять соответствующим сварочным оборудованием.
1.16. Оформление результатов аттестации
1.16.1. По результатам аттестации аттестационная комиссия оформляет протокол аттестации отдельно на каждого аттестуемого сварщика по каждому виду (способу) сварки (наплавки) по форме, приведенной в прил. 14.
К протоколу аттестации должны быть приложены заключение (акт, протокол) или другие документы о результатах контроля качества контрольных сварных соединений (наплавок).
Контроль качества и испытания контрольных сварных соединений выполняют контрольные службы, аттестованные в установленном порядке.
При выполнении контрольного сварного соединения комбинированной сваркой в протоколе должны быть указаны вариант выполнения контрольного сварного соединения согласно п. 1.15.1в, толщина слоя, выполненная каждым видом (способом) сварки, основной и присадочный материалы.
1.16.2. Протокол аттестации сварщика оформляется в двух экземплярах, подписывается председателем комиссии, членами комиссии и представителем госгортехнадзора. Протокол заверяется подписью руководителя и печатью аттестационного центра. Один экземпляр протокола хранится в аттестационном центре, второй экземпляр выдается заявителю.
На основании результатов аттестационных экзаменов аттестационный центр оформляет сварщику отдельные по каждому виду (способу) сварки (наплавки) аттестационные удостоверения установленного образца, форма которого приведена в прил. 15. Цвет обложки аттестационного удостоверения сварщика металлических материалов — синий. Цвет обложки аттестационного удостоверения сварщика полимерных материалов — зеленый.
При выполнении контрольного сварного соединения комбинированной сваркой аттестационные удостоверения оформляют на каждый вид (способ) сварки отдельно.
При прохождении дополнительной аттестации сварщику выдают вкладыш к аттестационному удостоверению, форма которого приведена в прил. 16. Срок действия дополнительной аттестации не может превышать срока действия аттестационного удостоверения.
1.16.3. Аттестационное удостоверение считается недействительным (пп. 4.5, 4.7 ПБ 03-273-99) по истечении срока его действия, перерыва в работе по сварке более 6 месяцев или при отстранении сварщика от работы за нарушение технологии сварки и повторяющееся неудовлетворительное качество выполняемых им производственных сварных соединений.
Для сварщиков, аттестованных на сварку полиэтиленовых труб систем газоснабжения, допускается перерыв в работе до 8 месяцев при условии, что до окончания указанного периода сварщик выполнил сварку допускных стыков, а их качество соответствовало требованиям нормативной документации.
1.16.4. По истечении срока действия аттестационное удостоверение может быть продлено аттестационным центром, проводившим первичную аттестацию и выдавшим аттестационное удостоверение в установленном порядке.
Для продления представляют документы:
ходатайство с места работы сварщика в виде заявки на продление удостоверения;
документы, заверенные отделом технического контроля (лаборатории контроля) и руководством организации, подтверждающие качество выполнения сварщиком за истекший период сварочных работ, соответствующих области распространения аттестации, указанной в удостоверении. Документы должны включать перечень конкретных изделий, способов сварки, материалов, номеров и дат заключений по результатам контроля качества;
положительное заключение медицинской комиссии.
На основании рассмотрения представленных документов комиссия аттестационного центра принимает одно из следующих решений:
продлить срок действия удостоверения на один год в пределах области распространения, указанной в аттестационном удостоверении сварщика, с внесением соответствующей записи в аттестационное удостоверение;
продлить срок действия удостоверения с ограничением области распространения, указанной в аттестационном удостоверении сварщика, в соответствии с представленными документами, подтверждающими фактическую область деятельности сварщика, с выдачей нового аттестационного удостоверения сроком на один год;
отказать в продлении срока действия удостоверения и рекомендовать направить сварщика на периодическую аттестацию.
Примечания: 1. В последних двух случаях удостоверение, выданное при первичной аттестации, не возвращается заявителю и аннулируется с записью в протоколе.
2. При отсутствии документального подтверждения качественного выполнения сварочных работ сварщик должен пройти периодическую аттестацию.
1.16.5. При сварке полимерных материалов сварщик, имеющий перерыв в работе свыше 6 месяцев, но не более 8 месяцев, представляет в аттестационный центр протокол результатов испытания контрольного сварного соединения, подписанный руководителем аттестованной лаборатории организации-работодателя, либо сторонней аттестованной лабораторией.
Запрещается продление действия удостоверения с истекшим сроком. Продление действия удостоверения допускается не более двух раз.
1.16.6. Периодическую аттестацию со сдачей практического и специального экзаменов проводят по истечении срока действия аттестационного удостоверения. После прохождения периодической аттестации сварщику оформляют новое удостоверение, при этом первичное удостоверение подлежит сдаче в аттестационный центр, выдавший удостоверение.
1.16.7. Проведение периодической, дополнительной или внеочередной аттестаций сварщиков разрешается в любом аттестационном центре, зарегистрированном в реестре Системы аттестации сварщиков и специалистов сварочного производства Национального аттестационного комитета по сварочному производству. В случае проведения периодической, дополнительной или внеочередной аттестаций сварщиков аттестационным центром, не проводившим первичную аттестацию данного сварщика, этот центр в месячный срок должен направить в аттестационный центр, проводивший первичную аттестацию, копию протокола аттестации и ранее выданное удостоверение (при периодической аттестации).
II. ТЕХНОЛОГИЧЕСКИЙ РЕГЛАМЕНТ ПРОВЕДЕНИЯ АТТЕСТАЦИИ СПЕЦИАЛИСТОВ СВАРОЧНОГО ПРОИЗВОДСТВА
2.1. При представлении к аттестации специалиста сварочного производства работодатель (заявитель) направляет в аттестационный центр заявку по форме, приведенной в прил. 18.
2.2. Аттестацию на право руководства и технического контроля за проведением сварочных работ и (или) на право участия в работе органов по подготовке и (или) аттестации сварщиков и специалистов сварочного производства проводят в аттестационных центрах, зарегистрированных в реестре Системы аттестации сварщиков и специалистов сварочного производства Национального аттестационного комитета по сварочному производству.
Перед проведением аттестации специалист должен пройти проверку знаний правил безопасности Госгортехнадзора России в установленном порядке и представить в аттестационный центр соответствующий документ.
2.3. Объемы теоретических знаний и практических навыков аттестуемого специалиста сварочного производства должны удовлетворять требованиям экзаменационных программ в соответствии с п. 3.2 Правил аттестации сварщиков и специалистов сварочного производства ПБ 03-273-99, утвержденных постановлением Госгортехнадзора России от 30.10.98 № 63 и зарегистрированных в Министерстве юстиции России 04.03.99, регистрационный № 1721.
Общие требования к экзаменационным программам приведены в прил. 19.
Объем теоретических знаний и практических навыков аттестуемого экзаменатора и (или) преподавателя устанавливается экзаменационной комиссией Головного аттестационного центра. Аттестацию экзаменаторов и (или) преподавателей проводят по специальным программам, разрабатываемым и утверждаемым в установленном порядке.
Программа аттестации должна включать знание требований ПБ 03-273-99, настоящего Технологического регламента проведения аттестации сварщиков и специалистов сварочного производства и других нормативных документов системы аттестации сварщиков и специалистов сварочного производства.
2.4. Аттестация включает в себя проведение двух экзаменов:
общего;
специального, включающего практическое задание.
Специалисты со специальным (высшим техническим или средним техническим) образованием по сварочному производству, работающие по специальности, освобождаются от сдачи общего экзамена.
2.5. При аттестации на право руководства и технического контроля за проведением сварочных работ при изготовлении, ремонте и монтаже изделий из полимерных материалов общий экзамен по сварке полимерных материалов должны сдать все специалисты.
2.6. Проведение одновременной аттестации специалистов сварочного производства разрешается не более чем по трем группам опасных технических устройств. При этом по каждой группе опасных технических устройств должен быть сдан отдельный специальный экзамен.
2.7. На общем экзамене специалисту сварочного производства задают не менее 30, а на специальном — не менее 20 произвольно выбранных вопросов и практическое задание в соответствии с направлением его производственной деятельности.
2.8. Экзамены проводят в письменной форме или с помощью компьютера. По решению экзаменационной комиссии с аттестуемым может быть проведено дополнительное собеседование.
2.9. Специалист считается выдержавшим экзамены, если он правильно ответил не менее чем на 80 % вопросов, заданных ему на каждом экзамене, и успешно выполнил практическое задание на специальном экзамене, с учетом результатов дополнительного собеседования.
2.10. Специалист считается аттестованным при успешной сдаче всех экзаменов.
Если специалист не выдержал один или два экзамена, ему разрешается пересдача несданных экзаменов в течение 6 месяцев, но не ранее чем через один месяц со дня первого экзамена. Дату и условия пересдачи экзамена кандидат согласует с руководителем аттестационного центра.
В случае повторной несдачи экзамена специалист считается не прошедшим аттестацию. Результаты сданных им ранее экзаменов аннулируются.
2.11. Разрешается проведение аттестации на IV уровень профессиональной подготовки руководителям службы сварки организации, не имеющим высшего специального образования по сварочному производству, при соблюдении условий:
наличие высшего технического образования;
стаж работы в должности руководителя службы сварки организации не менее трех лет;
представление документа о прохождении специальной подготовки по сварочному производству в объеме не менее 108 часов по программам, утвержденным в установленном порядке.
Примечание. Для лиц, претендующих на участие в работе экзаменационных комиссий по аттестации специалистов сварочного производства на право руководства работами по монтажу трубопроводов систем газоснабжения из полимерных материалов, программа специальной подготовки специалистов IV уровня должна также включать, кроме разделов по технологии сварочного производства, разделы по монтажу трубопроводов систем газоснабжения из полимерных материалов.
Аттестацию на IV уровень профессиональной подготовки руководителям службы сварки организации, не имеющим высшего специального образования по сварочному производству, выполняют Головные аттестационные центры на основании ходатайства руководителя организации, где работает аттестуемое лицо. Ходатайство должно быть согласовано с территориальным органом Госгортехнадзора России.
2.12. Оформление результатов аттестации
2.12.1. По результатам аттестации на каждого аттестуемого специалиста сварочного производства аттестационная комиссия оформляет протокол заседания комиссии по форме, приведенной в прил. 20.
2.12.2. Протокол аттестации оформляют в двух экземплярах, подписывают председатель комиссии, члены комиссии и представитель Госгортехнадзора России. Протокол должен быть заверен подписью руководителя и печатью аттестационного центра. Один экземпляр протокола хранят в аттестационном центре, второй экземпляр выдают заявителю.
2.12.3. Аттестованные специалисты сварочного производства получают аттестационные удостоверения, форма которого приведена в прил. 21. Цвет обложки аттестационного удостоверения специалиста сварочного производства — красный.
2.12.4. Продление срока действия аттестационного удостоверения по истечении срока действия производит в установленном порядке аттестационный центр, проводивший первичную аттестацию.
Продление оформляется протоколом аттестационной комиссии центра на основании ходатайства с места работы аттестованного специалиста. В ходатайстве должно быть указано, что специалист в период после аттестации постоянно работал в соответствии с направлением производственной деятельности, указанным в его аттестационном удостоверении, и не допускал нарушений установленных требований. В ходатайстве необходимо указать наименования опасных технических устройств, при выполнении которых аттестованный специалист осуществлял руководство сварочными работами.
2.12.5. Ходатайство о продлении срока действия аттестационного удостоверения специалиста на право участия в работе органов по подготовке и аттестации сварщиков и специалистов сварочного производства направляет аттестационный центр или центр, осуществляющий профессиональную подготовку персонала по сварочному производству. В этих центрах специалист должен проработать не менее 6 месяцев. В ходатайстве должно быть указано и документально подтверждено, что специалист регулярно (не менее 4 раз в год) принимал участие в подготовке или аттестации сварщиков и специалистов сварочного производства и не имел замечаний по работе.
2.12.6. На основании рассмотрения представленных документов комиссия аттестационного центра принимает одно из следующих решений:
продлить срок действия удостоверения на 1,5 года для специалистов II или III уровней профессиональной подготовки и на 2,5 года для специалистов IV уровня профессиональной подготовки в пределах области распространения, указанной в аттестационном удостоверении, с внесением соответствующей записи в аттестационное удостоверение;
продлить срок действия удостоверения с ограничением области распространения, указанной в аттестационном удостоверении, в соответствии с представленными документами, подтверждающими фактическую область деятельности, с выдачей нового аттестационного удостоверения сроком на 1,5 года для специалистов II или III уровней профессиональной подготовки и на 2,5 года для специалистов IV уровня профессиональной подготовки;
отказать в продлении срока действия удостоверения и рекомендовать направить специалиста на периодическую аттестацию.
2.12.7. Удостоверение может быть продлено без процедуры проведения экзаменов не более двух раз. Запрещается продление действия удостоверения с истекшим сроком действия.
2.12.8. Периодическую аттестацию со сдачей специального экзамена и выполнением практического задания проходят все специалисты сварочного производства в обязательном порядке по истечении двух сроков продления действия аттестационного удостоверения.
2.12.9. Проведение периодической, дополнительной или внеочередной аттестаций специалистов сварочного производства разрешается в любом аттестационном центре, зарегистрированном в реестре Системы аттестации сварщиков и специалистов сварочного производства Национального аттестационного комитета по сварочному производству. В случае проведения периодической, дополнительной или внеочередной аттестаций специалистов аттестационным центром, не проводившим первичную аттестацию данного специалиста, этот центр в месячный срок должен направить в аттестационный центр, проводивший первичную аттестацию, копию протокола аттестации и ранее выданное удостоверение (при периодической аттестации).
Приложение 1
ФОРМА ЗАЯВКИ НА ПРОВЕДЕНИЕ АТТЕСТАЦИИ СВАРЩИКА
|
Наименование организации |
||
|
с указанием |
||
|
почтового адреса, телефона, |
||
|
факса |
||
|
Аттестационная заявка № __________ от |
||
|
1. |
Общие сведения о сварщике |
|
|
1.1. |
Фамилия, имя, отчество |
|
|
1.2. |
Год рождения |
|
|
1.3. |
Место работы |
|
|
1.4. |
Стаж работы по сварке |
|
|
1.5. |
Квалификационный разряд по ОКЗ |
|
|
1.6. |
Наличие и уровень профессиональной подготовки |
|
|
1.7. |
Специальная подготовка |
|
|
(когда, где и номер документа) |
||
|
2. |
Аттестационные требования |
|
|
2.1. |
Наименования опасных технических устройств, на сварку которых аттестуется сварщик |
|
|
2.2. |
Вид аттестации |
|
|
2.3. |
Шифр НД по сварке |
|
|
2.4. |
Вид (способ) сварки (наплавки) |
|
|
2.5. |
Группа свариваемого материала |
|
|
2.6. |
Вид свариваемых деталей |
|
|
2.7. |
Тип сварного шва |
|
|
2.8. |
Толщина деталей, мм |
|
|
2.9. |
Диаметр деталей, мм |
|
|
2.10. |
Положение при сварке |
|
|
2.11. |
Присадочные материалы |
|
|
3. Требования к оценке качества контрольных сварных соединений и наплавок 3.1. Нормативные документы, регламентирующие проведение контроля и требования к качеству Руководитель организации ______________________ Фамилия, И. О. (подпись) М.П. |
Примечания: 1. Заявку оформляют в двух экземплярах [один экземпляр передают в аттестационный центр, второй хранят на предприятии (организации), направившей сварщика на аттестацию].
2. Номер заявки указывает аттестационный центр.
3. При аттестации на сварку полиэтиленовых труб газового оборудования дополнительно указывают стаж работ по сварке трубопроводов систем газораспределения, в том числе стальных.
4. При аттестации на сварку изделий из полимерных материалов указывают степень автоматизации сварочного оборудования, используемого в производственных условиях.
Приложение 2
ТРЕБОВАНИЯ К ЭКЗАМЕНАЦИОННЫМ ПРОГРАММАМ ПРИ АТТЕСТАЦИИ СВАРЩИКОВ
1. Экзаменационные программы должны быть разработаны в установленном порядке отдельно для общего экзамена и для специальных экзаменов.
2. Все экзаменационные программы должны иметь единую структуру и включать следующие разделы:
способы сварки и оборудование;
виды материалов и особенности их сварки;
сварные конструкции и основные типы сварных соединений;
производство и техника выполнения сварочных работ;
требования по безопасности проведения сварочных работ.
3. Программа общего экзамена должна включать преимущественно вопросы, относящиеся к тому виду сварки и к тем свариваемым материалам, на которые аттестуется сварщик.
4. Программы специального экзамена должны быть отдельно разработаны применительно к конкретным группам опасных технических устройств и видам (способам) сварки (наплавки).
Программы должны учитывать требования нормативной документации, практический опыт производства сварочных работ, а также требования правил безопасности производства работ.
5. Программы специального экзамена должны охватывать все виды работ сварщика (подготовку под сварку, сборку, подогрев, визуальный и измерительный контроль и др.).
6. Если выполнение сварочных работ при изготовлении, монтаже или ремонте опасных технических устройств регламентируется различной нормативной документацией, программы специального экзамена должны быть отдельно разработаны применительно к изготовлению, монтажу и ремонту этих устройств.
Приложение 3
ФОРМА КАРТЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СВАРКИ (НАПЛАВКИ) КОНТРОЛЬНОГО СВАРНОГО СОЕДИНЕНИЯ
«УТВЕРЖДАЮ»
Руководитель АЦ
__________ ____________
подпись Фамилия, И. О.
Дата «__» ________ 200_ г.
|
Ф. И. О. сварщика |
Клеймо |
|
Вид (способ) сварки (наплавки) |
Основной материал (марка) |
|
Наименование НД (шифр) |
|
|
Типоразмер, мм: |
|
|
Тип шва |
диаметр |
|
Тип соединения (по НД) |
толщина |
|
Положение при сварке |
Способ сборки |
|
Вид соединения |
Требования к прихватке |
|
Присадочные материалы (марка, стандарт, ТУ) |
|
|
Сварочное оборудование |
|
ЭСКИЗ КОНТРОЛЬНОГО СВАРНОГО СОЕДИНЕНИЯ
|
Конструкция соединения |
Размеры шва |
Порядок сварки |
ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ СВАРКИ
|
Номер валика (шва) |
Способ сварки |
Диаметр электрода или проволоки, мм |
Род и полярность тока |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки, м/ч |
Скорость сварки, м/ч |
Расход защитного газа, л/мин |
|---|---|---|---|---|---|---|---|---|
Защита обратной стороны шва ________________________________________________
Вылет электрода, мм _________________________________________________________
Ширина валика шва _________________________________________________________
Расстояние от сопла горелки до изделия, мм _____________________________________
Толщина валика шва _________________________________________________________
Дополнительные технологические требования по сварке __________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
ТРЕБОВАНИЯ К КОНТРОЛЮ КАЧЕСТВА КОНТРОЛЬНЫХ СВАРНЫХ СОЕДИНЕНИЙ
|
Метод контроля |
Наименование (шифр) НД |
Объем контроля (%, количество образцов) |
|
|---|---|---|---|
|
1. Визуальный и измерительный |
|||
|
2. Радиографический |
|||
|
3. Ультразвуковой |
|||
|
4. Капиллярный |
|||
|
5. Магнитопорошковый |
|||
|
6. Анализ макрошлифов |
|||
|
7. Испытания на статический изгиб (сплющивание) |
|||
|
8. Испытания на излом |
Разработал: Фамилия, И. О.
___________________________________________________________________________
(подпись, дата)
Приложение 4
ФОРМА КАРТЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СВАРКИ ПОЛИМЕРНЫХ ТРУБ ВСТЫК НАГРЕТЫМ ИНСТРУМЕНТОМ
|
Наименование изделия — контрольное сварное соединение Способ сварки — НИ НД — СП 42-101-96; СП 42-105-99 Вид соединения — стыковое Сварочное оборудование — ССР Ф. И. О. сварщика ___________________________ |
Характеристика труб (деталей): завод-изготовитель ___________________________ марка материала — полиэтилен ПЭ80 дата выпуска ________________________________ номер сертификата ___________________________ диаметр трубы — 110 мм толщина стенки, (SDR) — 10 мм; (11) Клеймо сварщика ____________________________ |
|
Эскиз сварного соединения |
|
|---|---|
|
Конструкция сборки |
Конструктивные элементы сварного соединения |
|
|
g — высота грата; е — ширина грата; с — превышение впадины между валиками грата и поверхностью трубы |


Технологические параметры сварки труб встык нагревательным инструментом и их значения (в соответствии с СП 42-101)
|
Технологический параметр |
Значение* |
|---|---|
|
1. Температура нагревателя (Тн), °С — теплогенератор электрический с непрерывным автоматическим поддержанием данной температуры, с антиадгезионным покрытием |
220 |
|
2. Давление при оплавлении (Ропл), МПа |
0,15 + 0,05 |
|
3. Время при оплавлении (tопл), с, в зависимости от типа свариваемых труб |
до 15 |
|
4. Давление при прогреве (Рпр), МПа |
0,01 — 0,02 |
|
5. Время при прогреве (tпр), с, в зависимости от типа свариваемых труб и температуры окружающего воздуха |
Температура окружающего воздуха, °С |
|
от 0 до +20 |
от +20 до +40 |
|
70 — 80 |
65 — 75 |
|
6. Время технологической паузы (tп), с, не более |
4 |
|
7. Давление при осадке (Рос), МПа |
0,15 + 0,05 |
|
8. Время при охлаждении (tохл), мин., не менее, в зависимости от температуры окружающего воздуха |
Температура окружающего воздуха, °С |
|
от 0 до +20 |
от +20 до +40 |
|
7 |
8 |
* Значения параметров должны быть скорректированы в зависимости от температуры окружающего воздуха.
Дополнительные технологические требования по сварке:
очистить поверхности концов свариваемых труб сначала увлажненной, затем сухой ветошью на длину не менее 50 мм от торцов;
установить и закрепить трубы в зажимах центратора установки для сварки;
отцентрировать трубы по наружной поверхности таким образом, чтобы максимальная величина смещения наружных кромок не превышала 10 % от номинальной толщины стенки свариваемых труб;
отторцевать свариваемые поверхности труб непосредственно в сварочной установке;
еще раз проверить центровку труб и отсутствие недопустимых зазоров в стыке (допускается зазор в стыке не более 0,3 мм). Зазоры измеряют лепестковым щупом (ГОСТ 882-75) с погрешностью 0,05 мм;
произвести замер усилия при холостом ходе подвижного зажима центратора установки с закрепленной в нем трубой и скорректировать величину усилий Ро, Рн, Рос.
Установить требуемые параметры режима сварки и произвести сварку контрольного соединения.
После сварки произвести охлаждение стыка под давлением осадки в течение времени tохл.
Проставить клеймо сварщика маркером на наружной поверхности трубы.
Удалить контрольное сварное соединение из установки для сварки и провести визуальный и измерительный контроль сварного соединения.
Требования к контролю качества
|
Метод контроля |
Наименование (шифр) НД |
Объем контроля (%, количество образцов) |
|---|---|---|
|
1. Визуальный и измерительный |
СП 42-101; СП 42-105 |
100 % |
|
2. Ультразвуковой |
Инструкция* |
100 % |
|
3. Испытание на статическое растяжение |
ГОСТ 11262; СП 42-105 |
≥ 5 образцов |
* Инструкция по ультразвуковому контролю сварных стыковых соединений полиэтиленовых труб, утвержденная ОАО «Росгазификация», 1999 г.
Разработал: ___________________________________________________ Фамилия, И. О.
___________________________________________________________________________
(подпись, дата)
Приложение 5
КАРТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СВАРКИ ПОЛИМЕРНЫХ ТРУБ С ПРИМЕНЕНИЕМ ДЕТАЛЕЙ С ЗАКЛАДНЫМИ НАГРЕВАТЕЛЯМИ
|
Наименование изделия — контрольное сварное соединение Способ сварки — ЗН НД — СП 42-101-96; СП 42-105-99 Вид соединения — стыковое Сварочное оборудование — ЗНШ Ф. И. О. сварщика ____________________________ |
Характеристика труб (деталей): завод-изготовитель ___________________________ марка материала _____________________________ дата выпуска ________________________________ номер сертификата (ГОСТ/ТУ) _________________ диаметр трубы — 50 мм толщина стенки, (SDR) — 4,5 мм; (11) Клеймо сварщика ____________________________ |
|
Технологические параметры сварки* |
||||
|---|---|---|---|---|
|
Температура окружающего воздуха, °С |
Наружный диаметр трубы, мм |
Толщина стенки, мм |
SDR |
Время охлаждения после сварки, мин |
|
20 |
50 |
4,5 |
11 |
7 |
* При сварке на аппаратах с ручным вводом параметров режима сварки указывают их действительные значения.
Дополнительные технологические требования по сварке:
обрезать трубы, предназначенные для сварки под прямым углом к их осям;
отметить на концах трубы зону сварки на длину не менее 0,5 длины фитинга от торцов;
произвести механическую очистку поверхностей труб в зоне сварки от оксидного слоя на глубину 0,1 — 0,2 мм;
снять фаски на наружной и внутренней поверхностях торца трубы;
придать трубе в зоне сварки круглую форму с помощью приспособления;
произвести обезжиривание зоны сварки;
нанести маркировочные полосы на поверхность труб на расстоянии 0,5 длины фитинга от торца трубы;
зафиксировать положение труб в позиционере или на выравнивающих опорах;
вставить концы труб в фитинг и подключить его к сварочному аппарату;
ввести с помощью считывающего карандаша в сварочный аппарат параметры режима сварки, указанные в штрих-коде на этикетке фитинга;
включить сварочный аппарат и произвести сварку;
провести визуальный и измерительный контроль сварного соединения.
Требования к контролю качества
|
Метод контроля |
Наименование (шифр) НД |
Объем контроля (%, количество образцов) |
|
1. Визуальный и измерительный |
СП 42-101; СП 42-105 |
100 % |
|
2. Испытания на сплющивание |
СП 42-101; СП 42-105 |
≥ 2 образцов |
Разработал: ___________________________________________________ Фамилия, И. О.
___________________________________________________________________________
(подпись, дата)
Приложение 6
ФОРМА ЖУРНАЛА УЧЕТА РАБОТ ПРИ АТТЕСТАЦИИ СВАРЩИКОВ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ (ПРАКТИЧЕСКИЙ ЭКЗАМЕН)
|
№ п/п, дата |
Фамилия И. О. |
Номер заявки, вид аттестации |
Наименование (шифр) технологии сварки (наплавки), способ сварки |
Характеристика контрольного сварного соединения |
||||||
|---|---|---|---|---|---|---|---|---|---|---|
|
Марка основного материала |
Марки сварочных материалов |
Вид свариваемых деталей и типоразмер, мм |
Тип шва |
Тип соединения |
Вид соединения |
Положение шва при сварке |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
Клеймо контрольного сварного соединения |
Отметка о выдаче задания |
Отметка о контроле качества сборки соединения под сварку |
Отметка о соблюдении технологии сварки |
Продолжительность сварки контрольного соединения |
Методы контроля и оценка качества |
Заключение комиссии |
|
|---|---|---|---|---|---|---|---|
|
Подпись лица, выдавшего задание, дата |
Подпись аттестуемого сварщика, дата |
||||||
|
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
Примечания: 1. В графе 4 указывают наименование и номер Карты технологического процесса сварки (наплавки) контрольного сварного соединения.
2. Заполнение граф 7 — 11 производят условными обозначениями, установленными технологическим регламентом.
3. В графе 12 указывают номер клейма, установленного аттестационной комиссией. Клеймение выполняют ударным или электрографическим способами.
4. Графы 13, 15, 16 и 17 заполняет член аттестационной комиссии. В графе 16 указывают сведения о прерываниях процесса сварки, подогрева, поддува защитного газа, контроле температуры металла при сварке, зачистке корня шва и др.
5. В графе 18 указывают метод контроля, номер акта (протокола, заключения) и результаты контроля (удовлетворительно, неудовлетворительно). При заполнении графы допускается сокращенное обозначение применяемых методов неразрушающего контроля — РГК, УЗК, КК, МПК, ВИК.
6. В графе 19 аттестационная комиссия указывает оценку практических навыков сварщика словами «удовлетворительно» или «неудовлетворительно». Заключение подписывают члены аттестационной комиссии с указанием даты.
7. Страницы журнала должны быть пронумерованы и прошнурованы.
Приложение 7
ФОРМА ЖУРНАЛА УЧЕТА РАБОТ ПРИ АТТЕСТАЦИИ СВАРЩИКОВ (ПРАКТИЧЕСКИЙ ЭКЗАМЕН, СВАРКА ПОЛИМЕРНЫХ МАТЕРИАЛОВ)
|
№ п/п, дата |
Фамилия, И. О. |
Номер заявки, вид аттестации |
Наименование (шифр) технологии сварки, способ сварки |
Характеристика контрольного сварного соединения |
||||
|---|---|---|---|---|---|---|---|---|
|
Марки материалов свариваемых деталей |
Марки сварочных материалов или детали |
Тип свариваемых деталей и типоразмер, мм |
Тип сварного соединения |
Степень автоматизации оборудования, номер распечатки |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
Клеймо контрольного сварного соединения |
Отметка о выдаче задания |
Отметка о соблюдении технологии |
Результаты ВИК |
Результаты механических испытаний |
Результаты УЗК |
Заключение комиссии |
|
|---|---|---|---|---|---|---|---|
|
Подпись лица, выдавшего задание, дата |
Подпись аттестуемого сварщика, дата |
||||||
|
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
Примечания: 1. В графе 4 указывают номер Карты технологического процесса сварки контрольного сварного соединения.
2. Заполнение граф 7 — 9 производят условными обозначениями, установленными технологическим регламентом. Тип сварного соединения (графа  указывают буквами в соответствии с прил. 17, табл. 5.
указывают буквами в соответствии с прил. 17, табл. 5.
Степень автоматизации сварочного оборудования (графа 9) указывают условным обозначением в соответствии с п. 1.11.2.
3. В графе 10 указывают номер клейма, установленного аттестационной комиссией.
4. Графы 13 — 17 заполняет член аттестационной комиссии.
5. В графе 17 аттестационная комиссия указывает оценку практических навыков сварщика словами «удовлетворительно» или «неудовлетворительно». Заключение подписывают члены аттестационной комиссии с указанием даты и места проведения практического экзамена.
6. Страницы журнала должны быть пронумерованы и прошнурованы.
Приложение 8
ВИЗУАЛЬНЫЙ И ИЗМЕРИТЕЛЬНЫЙ КОНТРОЛЬ СТЫКОВЫХ КОНТРОЛЬНЫХ СВАРНЫХ СОЕДИНЕНИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
1. Визуальный контроль стыковых контрольных сварных соединений производит член аттестационной комиссии по всей протяженности шва с двух сторон глазом с использованием лупы увеличением 5 — 7 крат. Измерительный контроль выполняют не менее чем в 5 местах сварного соединения, расположенных равномерно. Выбор мест измерения выполняет представитель аттестационной комиссии.
2. Внешний вид сварных соединений, выполненных сваркой нагретым инструментом встык, должен отвечать следующим требованиям:
валики сварного шва должны быть симметрично и равномерно распределены по окружности сваренных труб;
цвет валиков должен быть одного цвета с трубой и не иметь трещин, пор, инородных включений;
симметричность шва (отношение ширины наружных валиков грата к общей ширине грата) должна быть в пределах 0,3 — 0,7 в любой точке шва;
смещение наружных кромок свариваемых заготовок не должно превышать 10 % от толщины стенки трубы (детали);
впадина между валиками грата (линия сплавления наружных поверхностей валиков грата) не должна находиться ниже наружной поверхности труб (деталей);
угол излома сваренных труб или трубы и соединительной детали не должен превышать 5°.
3. Размеры валиков наружного грата швов зависят от толщины стенки свариваемых труб (деталей) и должны соответствовать данным табл. 8.1.
Таблица 8.1
Геометрические размеры сварного шва
|
Параметры наружного грата |
Условное обозначение труб |
|||||
|---|---|---|---|---|---|---|
|
SDR11 63´5,8 |
SDR11 75´6,8 |
SDR7,6 90´5,2 |
SDR11 90´8,2 |
SDR17,6 110´6,3 |
SDR11 110´10 |
|
|
Высота, мм |
1,5 — 3,0 |
2,0 — 3,5 |
1,5 — 3,0 |
2,5 — 4,5 |
2,0 — 3,5 |
2,5 — 4,5 |
|
Ширина, мм |
4,0 — 6,0 |
5,0 — 7,0 |
4,0 — 6,0 |
6,0 — 8,5 |
4,5 — 6,5 |
6,5 — 9,5 |
|
Параметры наружного грата |
Условное обозначение труб |
|||||
|---|---|---|---|---|---|---|
|
SDR17,6 125´7,1 |
SDR11 125´11,4 |
SDR17,6 140´8,0 |
SDR11 140´12,7 |
SDR17,6 160´9,1 |
SDR11 160´14,6 |
|
|
Высота, мм |
2,0 — 4,0 |
3,0 — 5,0 |
2,5 — 4,5 |
3,0 — 5,0 |
2,5 — 4,5 |
3.0 — 5,0 |
|
Ширина, мм |
5,5 — 7,5 |
8,5 — 12,0 |
6,0 — 8,5 |
9,0 — 13,0 |
6,5 — 9,5 |
10,0 — 15,0 |
|
Параметры наружного грата |
Условное обозначение труб |
|||||
|---|---|---|---|---|---|---|
|
SDR17,6 180´10,2 |
SDR11 180´16,4 |
SDR17,6 200´11,4 |
SDR11 200´18,2 |
SDR17,6 225´12,8 |
SDR11 225´20,5 |
|
|
Высота, мм |
2,5 — 4,5 |
3,5 — 5,5 |
3,0 — 5,0 |
4,0 — 6,0 |
3,0 — 5,0 |
4,5 — 6,5 |
|
Ширина, мм |
6,5 — 9,5 |
11,0 — 16,0 |
8,5 — 12,0 |
13,0 — 18,0 |
9,0 — 13,0 |
14,0 — 21,0 |
Приложение 9
ВИЗУАЛЬНЫЙ И ИЗМЕРИТЕЛЬНЫЙ КОНТРОЛЬ КОНТРОЛЬНЫХ СВАРНЫХ СОЕДИНЕНИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ, ВЫПОЛНЕННЫХ СВАРКОЙ С ЗАКЛАДНЫМИ НАГРЕВАТЕЛЬНЫМИ ЭЛЕМЕНТАМИ
1. Визуальный и измерительный контроль контрольных сварных соединений производит член аттестационной комиссии глазом с использованием лупы увеличением 5 — 7 крат. Выбор мест измерения выполняет представитель аттестационной комиссии.
2. Внешний вид контрольных сварных соединений, выполненных при помощи деталей с закладными нагревательными элементами, должен отвечать следующим требованиям:
трубы за пределами соединительной детали должны иметь следы механической обработки (зачистки);
индикаторы сварки деталей должны находиться в выдвинутом положении;
угол излома сваренных труб или трубы и соединительной детали не должен превышать 5°;
поверхность деталей не должна иметь следов температурной деформации или сгоревшего полимерного материала;
по периметру детали не должно быть следов расплава полимерного материала, возникшего в процессе сварки.
Приложение 10
ИСПЫТАНИЯ КОНТРОЛЬНЫХ СВАРНЫХ СОЕДИНЕНИЙ НА СТАТИЧЕСКИЙ ИЗГИБ
1. Механические испытания контрольных сварных соединений металлических материалов проводят в соответствии с ГОСТ 6996, полимерных материалов — в соответствии с ГОСТ 11262.
2. Испытаниям на статический изгиб стыковых соединений листов и труб толщиной 3 мм и выше подлежат 4 образца, из которых 2 образца подлежат изгибу со стороны усиления шва (рис. 10.1, а), а другие 2 образца — со стороны корня шва (рис. 10.1, б). При толщине листов и стенок труб 12 мм и выше допускается выполнять испытание образцов «на ребро» (боковой изгиб) согласно рис. 10.1, в. При этом испытаниям подлежат не менее 4 образцов.
3. Для стыковых соединений металлических труб диаметром до 108 мм включительно при толщине стенки до 6 мм включительно допускается проводить испытания на сплющивание, если это не противоречит требованиям нормативных документов.
4. Вырезку заготовок для изготовления образцов для механических испытаний производят механическим путем режущим или абразивным инструментом. Допускается вырезку заготовок выполнять плазменной или газовой резкой при условии последующей механической обработки заготовок в зоне резки на глубину не менее 2 мм. Краевые участки стыкового и таврового контрольных сварных соединений пластин, выполненных ручными способами сварки, длиной не менее 25 мм подлежат удалению.
При автоматической и механизированной сварке в среде защитных газов и порошковой проволокой при толщине металла более 10 мм, автоматической сварке под флюсом, электрошлаковой сварке длину краевых участков принимать в соответствии с указаниями ГОСТ 6996.
5. При изготовлении образцов усиление шва с наружной и внутренней стороны следует удалять механическим путем. Перед изготовлением образцов остающаяся стальная подкладка в контрольных сварных соединениях, выполненных с подкладкой, должна быть удалена.

Рис. 10.1. Схемы испытаний на статический изгиб со стороны усиления шва (а), со стороны корня шва (б) и на боковой изгиб — изгиб «на ребро» (в) образцов из контрольных стыковых сварных соединений листов и труб
Рекомендуемые параметры: D — диаметр пуансона, L — длина образца; b = l,5t, но не менее 10 мм; D = 2t или D = 2h; r = t, но не более 25 мм; K = 2,5D; L = D + 2,5h + 80 мм.
Приложение 11
ИСПЫТАНИЯ КОНТРОЛЬНЫХ СВАРНЫХ СОЕДИНЕНИЙ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ НА ИЗЛОМ
1. Испытания на излом выполняют с целью выявления возможных внутренних дефектов в сечении шва в месте его излома.
2. Вырезку заготовок для изготовления образцов для испытаний на излом производят механическим путем режущим или абразивным инструментом. Допускается выполнять вырезку заготовок плазменной или газовой резкой при условии последующей механической обработки заготовок в зоне резки на глубину не менее 2 мм. Краевые участки стыкового и таврового контрольных сварных соединений пластин, выполненных ручными способами сварки, длиной не менее 25 мм подлежат удалению (рис. 11.1 и 11.2).
Примечание. Заготовки образцов для испытаний на излом, имеющие надрез по боковым поверхностям глубиной 5 мм, разрешается не обрабатывать механическим путем после плазменной и газовой резки.
3. Усиление шва допускается не удалять. Перед изготовлением образцов остающаяся стальная подкладка в контрольных сварных соединениях, выполненных с подкладкой, должна быть удалена.
4. Испытаниям подвергается вся длина стыкового и углового контрольных сварных соединений листов (без краевых участков длиной 25 мм, удаляемых при вырезке заготовок) и труб.
5. Из контрольного стыкового соединения листов (рис. 11.1, а) вырезают образцы для испытаний шириной 50 мм. При необходимости разрешается удалять усиление шва. В образцах на обоих концах сварного шва делаются надрезы глубиной до 5 мм (рис. 11.1, б) и шириной 2 мм для улучшения условий разрушений наплавленного металла.
6. На образцах разрешается выполнять надрез глубиной до 1 мм со стороны, противоположной месту приложения изгибающей нагрузки (рис. 11.1, в).
7. При односторонней сварке соединения без подкладки половину всех образцов следует изгибать, прикладывая нагрузку со стороны корня шва (рис. 11.1, г), а другую половину — со стороны усиления (рис. 11.1, д).
8. При испытании на излом угловых контрольных сварных соединений листов контрольный образец после удаления краевых частей (рис. 11.2, а) испытывают либо целиком, либо разрезают на несколько отдельных контрольных образцов шириной не менее 40 мм. Положение образца при испытании показано на рис. 11.2, б.

Рис. 11.1. Схемы вырезки (а), виды (б, в) и схемы испытаний на излом со стороны корня шва (г) и со стороны усиления шва (д) образцов из стыковых контрольных сварных соединений листов

Рис. 11.2. Схема вырезки (а) и испытаний (б) на излом образцов из таврового контрольного сварного соединения листов
9. При испытании на излом стыкового контрольного сварного соединения труб (рис. 11.3, а) из него вырезают образцы для испытаний шириной 50 мм. При этом количество образцов для испытаний должно быть не менее 4. Если диаметр трубы контрольного соединения не позволяет вырезать минимальное количество образцов (4 шт.), испытанию подвергается 2 и более контрольных соединений. При необходимости разрешается удалять усиление шва. В образцах на обоих концах сварного шва делаются надрезы глубиной до 5 мм (рис. 11.3, б).
.jpg)
Рис. 11.3. Схемы вырезки (а), вид (б) и схемы испытаний на излом со стороны корня шва (в) и со стороны усиления шва (г) образцов из стыкового контрольного сварного соединения труб
При односторонней сварке шва без подкладки половину образцов следует изгибать, прикладывая нагрузку со стороны корня шва (рис. 11.3, в), а другую половину — со стороны усиления шва (рис. 11.3, г).
Приложение 12
МЕХАНИЧЕСКИЕ ИСПЫТАНИЯ КОНТРОЛЬНЫХ СВАРНЫХ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
1. Испытания контрольных сварных стыковых соединений выполняют на образцах-лопатках типа 2 по ГОСТ 11262.
2. Образцы изготавливают механической обработкой из отрезков сварных соединений длиной не менее 160 мм. Допускается для труб с номинальной толщиной до 10 мм включительно вырубать образцы штампом-просечкой.
3. Из каждого контрольного сварного соединения вырезают (вырубают) равномерно по периметру шва не менее пяти образцов.
При изготовлении ось образца должна быть параллельна оси трубы. Толщина образца должна быть равна толщине стенки трубы. Сварной шов должен быть расположен посередине образца с точностью ± 1 мм. Образцы не должны иметь раковин, трещин и других дефектов. Схема изготовления образцов-лопаток для испытания на осевое растяжение приведена на рис. 12.1.

Рис. 12.1. Схема вырезки образцов из контрольного сварного соединения для испытания на осевое растяжение
1 — патрубок со сварным соединением; 2 — расположение образцов
4. Испытания проводят при скорости раздвижения зажимов испытательной машины, равной (100 ± 10) мм/мин для образцов труб с номинальной толщиной стенки менее 6 мм и (25 ± 2,0) мм/мин для образцов труб с номинальной толщиной стенки 6 мм и более.
5. Испытание на растяжение производят на любой разрывной машине, обеспечивающей точность измерения нагрузки с погрешностью не более 1 % от измеряемого значения, мощность которой позволяет разорвать образцы (усилие от 5000 до 10000 Н) и которая имеет регулируемую скорость.
6. При испытании определяют характер (тип) разрушения образца, а также предел текучести при растяжении и относительное удлинение при разрыве.
7. Критерием качества сварного соединения, выполненного сваркой встык, является характер разрушения образцов.
Различают три типа разрушения:
Тип I — наблюдается после формирования «шейки» — типичного сужения площади поперечного сечения образца во время растяжения на одной из половин испытываемого образца. Разрушение наступает, как правило, не ранее чем при достижении относительного удлинения более 50 % и характеризует высокую пластичность. Линия разрыва проходит по основному материалу и не пересекает плоскость сварки.
Тип II — отмечается при достижении предела текучести в момент начала формирования «шейки». Разрушение наступает при небольших величинах относительного удлинения, как правило, не менее 20 и не более 50 % и характеризует низкую пластичность. Линия разрыва пересекает плоскость сварки, но носит вязкий характер.
Тип III — происходит до достижения предела текучести и до начала формирования «шейки». Разрушение наступает при удлинении образца, как правило, не более 20 % и характеризует хрупкое разрушение. Линия разрыва проходит точно по плоскости сварки.
8. Результаты испытания считаются положительными, если при испытании на осевое растяжение не менее 80 % образцов имеют пластичный характер разрушения I типа. Остальные 20 % образцов могут иметь характер разрушения II типа. Разрушение III типа не допускается.
Приложение 13
МЕХАНИЧЕСКИЕ ИСПЫТАНИЯ КОНТРОЛЬНЫХ СВАРНЫХ СОЕДИНЕНИЙ, ВЫПОЛНЕННЫХ СВАРКОЙ С ЗАКЛАДНЫМИ НАГРЕВАТЕЛЬНЫМИ ЭЛЕМЕНТАМИ
1. Контрольные сварные соединения, выполненные с применением муфт с закладными нагревателями, подвергают испытаниям на сплющивание. Испытания проводят на образцах-сегментах (рис. 13.1) путем сжатия концевой части образца у торца соединения до величины, равной двойной толщине стенки соединяемой трубы.
Схема испытания показана на рис. 13.2.
Длина выступающей части образца и количество образцов, изготавливаемое из каждого контрольного соединения, должны соответствовать табл. 13.1.
Таблица 13.1
Размеры образцов для испытания сварных соединений на сплющивание
|
Диаметр труб, d, мм |
Длина свободной части образца, L, мм, не менее |
Количество образцов из одного патрубка, шт. |
Угол сегмента, град. |
|---|---|---|---|
|
20 — 75 |
5d |
2 |
180 |
|
90 — 125 |
2d |
4 |
90 |
|
140 — 225 |
1d |
8 |
45 |
2. Для испытаний применяют механизированный пресс, обеспечивающий сближение плит со скоростью (100 ± 10) мм/мин.; допускается использование пресса со скоростью сближения плит (20 ± 2) мм/мин.
Допускается проведение испытаний с использованием обжимных плит без округления кромок. В этом случае в начале испытания расстояние от торца соединительной детали до торца губок должно быть (20 ± 3) мм.

Рис. 13.1. Общий вид образцов-сегментов

Рис. 13.2. Схема испытания на сплющивание
3. После снятия нагрузки образец извлекают из пресса и визуально осматривают, определяя наличие отрыва трубы от муфты или соединительной детали.
4. Стойкость сварного шва к сплющиванию характеризуется процентом отрыва Сс (%), который является отношением длины сварного шва, не подвергнувшейся отрыву, к полной длине сварного шва в пределах одной трубы

где y — длина шва, не подверженная отрыву;
e — длина зоны сварки (длина шва) в пределах одной трубы, определяемая по расстоянию между крайними витками спирали закладного нагревательного элемента.
5. Результаты испытаний считают положительными, если на всех испытанных образцах отрыв не наблюдался или если Сс составляет не менее 40 %.
6. Сварные соединения труб и седловых отводов с закладными нагревателями подвергают испытаниям на отрыв.
Испытательная машина должна быть снабжена оснасткой, обеспечивающей приложение нагрузки по одной из двух схем испытания, приведенных на рис. 13.3. Длина полиэтиленовой трубы контрольного сварного соединения принимается равной длине седелки.
Внутрь полиэтиленового патрубка испытываемого образца для передачи усилия вводят металлический сердечник, наружный диаметр которого D определяется по табл. 13.2 в зависимости от наружного диаметра трубы d и стандартного размерного отношения SDR.
Сварной узел подвергают испытанию целиком и нагружают до полного отделения седлового отвода от трубы.
7. Качество оценивают по виду излома в месте сварки седлового отвода с трубой. Излом должен иметь вязкий характер разрушения по замкнутому периметру сварного шва. Хрупкое разрушение сварного шва не допускается.
Таблица 13.2
Диаметр сердечника при испытании седловых отводов на отрыв
|
SDR |
d, мм |
D, мм |
SDR |
d, мм |
D, мм |
|---|---|---|---|---|---|
|
11 |
63 |
49,5-0,1 |
17,6 |
75 |
64,7-0,2 |
|
75 |
59,3-0,2 |
90 |
77,7-0,2 |
||
|
90 |
70,7-0,2 |
110 |
95,5-0,2 |
||
|
110 |
87,5-0,2 |
125 |
108,7-0,2 |
||
|
125 |
99,3-0,2 |
140 |
121,9-0,2 |
||
|
140 |
111,5-0,2 |
160 |
139,0-0,2 |
||
|
160 |
127,0-0,2 |
180 |
156,4-0,2 |
||
|
180 |
143,0-0,2 |
200 |
174,0-0,2 |
||
|
200 |
159,0-0,2 |
225 |
196,0-0,2 |
||
|
225 |
179,0-0,2 |

1 — отрыв при растяжении 2 — отрыв при сжатии
Рис. 13.3. Схемы испытания седлового отвода на отрыв
Приложение 14
ФОРМА ПРОТОКОЛА АТТЕСТАЦИИ СВАРЩИКА
__________________________________________________________________________
(Наименование аттестационного центра)
«УТВЕРЖДАЮ»
Руководитель
аттестационного центра
_________ __________
(подпись) (Ф. И. О.)
Дата «__» _________ 200_ г.
М.П.
ПРОТОКОЛ АТТЕСТАЦИИ СВАРЩИКА
№ ___________ от _____________
Состав аттестационной комиссии (фамилия, имя, отчество, уровень)
Председатель комиссии
Члены комиссии
1. __________________________________ _________________________________
2. __________________________________ _________________________________
3. __________________________________ _________________________________
Представитель Госгортехнадзора России ______________________________________
Место проведения практического экзамена ____________________________________
_________________________________________________________________________
(реестровый № АЦ или АП)
Вид аттестации ____________________________________________________________
__________________________________________________________________________
1. Общие сведения об аттестуемом сварщике
1.1. Фамилия, имя, отчество _________________________________________________
1.2. Год рождения __________________________________________________________
1.3. Место работы __________________________________________________________
1.4. Стаж работы по сварке __________________________________________________
1.5. Квалификационный разряд ______________________________________________
1.6. Специальная подготовка ________________________________________________
(когда, где и номер документа)
2. Данные о сварке (наплавке) контрольных сварных соединений (КСС)
|
2.1. Вид (способ) сварки (наплавки) |
||||
|
2.2. Клеймо КСС |
||||
|
2.3. Группа и марка свариваемого материала |
||||
|
2.4. Вид свариваемых деталей |
||||
|
2.5. Тип шва |
||||
|
2.6. Толщина, мм |
||||
|
2.7. Диаметр, мм |
||||
|
2.8. Тип и вид соединения |
||||
|
2.9. Положение при сварке |
||||
|
2.10. Вид покрытия и марка электродов |
||||
|
2.11. Марка присадочной сварочной проволоки |
||||
|
2.12. Марка защитного газа, флюса и др. |
2.13. Дополнительная информация о КСС _____________________________________
__________________________________________________________________________
__________________________________________________________________________
__________________________________________________________________________
3. Контроль качества контрольных сварных соединений и наплавок
3.1. Нормативный документ по контролю ______________________________________
3.2. Результаты контроля качества контрольных сварных соединений (наплавок)
|
Вид контроля |
Результат и номер заключения |
|||
|
Клеймо КСС |
||||
|
Визуальный и измерительный |
||||
|
Радиографический |
||||
|
Ультразвуковой |
||||
|
Капиллярный |
||||
|
Магнитопорошковый |
||||
|
Анализ макрошлифов |
||||
|
Испытания на статический изгиб (сплющивание) |
||||
|
Испытания на излом |
||||
|
Испытания на растяжение |
4. Оценка теоретических знаний и практических навыков
4.1. Оценка знаний на общем экзамене ________________________________________
4.2. Оценка знаний на специальном экзамене ___________________________________
4.3. Оценка практических навыков ____________________________________________
Заключение аттестационной комиссии
Присвоенный уровень: специалист сварочного производства I уровня (аттестованный сварщик)
Допущен к: ________________________________________________________________
__________________________________________________________________________
[вид (способ) сварки (наплавки),
__________________________________________________________________________
наименования опасных технических устройств]
__________________________________________________________________________
__________________________________________________________________________
__________________________________________________________________________
__________________________________________________________________________
Область распространения аттестации
|
Параметры сварки |
Обозначение условий сварки |
Область распространения аттестации* |
|
Способ сварки |
||
|
Степень механизации сварочного оборудования** |
||
|
Вид деталей |
||
|
Типы швов |
||
|
Группа свариваемого материала |
||
|
Присадочный материал или покрытие электрода |
||
|
Толщина деталей, мм |
||
|
Наружный диаметр, мм |
||
|
Положения при сварке |
||
|
Вид соединения |
* Информацию об области распространения аттестации указывают условными обозначениями.
** Учитывается только при аттестации на сварку труб трубопроводов систем газоснабжения из полимерных материалов.
Председатель ______________________________________________________________
(подпись) Фамилия, И. О.
Члены комиссии
1. _________________________ _____________________________________________
2. _________________________ _____________________________________________
3. _________________________ _____________________________________________
Представитель Госгортехнадзора России ______________________________________
Удостоверение № _______ выдано ____________________________________________
(дата, подпись)
Примечания 1. При аттестации на сварку труб из полимерных материалов для газового оборудования в графе «Стаж работы по сварке» указывают стаж работ по сварке трубопроводов систем газораспределения, в том числе стальных.
2. Для представителей Госгортехнадзора России в составе аттестационной комиссии указывается наименование органа Госгортехнадзора России и должность представителя.
3. В пункты 2 и 3 вносят сведения о каждом контрольном сварном соединении, сварку которого выполнял сварщик при аттестации.
4. В пункт 2.13 вносят дополнительные сведения о контрольных сварных соединениях, необходимых для правильного определения области распространения аттестации. Например, толщину слоя, выполненного аргонодуговой сваркой при комбинированной сварке, сведения о степени механизации сварочного оборудования, используемого при сварке контрольных сварных соединений из полимерных материалов, сведения о конфигурации образцов контрольных сварных соединений, если она отличается от приведенной в настоящем документе.
5. В пункт 3 вносит наименования только тех методов контроля качества, которые использованы при аттестации в соответствии с требованием нормативной документации и с учетом заявки.
6. Результаты контроля указывают словами «удовлетворительно» или «неудовлетворительно» с указанием номера и даты акта, заключения и т.п.
7. Оценку знаний и практических навыков сварщика указывают словами «удовлетворительно» или «неудовлетворительно».
8. В таблицу «Область распространения» вносят только те параметры, которые определяют область распространения аттестации в конкретном случае.
9. Если на практическом экзамене было выполнено несколько различных контрольных сварных соединений, а области распространения не перекрываются, то в графе «Область распространения» необходимо раздельно указывать диапазон параметров области распространения с учетом параметров выполненных контрольных сварных соединений.
10. Протокол оформляется в 2-х экземплярах. Один экземпляр передается в организацию, направившую сварщика на аттестацию, второй экземпляр должен находиться в аттестационном центре.
11. Выдачу удостоверения регистрирует специалист аттестационного центра.
Приложение 15
ФОРМА АТТЕСТАЦИОННОГО УДОСТОВЕРЕНИЯ СВАРЩИКА
|
РОССИЙСКАЯ ФЕДЕРАЦИЯ RUSSIAN FEDERATION НАЦИОНАЛЬНЫЙ АТТЕСТАЦИОННЫЙ КОМИТЕТ ПО СВАРОЧНОМУ ПРОИЗВОДСТВУ (НАКС) NATIONAL ATTESTATION COMMITTEE ON WELDING PRACTICE (NACWP) Аттестационное удостоверение специалиста сварочного производства I уровня (аттестованный сварщик) Specialist In Welding Production Certificate level I (certified welder) |
стр. 2 Выдано ____________________________________ (наименование аттестационного центра) № _________________________________________ (номер аттестационного удостоверения) |
|
|
Фамилия ____________________ Surname Имя ________________________ First name Отчество ____________________ Middle name Год рождения ________________ Date of birth М.П. |
место для фотографии 3´4 |
Форма стр. 4 аттестационного удостоверения сварщика конструкций из металлических материалов
|
стр. 3 № (номер аттестационного удостоверения) Допущен к: ________________________________ [вид (способ) сварки (наплавки), ___________________________________________ наименования опасных технических устройств] ___________________________________________ ___________________________________________ Протокол № _____________ от ________________ Удостоверение действительно до Руководитель аттестационного центра (Фамилия, И. О., подпись, дата) М.П. |
стр. 4 № (номер аттестационного удостоверения) Область распространения аттестации |
|
|
Параметры сварки |
Область распространения аттестации |
|
|
Вид (способ) сварки (наплавки) |
||
|
Вид деталей |
||
|
Типы швов |
||
|
Группа свариваемого материала |
||
|
Присадочный материал или покрытие электрода |
||
|
Толщина деталей, мм |
||
|
Наружный диаметр, мм |
||
|
Положения при сварке |
||
|
Вид соединения |
Форма стр. 4 аттестационного удостоверения сварщика конструкций из полимерных материалов
|
стр. 3 № (номер аттестационного удостоверения) Допущен к: ________________________________ [вид (способ) сварки (наплавки), ___________________________________________ наименования опасных технических устройств] ___________________________________________ ___________________________________________ Протокол № _____________ от ________________ Удостоверение действительно до Руководитель аттестационного центра (Фамилия, И. О., подпись, дата) М.П. |
стр. 4 № (номер аттестационного удостоверения) Область распространения аттестации |
|
|
Параметры сварки |
Область распространения аттестации |
|
|
Вид (способ) сварки (наплавки) |
||
|
Степень автоматизации сварочного оборудования |
||
|
Тип деталей |
||
|
Тип соединения |
||
|
Группа свариваемого материала |
||
|
Толщина деталей, мм |
||
|
Наружный диаметр, мм |
||
|
SDR |
Примечание. Пункты «Вид (способ) сварки», «Тип деталей», «Тип соединения» заполняют в соответствии с прил. 17, табл. 5; пункты «Степень автоматизации сварочного оборудования» и «Группа свариваемого материала» — в соответствии с п. 1.11.2 и прил. 17, табл. 1.
|
стр. 5 № (номер аттестационного удостоверения) |
стр. 6 № (номер аттестационного удостоверения) Срок действия удостоверения продлен до _________________________________ На основании решения аттестационной комиссии АЦ № ____________________________ Протокол № ________________________________ М.П. Руководитель АЦ (подпись) Фамилия, И. О. Срок действия удостоверения продлен до _________________________________ На основании решения аттестационной комиссии АЦ № ____________________________ Протокол № ________________________________ М.П. Руководитель АЦ (подпись) Фамилия, И. О. |
||
|
Дата |
Сведения о работе сварщика (заполнять каждые 6 месяцев) |
Ф. И. О., должность |
Подпись, печать |
Приложение 16
ФОРМА ВКЛАДЫША К АТТЕСТАЦИОННОМУ УДОСТОВЕРЕНИЮ СВАРЩИКА
|
стр. 2 РОССИЙСКАЯ ФЕДЕРАЦИЯ НАЦИОНАЛЬНЫЙ АТТЕСТАЦИОННЫЙ КОМИТЕТ ПО СВАРОЧНОМУ ПРОИЗВОДСТВУ (НАКС)
ВКЛАДЫШ ___________________________________________ (Фамилия, И. О.) № ________________________ к удостоверению № __________________________ (без удостоверения недействительно) |
стр. 3 № (номер вкладыша к аттестационному удостоверению) Допущен к: ________________________________ [вид (способ) сварки (наплавки), ___________________________________________ наименования опасных технических устройств] ___________________________________________ ___________________________________________ Протокол № _____________ от ________________ Вкладыш действителен до окончания срока действия удостоверения. Руководитель аттестационного центра (Фамилия, И. О., подпись, дата) М.П. |
|
стр. 4 № (номер вкладыша к аттестационному удостоверению) Области распространения аттестации (в скобках приведены обозначения в соответствии с EN 287) |
|
|
Параметры сварки |
Область распространения аттестации |
|
Вид (способ) сварки (наплавки) |
|
|
Вид деталей |
|
|
Типы швов |
|
|
Группа свариваемого материала |
|
|
Присадочный материал или покрытие электрода |
|
|
Толщина деталей, мм |
|
|
Наружный диаметр, мм |
|
|
Положения при сварке |
|
|
Вид соединения |
Приложение 17
Таблица 1
Группы свариваемых материалов
|
Группа |
Материалы |
|---|---|
|
M01 (W01) |
Углеродистые и низколегированные конструкционные стали перлитного класса с пределом текучести до 360 МПа |
|
M02 (W02) |
Низколегированные теплоустойчивые хромомолибденовые и хромомолибденованадиевые стали перлитного класса |
|
M03 (W03) |
Низколегированные конструкционные стали перлитного класса с пределом текучести свыше 360 МПа |
|
M04 (W04) |
Высоколегированные (высокохромистые) стали мартенситного, мартенситно-ферритного и ферритного классов с содержанием хрома от 10 % до 30 % |
|
M05 (W05) |
Легированные стали мартенситного класса с содержанием хрома от 4 % до 10 % |
|
M06 |
Чугуны |
|
M07 |
Арматурные стали железобетонных конструкций |
|
M11 (W11) |
Высоколегированные стали аустенитно-ферритного и аустенитного классов |
|
M21 (W21) |
Чистые алюминий и алюминиево-марганцевые сплавы |
|
M22 (W22) |
Нетермоупрочняемые алюминиево-магниевые сплавы |
|
M23 (W23) |
Термоупрочняемые алюминиевые сплавы |
|
M31 |
Медь |
|
M32 |
Медно-цинковые сплавы |
|
M33 |
Медно-никелевые сплавы |
|
M34 |
Бронзы |
|
M41 |
Титан и титановые сплавы |
|
M51 |
Никель и никелевые сплавы |
|
M61 |
Полиэтилен (РЕ) |
|
M62 |
Сшитый полиэтилен (РЕ-Х) |
|
M63 |
Поливинилхлорид (PVC) |
|
M64 |
Полипропилен (РР) |
|
M00 |
Материалы, не вошедшие в обозначенные выше группы |
Примечания. 1. Для литейных алюминиевых сплавов присадочный материал должен быть таким, который установлен нормативными документами для деформируемых сплавов той же группы.
2. В скобках приведен код группы по европейской классификации.
3. Допускается применение других марок сталей, цветных металлов, сплавов и полимерных материалов, если имеются указания в нормативных документах. В этом случае программы практического и специального экзаменов сварщиков должны быть разработаны Головными аттестационными центрами и согласованы с Госгортехнадзором России. В протоколе и аттестационном удостоверении указывают группу М00 и марку материала.
Таблица 2
Группы типичных марок основных материалов
|
Группа материалов |
Марки материалов |
|---|---|
|
M01 (W01) |
Ст2кп, Ст2пс, Ст2сп, Ст3кп, Ст3пс, Ст3сп, Ст3Гпс, Ст3Гсп, Ст4кп, Ст4пс, Ст4сп, 08, 08Т, 08ГТ, 10, 15, 15Г, 18, 18Г, 20, 20Г, 25, 15К, 16К, 18К, 20К, 22К, 15Л, 20Л, 25Л, 20ЮЧ, А, В, 09Г2, 10Г2, 14Г2, Е32, Д32, 16ГМЮЧ, 12ГС, 12ГСБ, 12Г2С, 13ГС, 13ГС-У, 15ГС, 16ГС, 17ГС, 17Г1С, 17Г1С-У, 20ГСЛ, 20ГМЛ, 08ГБЮ, 09Г2С, 09Г2СА, 09Г2С-Ш, 10Г2С, 10Г2С1, 10Г2С1Д, 14ХГС, 09Г2СЮЧ, 09ХГ2СЮЧ, 09ХГ2НАБЧ, 07ГФБ-У, 15ХСНД, 14ГНМА, 16ГНМА, 10ГН2МФА, 10ГН2МФАЛ, 15ГНМФА, судостроительные стали категорий А32, D32, Е32, трубные стали класса прочности К50, К52, К54 |
|
M02 (W02) |
12МХ, 12ХМ, 15ХМ, 20ХМ, 20ХМА, 20ХМЛ, 10Х2М, 10Х2М-ВД, 20Х2МА, 1Х2М1, 12Х2М1, 10Х2М1А, 10Х2М1А-А, 10Х2М1А-ВД, 10Х2М1А-Ш, 12Х1МФ, 15Х1М1Ф, 20ХМФЛ, 15Х1М1ФЛ, 12Х2МФСР, 12Х2МФБ, 12Х2МФА, 15Х2МФА, 15Х2МФА-А |
|
M03 (W03) |
13Г1С-У, 13Г1СБ-У, 13Г2АФ, 14Г2АФ, 15Г2АФД, 16Г2АФ, 18Г2АФ, 09ГБЮ, 09Г2ФБ, 10Г2Ф, 10Г2ФБ, 10Г2СФБ, 10Г2ФБЮ, 09Г2БТ, 10Г2БТ, 15Г2СФ, 12Г2СМФ, 12Г2СБ, 12Г2СБ-У, 12ГН2МФАЮ, Д40, Е40, 10ХСНД, 10ХН1М, 12ХН2, 12ХН3А, 10Х2ГНМ, 10Х2ГНМА-А, 30ХМА, 15Х2НМФА, 15Х2НМФА-А, 18Х2МФА, 25Х2МФА, 12Х2Н4А, 18Х3МВ, 20Х3МВФ, 25Х3МФА, 15Х3НМФА, 15Х3НМФА-А, 20XН3Л, 38ХН3МФА, X-60, X-65, X-70, судостроительные стали категорий А36, D36, E36, A40, D40, Е40, трубные стали класса прочности К55 — К60, Х60, Х65, Х70 |
|
M04 (W04) |
20X13, 08Х14МФ, 20Х17Н2, 12X13, 12Х11В2МФ (1Х12В2МФ), 08X13, 08Х17Т, 15X25, 15Х25Т, 15X28, 05Х12Н2М, 06Х12Н3ДЛ, 07Х16Н4Б |
|
M05 (W05) |
15X5, 15Х5М, 15Х5М-У, 15Х5ВФ, Х8, 12X8, 12Х8ВФ, Х9М, 20Х5МЛ, 20Х5ВЛ, 20Х5ТЛ, 20Х8ВЛ |
|
М06 |
СЧ 12-28, СЧ 15-32, СЧ 18-36, СЧ 21-40, СЧ 24-44, СЧ 28-48, КЧ 38-8, КЧ 35-10, КЧ 37-12, КЧ 45-6, КЧ 50-4, ВЧ 60-2, ВЧ 38-17, ЧН1МШ, ЧН2Х |
|
М07 |
18Г2С, 10ГТ, 35ГС, 25Г2С, 32Г2Рпс, 80С, 20ХГ2Ц, 23Х2Г2Т, 22Х2Г2АЮ, 22Х2Г2Р, 20Х2Г2СР, 27ГС, 20ГС, 28С, Ст 5пc, Ст 5сп, 25Г2С, 35ГС |
|
M11 (W11) |
12X21Н5Т, 07Х16Н6, 08Х22Н6Т, 08Х21Н6М2Т, 08Х18Г8Н2Т, 10Х21Н6М2Л, 07Х13АГ20, 07Х13Н4АГ20, 10Х14Г14Н4Т, 03X17H14M3, 08Х17Н13М2Т, 10Х17Н13М3Т, 10Х17Н13М2Т, 08Х17Н15М3Т, 12Х18Н9Т, 03Х16Н9М2, 08Х16Н9М2, 08Х16Н1М3, 08X18Н9, 09X19H9, 10Х18Н9, 12Х18Н9, 04Х18Н10, 08Х18Н10, 06Х18Н10Т, 08Х18Н10Т, 12Х18Н10Т, 02X18Н11, 03Х18Н11, 12Х18Н12Т, 08Х18Н12Б, 03Х19АГ3Н10Т, 03Х20Н16АГ6, 03X21Н21М4ГБ, 10Х18Н9ТЛ, 10Х18Н12М3Л, 10Х18Н12М3ТЛ, 10Х18Н9Л, 20Х18Н9ТЛ, 12Х18Н9ТЛ, 12Х18Н12М3ТЛ |
|
M21 (W21) |
АД0, АД00, АД1, А99, А85, А5, А6, А7, А8, АМц |
|
M22 (W22) |
AМг1, АМг2, АМг3, АМг4, АМг5, АМг6 |
|
M23 (W23) |
Д20, АВ, АД31 |
|
M31 |
M1, M2, М3, М1р, М2р, М3р |
|
M32 |
Л63, Л68, ЛС59-1, ЛО62-1, ЛЖМц59-1-1 |
|
M33 |
МНЖ5-1, БС-3с, МНЖМц30-1-1, НЖМц28-2.5-1.5 |
|
M34 |
БрХ1, БрКМц3-1, БрАМц9-2, БрАЖНМц9-4-4-1, БрАНЖ7-4-2, БрАЖ9-4, БрАМцЖН8-10-3-2, БрАЖМц10-3-1.5, БрОФ6.5-0.15, АНМцЖ8.5-4-4-1.5, БрАЖНМц7-2.5-1.5-9, БрОЦ8-4, БрОФ8-0.3, БрОЦ10-2 |
|
М41 |
BTI-0, BTI-00, ПТ-IM, ВТ-6, ВТ-16, ВТ-28, ПТ3В, ПТ-7М, ОТ4-0, ВТ20, ВТ5-1, OT4-1, АТ2, ОТ4, ВТ4, ВТ3-1, ВТ-5, ВТ-8, ВТ-14 |
|
М51 |
ХН77ТЮ, ХН70ВМТЮ, ХН67ВМТЮ, ХН65МВ, ХН65МВУ, ХН78Т, ХН63МБ, Н70МФ-ВИ, ХН60МЮВТ, ХН75МВТЮ, ХН65ВЮТ, Х20Н80, Х15Н60 |
|
М61 |
ПЭ 80, ПЭ 100 |
|
М62 |
Сшитый полиэтилен (РЕ-Х) |
|
М63 |
Поливинилхлорид (PVC) |
|
М64 |
Полипропилен (РР) |
|
M00 |
Материалы, не вошедшие в обозначенные выше группы |
Таблица 3
Толщины контрольных сварных соединений и области распространения аттестации
|
Материалы |
Толщина, t, мм |
Область распространения |
|---|---|---|
|
Стали |
t ≤ 3 |
От t до 2t* |
|
3 < t ≤ 12 |
От 3 мм до 2t** |
|
|
t > 12 |
От 5 мм и выше |
|
|
Чугуны |
3 ≤ t ≥ 12 |
От 3 до 2t |
|
t ≥ 12 |
От 5 мм и выше |
|
|
Алюминий и его сплавы |
t ≤ 6 |
От 0,7t до 2,5t |
|
6 < t ≤ 15 |
6 < t ≤ 40*** |
|
|
Медь и ее сплавы |
t ≤ 3 |
От 0,7t до 2,5t* |
|
3 < t ≤ 10 |
От 3 мм до 2t** |
|
|
t > 10 |
От 10 мм и выше |
|
|
Титан и титановые сплавы |
t ≤ 6 |
От 0,7t до 2,5t |
|
6 < t ≤ 15 |
6 < t ≤ 40 |
|
|
Никель и никелевые сплавы |
t ≤ 3 |
От t до 2t |
|
3 < t ≤ 12 |
От 3 мм до 2t |
|
|
t > 12 |
От 5 мм и выше |
* При газовой сварке: t до 1,5t.
** При газовой сварке: от 3 мм до 1,5t.
*** При толщине деталей более 40 мм необходима отдельная аттестация, которая должна быть отмечена в аттестационном удостоверении и протоколе аттестации.
Таблица 4
Диаметры контрольных сварных соединений при сварке труб и области распространения аттестации
|
Материалы |
Диаметр, d, мм |
Область распространения, мм |
|---|---|---|
|
Стали |
d ≤ 25 |
Oт d до 2 d |
|
25 < d ≤ 150 |
От 0,5d (не менее 25 мм) до 2d |
|
|
d > 150 |
От 0,5d и выше |
|
|
Чугуны |
d ≥ 100 |
От 0,5d и выше |
|
Алюминий и его сплавы |
d ≤ 125 |
От 0,5d до 2d |
|
d > 125 |
От 0,5d и выше |
|
|
Медь и ее сплавы |
d ≤ 125 |
Oт 0,5d до 2d |
|
d > 125 |
От 0,5d и выше |
|
|
Титан и титановые сплавы |
d ≤ 125 |
От 0,5d до 2d |
|
d > 125 |
От 0,5d и выше |
|
|
Никель и никелевые сплавы |
d ≤ 25 |
От d до 2d |
|
25 < d ≤ 150 |
От 0,5d (не менее 25 мм) до 2d |
|
|
d > 150 |
От 0,5d и выше |
Примечание. d — наружный диаметр трубы.
Таблица 5
Типы и размеры контрольных сварных соединений* при аттестации на сварку изделий из полимерных материалов
|
Способ сварки |
Вид деталей |
Тип соединения |
Размеры** |
Область распространения |
||
|---|---|---|---|---|---|---|
|
Толщина, t, мм |
Диаметр, d, мм |
Толщина, t, мм |
Диаметр, d, мм |
|||
|
НИ |
Труба с трубой (Т + Т) |
СБ |
От 5 до 20 |
От 63 до 110 |
От 5 до 21 |
До 225 |
|
Св. 20 |
Св. 110 |
От t до 2t |
От 0,5d до 2d |
|||
|
Р*** |
От 2 до 4 |
От 20 до 90 |
От 0,5t до 1,5t |
От 0,5d до 2d |
||
|
Св. 4 |
От t и выше |
От 0,5d до 2d |
||||
|
Лист с листом (Л + Л) |
Н |
От 1 до 2,5 |
— |
От 1 до 5 |
— |
|
|
ЗН |
Муфта и труба (Т + М + Т) |
М |
Св. 3 |
От 20 до 110 |
От 3 до 14,6 |
От 20 до 225 |
|
Св. 10 |
Св. 225 |
От 0,7t и выше |
От 0,5d и выше |
|||
|
Седловый отвод и труба (О + Т) |
О |
Св. 3 |
От 63 до 110 |
От 3 до 14,6 |
От 20 до 225 |
|
|
Св. 10 |
Св. 225 |
От 0,7t и выше |
От 0,5d и выше |
|||
|
НГ |
Труба*** с листом (Т + Л) |
СБ |
От 1 до 2,5 |
Менее 90 |
От 1 до 1,5t |
От 0,5d до d |
|
CV |
От 5 до 8 |
От 63 до 315 |
От 5 до 1,5t |
От 0,5 до 2d |
||
|
СХ |
Св. 8 |
Св. 315 |
От 5 и выше |
От 0,5d и выше |
||
|
У |
Св. 5 |
Св. 90 |
От 0,5t и выше |
От 0,5d и выше |
||
|
Лист с листом (Л + Л) |
Н |
От 1 до 2,5 |
— |
От 1 до 1,5t |
— |
|
|
Э |
Труба*** с листом (Т + Л) |
CV; CX |
От 5 до 8 |
От 63 до 315 |
От 5 до l,5t |
От 0,5d до 2d |
|
Св. 8 |
Св. 315 |
От 5 и выше |
От 0,5d и выше |
|||
|
У |
Св. 5 |
Св. 90 |
От 0,5t и выше |
От 0,5d и выше |
||
|
Лист с листом (Л + Л) |
У; ТБ; TV; TX |
Св. 8 |
— |
От 0,5t и выше |
— |
* При аттестации на сварку трубопроводов систем газоснабжения диаметр и толщина контрольных сварных соединений не должны выходить за пределы размеров труб, допускаемых нормативной документацией для прокладки трубопроводов систем газоснабжения
** Рекомендуемые размеры контрольных сварных соединений приведены на рис. 7 — 11, прил. 22.
*** За исключением трубопроводов систем газоснабжения.
Таблица 6
Методы контроля и испытаний контрольных сварных соединений и наплавок
|
Метод контроля |
Стыковое соединение листов |
Стыковое соединение труб |
Угловое соединение |
Наплавка |
Соединение деталей с закладными нагревателями |
|---|---|---|---|---|---|
|
Визуальный и измерительный (ВИК) |
* |
* |
* |
* |
* |
|
Радиографический (РГК) |
*1 |
*1 |
*2 |
— |
— |
|
Ультразвуковой (УЗК) |
*3 |
*3 |
*4 |
*9 |
— |
|
Испытание на статический изгиб (сплющивание) |
*5 |
*5 |
— |
— |
*10 |
|
Испытание на излом |
*1 |
*1 |
*1; 8 |
— |
*11 |
|
Анализ макрошлифов (без полирования) |
— |
— |
*6 |
*6 |
— |
|
Магнитопорошковый (МПК)** или капиллярный (КК)** |
*7 |
*7 |
*7 |
*7 |
— |
|
Испытание на осевое растяжение |
*12 |
*12 |
— |
— |
— |
Обозначения:
* Контроль является обязательным, с учетом примечания;
** Для сварных соединений из полимерных материалов не применяют;
— Контроль не является обязательным.
Примечания: 1. Выполняют радиографический контроль или испытания на излом (прил. 11), но не оба метода контроля вместе.
Для сварных соединений из полимерных материалов радиографический контроль или испытания на излом не применяют.
2. Кроме контрольных угловых сварных соединений приварки труб (патрубков, штуцеров) к листам или трубам при номинальном внутреннем диаметре привариваемой трубы менее 30 мм и соединений вварки труб в трубные решетки; для сварных соединений из полимерных материалов не применяется.
3. Контроль выполняют в случаях, предусмотренных нормативными документами, указанными в заявке, взамен или в дополнение к радиографическому контролю, при этом испытания на излом не выполняют.
Для сварных стыковых соединений полиэтиленовых труб систем газоснабжения ультразвуковой контроль является обязательным.
4. Кроме контрольных сварных соединений при номинальном внутреннем диаметре привариваемой трубы (патрубка, штуцера) менее 100 мм, а также контрольных сварных соединений трубных решеток.
5. Контроль является обязательным для контрольных сварных соединений, выполненных газовой сваркой и сваркой плавящимся электродом в активных газах и смесях (прил. 10). Для сварных стыковых соединений полимерных материалов не применяется.
6. Испытаниям подлежат не менее 2 макрошлифов.
7. Контроль выполняют по решению аттестационной комиссии с учетом заявки на проведение аттестации.
8. Испытания выполняют для соединений листов.
9. Ультразвуковой контроль выполняют на отслоение наплавки.
10. Для сварных соединений полиэтиленовых труб трубопроводов систем газоснабжения, выполненных с помощью муфт с закладными нагревателями, обязательным является испытание на сплющивание.
11. Для сварных соединений седловых отводов полиэтиленовых труб трубопроводов систем газоснабжения обязательным является испытание на отрыв.
12. Для стыковых сварных соединений полиэтиленовых трубопроводов систем газоснабжения, выполненных сваркой нагретым инструментом, обязательным является испытание на осевое растяжение (прил. 12).
Таблица 7
Область распространения аттестации в зависимости от пространственного положения контрольного сварного соединения при сварке плавлением
|
Положения, в которых выполняется сварка |
Область распространения |
||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
Лист |
Труба |
||||||||||||||||||||
|
Стыковое соединение |
Тавровое соединение |
Стыковое соединение |
Тавровое соединение |
||||||||||||||||||
|
H1 |
Г |
В2 |
В1 |
П1 |
H1 |
Н2 |
В2 |
В1 |
П2 |
Н1 |
В2 |
В1 |
Г |
Н45 |
Н2 |
В2 |
В1 |
П2 |
Н45 |
||
|
Стыковое соединение листов |
Н1 |
* |
— |
— |
— |
— |
´ |
´ |
— |
— |
´´ |
— |
— |
— |
— |
´ |
— |
— |
— |
— |
|
|
Г |
´ |
* |
— |
— |
— |
´ |
´ |
— |
— |
— |
´´ |
— |
— |
´´ |
— |
´ |
— |
— |
— |
||
|
В2 |
— |
— |
* |
— |
— |
— |
— |
´ |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
B1 |
´ |
— |
— |
* |
— |
´ |
´ |
— |
´ |
— |
´´ |
— |
— |
— |
— |
´ |
— |
´ |
— |
— |
|
|
П1 |
´ |
´ |
— |
´ |
* |
´ |
´ |
— |
´ |
´ |
´´ |
— |
— |
— |
— |
´´ |
— |
´´ |
´´ |
— |
|
|
Тавровое соединение листов |
H1 |
— |
— |
— |
— |
— |
* |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
Н2 |
— |
— |
— |
— |
— |
´ |
* |
— |
— |
— |
— |
— |
— |
— |
— |
´ |
— |
— |
— |
||
|
В2 |
— |
— |
— |
— |
— |
— |
— |
* |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
В1 |
— |
— |
— |
— |
— |
´ |
´ |
— |
* |
— |
— |
— |
— |
— |
— |
´ |
— |
— |
— |
— |
|
|
П2 |
— |
— |
— |
— |
— |
´ |
* |
— |
´ |
* |
— |
— |
— |
— |
— |
´ |
— |
— |
´ |
— |
|
|
Стыковое соединение труб |
H1 |
´ |
— |
— |
— |
— |
´ |
´ |
— |
— |
— |
* |
— |
— |
— |
— |
´ |
— |
— |
— |
— |
|
В2 |
— |
— |
´ |
— |
— |
— |
— |
´ |
— |
— |
— |
* |
— |
— |
— |
— |
´ |
— |
— |
— |
|
|
В1 |
´ |
´ |
— |
´ |
´ |
´ |
´ |
— |
´ |
´ |
´ |
— |
* |
— |
— |
´ |
— |
´ |
´ |
— |
|
|
Г |
´ |
´ |
— |
´ |
´ |
´ |
´ |
— |
´ |
´ |
´ |
— |
— |
* |
— |
´ |
— |
— |
— |
— |
|
|
Н45 |
´ |
´ |
´´´ |
´ |
´ |
´ |
´ |
´´´ |
´ |
´ |
´ |
´´´ |
´ |
´ |
* |
´ |
´´´ |
´ |
´ |
´ |
|
|
Тавровое соединение труба + лист |
Н2 |
— |
— |
— |
— |
´ |
´ |
— |
— |
— |
— |
— |
— |
— |
* |
— |
— |
— |
— |
— |
|
|
В2 |
— |
— |
— |
— |
— |
— |
´ |
— |
— |
— |
— |
— |
— |
— |
* |
— |
— |
— |
— |
||
|
В1 |
— |
— |
— |
— |
— |
´ |
´ |
— |
´ |
´ |
— |
— |
— |
— |
— |
´ |
— |
* |
´ |
— |
|
|
П2 |
— |
— |
— |
— |
— |
´ |
´ |
— |
´ |
´ |
— |
— |
— |
— |
— |
´ |
— |
´ |
* |
— |
|
|
Н45 |
— |
— |
´´´ |
— |
— |
´ |
´ |
´´´ |
´ |
´ |
— |
´´´ |
— |
— |
— |
´ |
´´´ |
´ |
´ |
* |
Обозначения:
* Пространственное положение, в котором проводилась сварка контрольного сварного соединения;
´ Пространственное положение, на которое распространяется аттестация;
´´ При диаметре труб более 150 мм;
— Пространственное положение, на которое не распространяется аттестация;
´´´ Аттестация при сварке контрольного сварного соединения, выполненного в положении Н45 способом «сверху-вниз», распространяется только на положение В2.
Таблица 8
Область распространения аттестации в зависимости от способа формирования корня шва контрольного сварного соединения
|
Вид контрольного сварного соединения |
Область распространения |
||||
|---|---|---|---|---|---|
|
Односторонняя сварка (ос) |
Двусторонняя сварка (дс) |
||||
|
на подкладке (сп) |
без подкладки (бп) |
с зачисткой корня шва (зк) |
без зачистки корня шва (бз) |
||
|
Односторонняя сварка (ос) |
на подкладке (сп) |
* |
— |
´ |
— |
|
без подкладки (бп) |
´ |
* |
´ |
´ |
|
|
Двусторонняя сварка (дс) |
с зачисткой корня шва (зк) |
´ |
— |
* |
— |
|
без зачистки корня шва (бз): |
´ |
— |
´ |
* |
Обозначения:
* Вид контрольного сварного соединения;
´ Вид контрольного сварного соединения, на которое распространяются результаты аттестации;
— Вид контрольного сварного соединения, на которое не распространяются результаты аттестации.
Таблица 9
Область распространения аттестации в зависимости от группы основных материалов контрольных сварных соединений
|
Группа основного материала |
Область распространения |
|||||||
|---|---|---|---|---|---|---|---|---|
|
М01 |
М02 |
М03 |
М04 |
М05 |
М07 |
|||
|
М01 |
* |
— |
— |
— |
— |
— |
||
|
М02 |
´ |
* |
— |
— |
— |
— |
||
|
М03 |
´ |
— |
* |
— |
— |
´ |
||
|
М04 |
´ |
´ |
— |
* |
— |
— |
||
|
М05 |
´ |
´ |
´ |
— |
* |
— |
||
|
М07 |
´ |
— |
— |
— |
— |
* |
||
|
Алюминий и его сплавы |
М21 |
М22 |
М23 |
|||||
|
М21 |
* |
´ |
— |
|||||
|
М22 |
´ |
* |
— |
|||||
|
М23 |
´ |
´ |
* |
|||||
|
Медь и ее сплавы |
М31 |
М32 |
М33 |
М34 |
||||
|
М31 |
* |
— |
´ |
´ |
||||
|
М32 |
— |
* |
— |
— |
||||
|
М33 |
— |
— |
* |
´ |
||||
|
М34 |
— |
— |
´ |
* |
||||
Обозначения:
* Группа материала контрольного сварного соединения;
´ Группа материала, на которую распространяется результат аттестации;
— Группа материала, на которую не распространяется результат аттестации.
Примечания: 1. Марка присадочного материала по химическому составу должна соответствовать группе основного материала контрольного сварного соединения.
2. Аттестация на сварку сталей группы М07 по ГОСТ 5781 и 10884 более высокого класса прочности распространяется на сварку сталей низшего класса прочности в пределах группы М07 для типов сварных соединений и способов сварки по ГОСТ 14098.
Таблица 10
Область распространения аттестации для контрольных сварных соединений из различных материалов
|
Группа основного материала |
Аттестацию распространяют на сварку |
|---|---|
|
М02 |
М02 с М01 |
|
М03 |
М03 с М01 |
|
М03 с М07 |
|
|
М04 |
М04 с М01 |
|
М04 с М02 |
|
|
М05 |
М05 с М01 |
|
М05 с М02 |
|
|
М05 с М03 |
|
|
М07 |
М07 с М01 |
|
М22 |
М22 с М21 |
|
М23 |
М23 с М21 |
|
М23 с М22 |
|
|
М31 |
М31 с М33 |
|
М31 с М34 |
|
|
М33 |
М33 с М34 |
|
М34 |
М34 с М33 |
Примечание. При сварке изделий из материалов различных групп марка присадочного материала по химическому составу должна соответствовать группе основного материала контрольного соединения.
Таблица 11
Область распространения аттестации по сварке в зависимости от вида покрытия электродов
|
Вид покрытия |
Область распространения |
||||
|---|---|---|---|---|---|
|
А, РА |
Р, РБ, РЦ |
Б |
Ц |
П |
|
|
А, РА |
* |
— |
— |
— |
— |
|
Р, РБ, РЦ |
´ |
* |
— |
— |
— |
|
Б |
´ |
´ |
* |
— |
— |
|
Ц |
— |
— |
— |
* |
— |
|
П |
— |
— |
— |
— |
* |
Обозначения:
* Вид покрытия электродов, которые использованы при сварке контрольного сварного соединения;
´ Вид покрытия электродов, на который распространяется результат аттестации;
— Вид покрытия электродов, на который не распространяется результат аттестации.
Примечание. Для покрытия вида «П» результат аттестации действителен только для вида покрытия электрода, примененного при сварке контрольного сварного соединения.
Приложение 18
ФОРМА ЗАЯВКИ НА ПРОВЕДЕНИЕ АТТЕСТАЦИИ СПЕЦИАЛИСТА СВАРОЧНОГО ПРОИЗВОДСТВА
___________________________________________________________________________
(Наименование организации с указанием почтового адреса, телефона, факса)
Дата _______________
Аттестационная заявка № ________________
1. Общие сведения о специалисте
1.1. Фамилия, имя, отчество.
1.2. Год рождения.
1.3. Образование и специальность.
1.4. Учебное заведение (когда и что закончил, номер диплома).
1.5. Место работы.
1.6. Должность.
1.7. Стаж работы в области сварочного производства.
1.8. Переподготовка по сварочному производству (в каком учебном заведении, когда и номер документа).
1.9. Наличие уровня профессиональной подготовки.
1.10. Специальная подготовка (когда, где и номер документа).
2. Аттестационные требования:
2.1. Вид аттестации.
2.2. Направление производственной деятельности.
2.3. Уровень профессиональной подготовки, на который аттестуется специалист.
2.4. Наименование группы опасных технических устройств, подконтрольных Госгортехнадзору России.
Руководитель организации ___________________ ____________________
(подпись) (Ф. И. О.)
М.П.
Примечания: 1. Заявку оформляют в двух экземплярах. Один экземпляр передают в аттестационный центр, второй хранят на предприятии (организации), направившем специалиста на аттестацию.
2. Номер заявки указывает аттестационный центр.
3. При аттестации на руководство сварочными работами труб из полимерных материалов для газового оборудования указывают стаж работ по сварке трубопроводов систем газораспределения, в том числе стальных.
Приложение 19
ТРЕБОВАНИЯ К ЭКЗАМЕНАЦИОННЫМ ПРОГРАММАМ ПРИ АТТЕСТАЦИИ СПЕЦИАЛИСТОВ СВАРОЧНОГО ПРОИЗВОДСТВА
1. Экзаменационные программы должны быть разработаны отдельно для общего экзамена и для специальных экзаменов и быть дифференцированными в зависимости от уровня профессиональной подготовки специалиста.
2. Все экзаменационные программы должны иметь единую структуру и включать следующие разделы:
способы сварки и оборудование;
материалы и их поведение при сварке;
сварные конструкции и основные типы сварных соединений, элементы расчета;
организация производства сварочных работ и пути обеспечения качества, сертификация технологии, материалов, оборудования и персонала сварочного производства;
требования по безопасности проведения сварочных работ.
3. Программы общего экзамена должны включать преимущественно вопросы, относящиеся к теоретическим основам тех видов сварки, которые применяются в практической деятельности специалиста.
4. Программы специального экзамена должны быть отдельно разработаны применительно к конкретным группам опасных технических устройств. Программы должны учитывать требования нормативной документации и практический опыт производства сварочных работ, а также требования правил безопасности Госгортехнадзора России.
5. Программы специального экзамена должны охватывать все виды работ специалиста, руководство которыми он осуществляет (подготовка под сварку, сборка, подогрев, визуальный и измерительный контроль и др.).
6. Если выполнение сварочных работ при изготовлении, монтаже или ремонте опасных технических устройств регламентируется различной нормативной документацией, программы специального экзамена должны быть отдельно разработаны применительно к изготовлению, монтажу и ремонту этих устройств.
Приложение 20
ФОРМА ПРОТОКОЛА АТТЕСТАЦИИ СПЕЦИАЛИСТА СВАРОЧНОГО ПРОИЗВОДСТВА
__________________________________________________________________________
(Наименование аттестационного центра)
«УТВЕРЖДАЮ»
Руководитель
аттестационного центра
________ ___________
(подпись) (Ф. И. О.)
Дата «__» ________ 200_ г.
М.П.
ПРОТОКОЛ АТТЕСТАЦИИ СПЕЦИАЛИСТА СВАРОЧНОГО ПРОИЗВОДСТВА
№ _______________ от _____________
Состав аттестационной комиссии (фамилия, имя, отчество, уровень)
Председатель комиссии
Члены комиссии
1. _____________________________________ _________________________________
2. _____________________________________ _________________________________
3. _____________________________________ _________________________________
Представитель Госгортехнадзора России ______________________________________
Место проведения практического экзамена ____________________________________
__________________________________________________________________________
(реестровый № АЦ или АП)
Вид аттестации ____________________________________________________________
__________________________________________________________________________
1. Общие сведения об аттестуемом специалисте
1.1. Фамилия, имя, отчество _________________________________________________
1.2. Год рождения __________________________________________________________
1.3. Образование и специальность ____________________________________________
1.4. Место работы __________________________________________________________
1.5. Должность ____________________________________________________________
1.6. Стаж работы в области сварочного производства ____________________________
1.7. Переподготовка по сварочному производству _______________________________
__________________________________________________________________________
(в каком учебном заведении, когда и номер документа)
1.8. Наличие уровня профессиональной подготовки _____________________________
1.9. Специальная подготовка _________________________________________________
__________________________________________________________________________
(когда, где и номер документа)
1.10. Направление производственной деятельности _____________________________
__________________________________________________________________________
2. Данные об аттестации
2.1. Оценка теоретических знаний на общем экзамене ___________________________
2.2. Оценка знаний на специальном экзамене __________________________________
3. Заключение аттестационной комиссии
3.1. Присвоенный уровень ___________________________________________________
3.2. Допущен к _____________________________________________________________
__________________________________________________________________________
(направление производственной деятельности
__________________________________________________________________________
и наименования групп опасных технических устройств)
__________________________________________________________________________
__________________________________________________________________________
Председатель комиссии _____________________________________________ (Ф. И. О.)
(подпись)
Члены комиссии ___________________________________________________ (Ф. И. О.)
(подпись)
___________________________________________________ (Ф. И. О.)
(подпись)
Представитель Госгортехнадзора России ______________________________ (Ф. И. О.)
(подпись)
Удостоверение № ___________________ выдано ________________________________
(дата, подпись)
Примечания: 1. Протокол оформляют в двух экземплярах. Один экземпляр передают на предприятие (организацию), направившее специалиста на аттестацию, второй — в аттестационный центр.
2. Для представителей Госгортехнадзора России в составе аттестационной комиссии указывают наименование органа Госгортехнадзора России и должность представителя.
Приложение 21
ФОРМА АТТЕСТАЦИОННОГО УДОСТОВЕРЕНИЯ СПЕЦИАЛИСТА СВАРОЧНОГО ПРОИЗВОДСТВА
|
РОССИЙСКАЯ ФЕДЕРАЦИЯ RUSSIAN FEDERATION НАЦИОНАЛЬНЫЙ АТТЕСТАЦИОННЫЙ КОМИТЕТ ПО СВАРОЧНОМУ ПРОИЗВОДСТВУ (НАКС) NATIONAL ATTESTATION COMMITTEE ON WELDING PRACTICE (NACWP) Аттестационное удостоверение специалиста сварочного производства уровень __ (аттестованный _________)
Specialist In Welding Production Certificate |
стр. 2 Выдано ____________________________________ (наименование аттестационного центра) № ________________________________________ (номер аттестационного удостоверения) |
|
|
Фамилия ______________________ Surname Имя __________________________ First name Отчество ______________________ Middle name Год рождения __________________ Date of birth М.П. |
место для фотографии 3´4 |
|
стр. 3 № удостоверения Допущен к: ____________________________ (вид производственной деятельности _______________________________________ и наименования групп опасных технических _______________________________________ устройств) _______________________________________ Протокол № ______________ от ____________ Удостоверение действительно до ____________ Руководитель аттестационного центра _________ ______________________ (подпись) (Фамилия, И. О.) М.П. |
стр. 4 № (номер аттестационного удостоверения) Срок действия удостоверения продлен до _____________________________ На основании решения аттестационной комиссии _______________________________ Протокол № ___________ от _______________ Руководитель АЦ (подпись) Фамилия, И. О. М.П. Срок действия удостоверения продлен до _____________________________ На основании решения аттестационной комиссии _______________________________ Протокол № ___________ от _______________ Руководитель АЦ (подпись) Фамилия, И. О. М.П. |
Форма вкладыша к аттестационному удостоверению специалиста сварочного производства
|
стр. 2 РОССИЙСКАЯ ФЕДЕРАЦИЯ НАЦИОНАЛЬНЫЙ АТТЕСТАЦИОННЫЙ КОМИТЕТ ПО СВАРОЧНОМУ ПРОИЗВОДСТВУ (НАКС) ВКЛАДЫШ к аттестационному удостоверению специалиста сварочного производства ___ уровня (аттестованный ____________) _______________________________________ (Фамилия, И. О.) № ___________________________ к удостоверению _________________________ (Без удостоверения недействительно) |
стр. 3 № вкладыша Допущен к: _____________________________ (вид производственной деятельности, _______________________________________ наименования опасных технических устройств) _______________________________________ _______________________________________ Протокол № ____________ от ______________ Вкладыш действителен до окончания срока действия удостоверения. Руководитель аттестационного центра ____________ ____________________ (подпись, дата) (Фамилия, И. О.) М.П. |
Приложение 22

Рис. 1. Положения при сварке стыковых (а) и тавровых (б) соединений листов:
H1 — нижнее; Г — горизонтальное; Н2 — нижнее тавровых соединений; В1 — вертикальное (сварка снизу вверх); В2 — вертикальное (сварка сверху вниз); П1 — потолочное; П2 — потолочное тавровых соединений

Рис. 2. Положения при сварке стыковых (а) и угловых (б) соединений труб:
H1 — нижнее при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) с поворотом; Н2 — нижнее при вертикальном расположении оси трубы, привариваемой без поворота или с поворотом; В1 — переменное при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) без поворота (на подъем); В2 — переменное при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) без поворота (на спуск); Г — горизонтальное при вертикальном расположении осей труб, свариваемых без поворота или с поворотом; Н45 — переменное при наклонном расположении осей труб (трубы), свариваемых (привариваемой) без поворота; П2 — потолочное при вертикальном расположении оси трубы, привариваемой без поворота или с поворотом

Рис. 3. Размеры деталей для стыковых контрольных сварных соединений листов

Рис. 4. Размеры деталей для тавровых контрольных сварных соединений листов
При t ≥ 6 мм а ≤ 0,5t; при t < 6 мм 0,5t ≤ а ≤ (Z = 0,7t)

Рис. 5. Размеры деталей для стыковых контрольных сварных соединений металлических труб

Рис. 6. Размеры деталей для угловых контрольных сварных соединений труб между собой и труб с листами
При t ≥ 6 мм а ≤ 0,5t; при t < 6 мм 0,5t ≤ а ≤ (Z = 0,7t)

Рис. 7. Типы контрольных сварных соединений при сварке труб из полимерных материалов:
а — стыковое соединение; б — соединение муфтой; в — соединение седловым ответвлением

Рис. 8. Контрольное сварное соединение типа Р

Рис. 9. Контрольные сварные соединения типов V; X

Рис. 10. Контрольные сварные соединения типов ТБ; TV; TX

Рис. 11. Контрольное сварное соединение типа Н
СОДЕРЖАНИЕ
SDR полиэтиленовых труб обозначает
Бесконтактную экструзионную сварку целесообразно применять для соединения материалов толщиной до
Более пластичны в твердом состоянии
В зависимости от каких параметров выбирают температуру рабочей поверхности нагретого инструмента?
В зависимости от конструктивных, технологических, эксплуатационных и экономических требований соединения могут быть
В зависимости от надмолекулярной организации все полимеры можно разделить
В какой последовательности производят подготовку труб и деталей к сварке при сварке нагретым инструментом встык?
В какой последовательности производят сварку стыка нагретым инструментом?
В каком диапазоне используются низкочастотные колебания при сварке пластмасс вибротрением?
В каком состоянии осуществляется тепловая сварка полимеров, основанная на диффузии макромолекул?
В каком состоянии подается присадочный материал в зону сварки при экструзионной сварке?
В каком физическом состоянии аморфный полимер может претерпевать при деформации значительные относительные удлинения, а после снятия нагрузки сокращается до исходных размеров?
В каком физическом состоянии находится полиэтилен при изготовлении и сварке труб из него?
В каком физическом состоянии полимер приобретает способность необратимо течь под воздействием даже сравнительно небольших внешних воздействий?
В каком электромагнитном поле производится сварка ТВЧ пластмасс?
В полиэтилен в качестве стабилизатора добавляют
В соответствии с ГОСТ 16310-80 стыковые швы без разделки кромок выполняют при сварке пластмассовых листов и труб толщиной
В чем заключается основное отличие каландрования от вальцевания?
В чем заключается процесс неразъемного соединения однородных и разнородных материалов?
В чем проявляется «старение» полимеров?
В чем сущность сварки полимеров удаляемым нагретым инструментом?
Виды сварки, осуществляемые путем подвода электромагнитной энергии к свариваемым деталям, относят к классу
Виды сварки, при которых давление не играет существенной роли в образовании сварного соединения (например, сварка пламенем, нагретым газом или расплавом), относят к классу
Виды сварки, при которых неразъемное соединение образуется вследствие подвода тепловой энергии и приложения давления (например, сварка нагретым инструментом или нагретым закладным элементом), относят к классу
Виды сварки, при которых тепловая энергия генерируется внутри свариваемых деталей за счет превращения механической энергии, подведенной извне, в тепловую, относят к классу
Длина цепи макромолекулы линейного типа может достигать
Для аморфных полимеров известны три физических состояния, обусловленных температурой и гибкостью длинных цепных молекул
Для замедления старения в полимеры добавляют
Для каких атомов характера связь, обусловленная силами Ван-дер-Ваальса?
Для стыковой сварки труб нагретым инструментом труб с диаметром, отличным от максимального для используемого аппарата, следует использовать
Для чего служат добавки в пластмассах?
Для чего служат наполнители?
Для чего служат стабилизаторы в пластмассах?
До какой максимальной толщины пластмассовых листов стыковую сварку по ГОСТ 16310-80 проводят без зазора?
Если в реакции полимеризации участвует не один, а несколько видов мономеров, то полученные продукты называют
Из каких двух основных стадий состоит процесс сварки пластмасс вибротрением?
Из каких материалов изготавливается закладной нагревательный элемент, используемый в деталях с закладным электронагревателем?
Изготовление полимерных изделий методом экструзии – это
Из-за чего может быть увеличена концентрация напряжений в передаточной ультразвуковой сварке?
Интервал вязкотекучего состояния полиэтилена составляет
К какому виду пластмасс относятся трубы и соединительные детали из полиэтилена?
К какому классу относятся такие способы сварки полимеров, как экструзионная, нагретым газом?
К какому классу сварки относится сварка полимеров токами высокой частоты?
К чему приводит перегрев нагревателя при сварке полимеров нагретым инструментом?
К чему приводит превышение установленной температуры нагретого инструмента при сварке полиэтиленовых труб встык?
К чему приводит увеличение молекулярной массы полимера?
Как влияет солнечный свет на полиэтиленовые трубы?
Как делятся пластмассы по реакции на нагрев?
Как называется горелка, в которой горючий газ нагревает стенки змеевика, через который подается газ-теплоноситель, используемый для сварки?
Как называется горелка, которая работает по принципу вихревой системы смешения и сжигания газов в малом объеме камеры сгорания, что позволяет сваривать термопласты продуктами горения в смеси с воздухом?
Как оцениваются прочностные характеристики сварных соединений пластмасс?
Как подается в зону сварки присадочный материал при экструзионной сварке?
Как подразделяют клеи по характеру склеивания?
Как подразделяются клеи по термическим свойствам основы?
Как подразделяются клеи по условиям склеивания?
Какая средняя величина молекулярной массы у различных полимеров?
Какая температура газа должна быть установлена на выходе из сопла при сварке нагретым газом?
Какие вредные вещества выделяются при нагревании поливинилхлорида?
Какие вредные вещества выделяются при нагревании фторопластов?
Какие вредные вещества выделяются при плавлении полиэтилена?
Какие из этих полимеров имеют естественное происхождение?
Какие известны физические состояния термопастичных полимеров в зависимости от температуры?
Какие клеи относят к синтетическим термопластичным клеям?
Какие клеи относят к синтетическим термореактивным клеям?
Какие пластмассы называются термореактивными (ректопластами)?
Какие преимущества у сварки термопластов трением?
Какие связи возникают преимущественно при сварке пластмасс?
Какие технологические приемы используют для повышения производительности при сварке нагретым газом?
Какие технологические приемы используют для снижения напряжений и деформации в шве и околошовной зоне при сварке нагретым газом?
Какие требования предъявляются к остыванию сварного соединения после сварки пластмасс любым способом?
Какие требования предъявляются к свариваемым поверхностям при экструзионной сварке?
Какие факторы вызывают старение полимеров?
Какие факторы определяют прочность склеивания?
Каким образом может происходить взаимодействие макромолекул в зоне контакта свариваемых деталей при сварке пластмасс?
Каким образом целесообразно вводить тепло, необходимое для химической сварки пластмасс?
Каков порядок проведения операций при сварке нагретым инструментом?
Какова величина осадки при сварке пластмасс вибротрением?
Какова продолжительность при сварке вибротрением?
Какова прочность сварного соединения полиэтилена, выполненного сваркой нагретым газом?
Какова прочность сварного соединения полиэтилена, выполненного экструзионной сваркой?
Какова типичная окружная скорость вращения при сварке пластмасс трением?
Каково в контакте давление при сварке пластмасс вибротрением?
Каковы основные технологические параметры экструзионной сварки пластмасс?
Какое излучение может быть использовано для тепловой сварки пластмасс?
Какое физическое состояние аморфного полимера наблюдается при пониженных температурах?
Какой вид разделки кромок в ГОСТ 16310-80 позволяет значительно уменьшить объем присадочного материала, необходимого для заполнения шва, а также напряжения и деформации в сварном соединении пластмасс?
Какой вид сварного соединения пластмасс характеризуется наименьшей прочностью и наибольшими остаточными деформациями?
Какой из перечисленных способов сварки полимерных материалов образует грат в сварном соединении?
Какой метод прессования пластмасс применяют для изготовления изделий при повышенных требованиях к точности размеров?
Какой недостаток имеет сварка пластмасс ИК-излучением?
Какой параметр режима ультразвуковой сварки является определяющим?
Какой способ сварки основан на использовании тепловой энергии газа для разогрева свариваемых поверхностей и присадочного материала до вязкотекучего состояния?
Какой способ сварки отличается высокой производительностью, но неприменим для некоторых типов пластмасс (полиэтилена, полипропилена и т. д.), не имеющих в структуре диполей?
Какой способ сварки получил широкое распространение для соединения пластмассовых трубопроводов?
Какой способ сварки целесообразно применять для получения протяженных швов при соединении материалов достаточно большой толщины и не всегда целесообразно – для соединения пленочных материалов?
Какой способностью должен обладать полимерный материал, чтобы детали из него могли соединяться сваркой плавлением?
Какой теплоноситель обычно используют при сварке нагретым газом неответственных конструкций?
Какую длину имеют волны инфракрасного ИК-излучения, применяемого для сварки пластмасс?
На какие группы по плотности в зависимости от технологии получения подразделяется полиэтилен?
На какие основные группы делятся пластмассы?
На чем основано образование сварного соединения полиэтиленовых труб?
Назовите возможные армирующие материалы для полиэтиленовых труб.
Назовите основные параметры сварки полимеров нагретым инструментом (сварка оплавлением).
Наиболее простыми и экономичными способами сварки полимеров, характеризующимися достаточно высокими прочностными характеристиками соединения, являются
Нельзя сваривать токами высокой частоты
Одна из главных особенностей сварки пластмасс
Основные технологические параметры сварки пластмасс излучением
От каких факторов зависит время нагрева торцов труб при сварке встык нагретым инструментом?
От каких факторов зависит время охлаждения стыка при сварке встык нагретым инструментом?
От чего в большей степени зависит прочность при сварке пластмасс трением вращения?
От чего, как правило, зависит конструкция клеевого соединения?
Относительное перемещение макромолекул возможно благодаря их
Пластмассы, которые при нагревании приобретают пространственную структуру, необратимо теряя способность плавиться, называются
Пластмассы, у которых при нагревании и охлаждении существенно не изменяются свойства и строение, называются
Пленки какой толщины можно эффективно соединять сваркой ИК-излучением?
Пленочные упаковки, покрытия из полимеров сваривают
По каким механизмам может осуществляться дозирование вводимой энергии при ультразвуковой сварке пластмасс?
По каким признакам классифицируют клеи?
По каким признакам способы сварки пластмасс делятся на классы?
По реакции на нагрев пластмассы делятся
По степени готовности клеи бывают
По строению макромолекул полимеры делятся
По характеру передачи энергии к границе раздела и распределения ее по свариваемым поверхностям ультразвуковая сварка подразделяется на
Полимер какого вида изображен на рисунке?
Полиэтиленовые трубы производят в основном
Полиэтиленовые трубы, как правило, сваривают
Почему технологическая пауза при сварке полимеров нагретым инструментом должна быть минимальной?
При каком способе сварки пластмасс прочность сварных соединений приближается к прочности основного материала?
При сварке полимеров нагретым газом присадочный материал подается в зону сварки в виде
При ультразвуковой сварке пластмасс магнитострикционные преобразователи служат
Привод зажимов центратора в аппаратах для сварки нагретым инструментом бывает
Присадочный материал для сварки пластмасс, как правило, используют
Процесс образования неразъемного соединения элементов конструкции, основанный на взаимной диффузии или химическом взаимодействии макромолекул полимеров, в результате которых между соединяемыми поверхностями исчезает граница раздела, называется
Процесс образования соединения с межатомными связями путем нагрева соединяемых материалов ниже температуры их плавления, смачивания их припоем, затекания припоя в зазор и последующей его кристаллизации называется
Процесс получения неразъемного соединения деталей путем введения в технологический зазор между ними вещества, способного к отверждению, или путем растворения материала в зоне контакта заготовок с последующим соединением деталей называется
Процесс сварки полиэтиленовых труб деталями с закладным нагревателем заключается
Процесс создания неразъемного монолитного соединения посредством установления межатомных связей между соединяемыми частями за счет введения и термодинамически необратимого преобразования энергии и вещества в месте соединения называется
Процесс стеклования полимеров – это
Прочность сварных соединений при сварке полимерных пленок ИК-излучением составляет
Разновидности изготовления изделий из пластмасс методом прессования
Расставьте операции технологического процесса склеивания в порядке их выполнения.
Раструбная сварка пластмассовых труб относится к сварке
С какой целью при сварке полиэтиленовых труб нагретым инструментом встык необходимо прикладывать давление к торцам труб на этапе осадки?
С помощью чего производится активация свариваемых поверхностей для повышения энергии теплового движения макромолекул?
Свариваемость пластмасс повышают
Свариваемость полимеров зависит от
Сварка пластмасс с помощью инфракрасного излучения основана на превращении энергии
Сварка пластмасс трением основана
Сварка пластмасс ультразвуком относится к способам сварки
Сварка полимеров нагретым инструментом основана на
Сварка полимеров плавлением основана
Сварка расплавленной присадкой заключается в подаче на свариваемые поверхности термопласта
Сколько времени в среднем занимает цикл сварки трением (от момента соприкосновения деталей и до момента остановки относительного движения)?
Соединительные детали (тройники, отводы) из полиэтилена для трубопроводов, как правило, сваривают
Соединительные детали из полимеров (тройники, отводы) производят в основном
Способ сварки, основанный на использовании тепла расплава присадочного материала, подаваемого из нагревательного устройства в зону сварки, и передаче тепла соединяемым кромкам, называется
Способ сварки, основанный на образовании химических связей между полимерами, приведенными в контакт, либо в результате взаимодействия функциональных групп полимеров, либо с помощью присадочного материала, введенного в зону шва.
Способ сварки, основанный на способности термопластов и эластопластов при нагревании или в процессе набухания переходить в вязкотекучее состояние, при котором макромолекулы полимера могут свободно перемещаться в пограничных слоях в результате макроброуновского движения и диффундировать в полимер, находящийся в таком же состоянии.
Способ сварки, при котором мундштук экструдера касается кромок соединяемых деталей. За счет этого уменьшаются потери тепла в окружающую среду и осуществляется дополнительный подогрев кромок.
Способ сварки, при котором мундштук экструдера не контактирует со свариваемыми поверхностями, а устанавливается на определенном расстоянии от них, называется
Температурные режимы сварки пластмасс нагретым инструментом задают в интервале
Технологическая пауза при сварке полимеров нагретым инструментом – это
Типичным представителем линейного полимера является
Типичным представителем пространственного полимера является
Типичным представителем разветвленного полимера является
Укажите наиболее полное перечисление этапов, из которых состоит технология сварки нагретым инструментом.
Укажите физико-механическую характеристику полимера, которая в наибольшей степени характеризует его свариваемость
Химическая сварка пластмасс возможна
Химическая сварка пластмасс основана
Химическая сварка пластмасс является основным способом соединения
Химическая сварка термопластов с использованием присадочных материалов возможна при следующих условиях
Чем можно производить нагрев поверхностей при диффузионной сварке пластмасс?
Чем нагревают зеркало нагревательного инструмента при сварке полимеров нагретым инструментом?
Чем отличается процесс оплавления от процесса нагрева при сварке встык нагретым инструментом?
Что можно отнести к основным достоинствам способа химической сварки пластмасс?
Что можно отнести к основным недостаткам способа химической сварки пластмасс?
Что называется поликонденсацией?
Что называется полимеризацией?
Что называют гратом?
Что называют полимером?
Что называют склеиванием?
Что определяет прочность клеевого соединения?
Что способствует деструкции полимера при сварке нагретым инструментом?
Что является конечной задачей любой технологической операции создания неразъемного соединения?
Что является основным параметрами сварки пластмасс ИК-излучением?
Что является основным элементом установки для сварки пластмасс вибротрением?
Что является основными достоинствами процесса склеивания?
Что является основными достоинствами процесса склеивания?
Что является основными недостатками процесса склеивания?
Что является основными параметрами режима сварки плавлением пластмасс?
Что является технологическими особенностями сварки пластмасс вибротрением?
Экструзионная сварка заключается в том, что