 С этим файлом связано 1 файл(ов). Среди них: Евтихеев_ВИК_общий отработан..pdf.
С этим файлом связано 1 файл(ов). Среди них: Евтихеев_ВИК_общий отработан..pdf.
Показать все связанные файлы
Подборка по базе: акты протоколы выписки Карсакова.docx, Базовые криптографические протоколы.pdf, 1607407020_Контрольная работа Протоколы и интерфейсы.pdf, Методика Лускановой и протоколы.docx, Основные протоколы стека TCPIP.rtf, План, протоколы ШМО учителей ОБЖ и ФК 2021-2022.doc, Приложение протоколы.docx, _План, протоколы ШМО учителей ОБЖ и ФК 2021-2022 (1).doc, Менингококковая инфекция Клинические протоколы МЗ РК — 2019 Me, Иванов Е А Протоколы ВИК Практический экзамен Учебный центр.doc
ООО «АРЦ НК»
Ф.И.О._______________________________________________
ЗАДАНИЕ
НА ПРАКТИЧЕСКИЙ ЭКЗАМЕН ПО
ВИЗУАЛЬНОМУ И ИЗМЕРИТЕЛЬНОМУ КОНТРОЛЮ
1. Разработать технологическую карту визуального и измерительного контроля одного образца, исходные данные которого приведены под №1 в таблице ниже.
2. Проконтролировать три образца по технологической карте, разработанной по п.1 данного задания:
2.1. Оценить форму сварного шва по ГОСТ 16037-80/ГОСТ 5264-80/ГОСТ 14771-76 (нужное подчеркнуть);
2.2. Выполнить визуальный контроль образца (для внешней стороны шва и для корня шва)
2.3. Выполнить измерительный контроль.
2.4. Сравнить результаты ВИК с требованиями НД, указанными в последнем столбце таблицы.
2.5. Оформить акты контроля и дефектограммы по результатам контроля.
Исходные данные по трем образцам:
№
п/п
№
образца
Марка
материала
Размеры
образца
Тип
сварного
соединения
Способ
сварки
Нормы оценки, НД
1
№10 12Х18Н10Т
Ø =
57х3
С17
Р
(ручная дуговая)
ГОСТ 16037
РТМ 1с
2
№12
Ст 17ГС
Ø =76х4
С17
Р
(ручная дуговая
ГОСТ 16037
ГОСТ 32569
3
№8 09Г2С
S=13
С17
Р
(ручная дуговая)
ГОСТ 5264-80
ГОСТ 23118-2019 (высокий)
ТЕХНОЛОГИЧЕСКАЯ КАРТА
ВИЗУАЛЬНОГО И ИЗМЕРИТЕЛЬНОГО МЕТОДА КОНТРОЛЯ
(заполняется на один образец)
Наименование объекта
контроля:
Стыковое сварное соединение трубопровода №10
Цель контроля:
Выявление дефектов, оценка допустимости выявленных дефектов
Характеристики объекта
контроля:
Вид сварки:__Р (ручная дуговая)_____ Марка материала:___
12Х18Н10Т
____
Тип сварного соединения: ___С17____________ по ГОСТ__16037-80____________
Размеры образца:___Ø =57х3 ______________________________________________
Область применения объекта: п. 1 (Объекты котлонадзора)
Объем контроля:
100%
Нормативные документы, включая ссылки на НД, в которых установлены нормы оценки
качества:
ГОСТ 16037-80; РД 153-34.1-003-01 (РТМ-1с), ФНП №536
Требования к персоналу: Персонал должен быть аттестован не ниже II уровня, если осуществляет контроль
самостоятельно, или на I уровень квалификации в случае, если осуществляет работы под наблюдением специалиста
II/III уровня.
Оборудование:
Сведения о поверке/калибровке
Рулетка измерительная Holex № 86289-22
Св-во о поверке
Шаблон Ушерова-Маршака
Св-во о поверке
Универсальный шаблон сварщика УШС-3
Св-во о поверке
Штангенциркуль (ШЦ-I, ШЦ-II)
Св-во о поверке
Лупа измерительная
Св-во о поверке
Люксметр Яркомер ТКА-ПКМ
Св-во о поверке
Образцы шероховатости/ измеритель шероховатости
Св-во о поверке
Условия проведения контроля:
Способ освещения:___комбинированное____________________________________________________________
Освещенность:_____не менее 500 лк _______________________________________________________________
Максимальное расстояние до объекта контроля____600 мм____________________________________________
Угол обзора_____ более 30
0
к контролируемой поверхности __________________________________________
Качество зачистки контролируемой поверхности:
околошовная зона должна быть очищена от шлака, брызг металла,
ржавчины, окалины и других загрязнений, шероховатость должна быть не более Rz 80 мкм______________________
Программа контроля (последовательность действий), включая подготовку объекта к контролю, проверку
оборудования:
1. Подготовка к контролю:
1.1. Проконтролировать условия проведения ВИК (доступ к объекту, угол обзора; освещенность)
1.2. Проверить, что контролируемая зона на расстоянии не менее 20 мм в обе стороны от шва очищена от шлака,
брызг металла, масла, и других загрязнений, при этом шероховатость поверхности околошовной зоны не более Rz80
мкм.
1.3. Проверить работоспособность приборов.
2. Провести Визуальный и измерительный контроль:
2.1. Оценить форму шва по ГОСТ 16037 (ширину, высоту)
2.2. Провести внешний осмотр образца на (ФНП №536 п. 7.1 приложение 2):
— отсутствие (наличие) поверхностных трещин всех видов и направлений;
— отсутствие (наличие) на поверхности сварных соединений дефектов (пор, включений, скоплений пор и включений,
отслоений, прожогов, свищей, наплывов, усадочных раковин, подрезов, непроваров, брызг расплавленного металла,
западаний между валиками, грубой чешуйчатости, а также мест касания сварочной дугой поверхности основного
материала);
— отсутствие поверхностных дефектов в местах зачистки;
2.3. В выполненном сварном соединении измерениями необходимо контролировать (ФНП №536 п.7.2 приложение 2)
— размеры поверхностных дефектов (поры, включения и др.), выявленных при визуальном контроле;
— высоту и ширину шва, а также вогнутость и выпуклость обратной стороны шва в случае доступности обратной
стороны шва для контроля;
— высоту (глубину) углублений между валиками (западания межваликовые) и чешуйчатости поверхности шва;
2.4.Отметить дефектные места (маркировать дефектные участки поверхности).
3. Оценить качество по НД.
4. Оформить заключение по результатам ВИК.
Оценка качества образца/сварного соединения (Нормы браковки), включая геометрические параметры:
В левую часть таблицы выписываются все дефекты, которые нормируются НД по оценке качества сварного соединения (допустимые и недопустимые) для образца , на который заполняется технологическая карта.. В правую крайнюю часть таблицы записываются конкретные числовые значения допустимых значений размеров дефектов ( с учетом размерного показателя: (толщины или диаметра) , а не формулы.
Наименование дефекта
Условное обозначение
(при наличие)
Допустимое значение измеряемых параметров
РД 153-34.1-003-01 (РТМ-1с)
Ø =
57х3
трещины всех видов и
направлений;
непровары
(несплавления)
между
основным металлом и швом,
а также между валиками
шва; наплывы (натеки) и
брызги
металла;
незаваренные
кратеры;
свищи; прожоги; скопления
включений
Не допускаются
Западания
(углубления)
между
валиками
и
чешуйчатость поверхности
шва
≤ 1 мм
Одиночные включения
≤0,5 мм; на любые 100 мм шва не более 3 шт.
Подрезы основного металла
≤ 0,2*мм (* см. Примечание таб. 18.2)
смещение кромок
≤ 0,46 мм
отклонение
от
прямолинейности
≤ 3 мм
корень шва
непровар
глубиной ≤ 0,3 мм; длиной ≤ 32 мм
выпуклость корня шва
≤ 2 мм
вогнутость корня шва
≤ 0,8 мм
Требования к содержанию акта контроля:
По результатам контроля оформляется Акт, который включает следующую информацию:
наименование объекта контроля, марка стали, геометрические размеры; клеймо сварщика;
регламентирующие документы; выявленные дефекты; заключение о годности/ не годности;
уровень квалификации и № кв. удостоверения дефектоскописта, Ф.И.О. подпись.
Технологическую карту разработал
:_______________/________________________________/_____________/ подпись Ф.И.О. дата
ООО «АРЦ НК»
ДЕФЕКТОГРАММА Образец № __10___
1) Оценка геометрических параметров по нормативному документу
Эскиз конструктивных элементов сварного шва
Вывод:
Форма шва не соответствует
g
min
= 0,3 мм; e
min
= 11 мм; e
max
=
15 мм
НД: __ ГОСТ 16037-80________ Измеренные данные g
min
= 0,5 мм g
min
= 0,3 мм g
max
= 3 мм g
max
= 2 мм e
min
= 7 мм e
min
= 11 мм e
max
= 8 мм e
max
=
15 мм
2) Регистрация и оценка выявленных дефектов
№
Наименование дефекта Координата, мм
Измеренные значения дефекта(глубина/высота/диа метр/протяженность), мм
Допустимое значение по ГОСТ
23118-2019
(высокий), мм
Отметка о соответствии
1
западания
(углубления) между
валиками
и
чешуйчатость
10
h =1,2
h ≤ 1
не
соответствует
2
одиночное шлаковое
включение, пора
42
D = 2
≤ 0,5
не
соответствует
3
свищ
15
не нормируется
4
одиночное шлаковое
включение, пора
84
D = 1
≤ 0,5
не
соответствует
5
наплыв
15
не нормируется
6
непровар
0
L=14
не нормируется
7
выпуклость корня
шва
55
h =1,5
≤ 2
соответствует
8
непровар
35
L=20
не нормируется
Наружная сторона
Корень шва (при наличии доступа)
ТО
ТО
1 2
3 4
5 6
8 7
ООО «АРЦ НК»
АКТ № 1
от__10.09.___2022 г. выполнения визуального и измерительного контроля качества
1. Сведения об объекте контроля: №:___10__________, Размеры объекта: ____ Ø =
57х3
________,
Марка материала: __12Х18Н10Т_____, Условное обозначение св. соединения: ___С17_________,
Наименование документа (технология и нормы браковки)___________________________________
________ ГОСТ 16037-80; РД 153-34.1-003-01 (РТМ-1с)____________________________________
2. При контроле выявлены следующие дефекты: __________________________________________
____ форма шва не соответствует требованиям ГОСТ 16037-80 g
min
= 0,3 мм; e
min
= 11 мм;
e
max
= 15 мм_________________________________________________________________________
(указать характеристики дефектов (форма, размеры)
_________
западания (углубления) между валиками и чешуйчатость (h =1,2 мм);______________
одиночное шлаковое включение, пора (D = 2 мм; D = 1 мм); свищ; наплыв; непровар____________
3. Заключение по результатам визуального и измерительного контроля:
________________________________ не годен ___________________________________________
____________________________________________________________________________________
____________________________________________________________________________________
Контроль выполнил:________________________________________________________________
(Ф.И.О., подпись)
ООО «АРЦ НК»
ДЕФЕКТОГРАММА Образец № __12__
1) Оценка геометрических параметров по нормативному документу
Эскиз конструктивных элементов сварного шва
Вывод:
Форма шва не соответствует
e
max
= 12,5 мм
НД: __ ГОСТ 16037-80________ Измеренные данные g
min
= 0,5 мм g
min
= 1,5 мм g
max
= 3 мм g
max
= 3 мм e
min
= 8 мм e
min
= 9 мм e
max
= 10 мм e
max
=
12,5 мм
2) Регистрация и оценка выявленных дефектов
№
Наименование дефекта Координата, мм
Измеренные значения дефекта(глубина/высота/ диаметр/протяженность), мм
Допустимое значение по
ГОСТ 32569-2013 мм
Отметка о соответствии
1
пора, шлаковое
включение
44
L = 1; D = 1
L ≤ 1,2; D ≤ 0,6 не
соответствует
2
брызги металла
40
не нормируется
3
Западания (углубления)
между валиками и
чешуйчатость
поверхности шва
47
h = 0,5
не нормируется
4
брызги металла
24, 60
не нормируется
5
выпуклость корня
шва
50
h = 0,5
не нормируется
6
выпуклость корня
шва
53
h = 3
не нормируется
Наружная сторона
Корень шва (при наличие доступа)
ООО «АРЦ НК»
АКТ № 2
от__10.09.___2022 г. выполнения визуального и измерительного контроля качества
1. Сведения об объекте контроля: №:___12__________, Размеры объекта: __ Ø =76х4 ________,
Марка материала: ___Ст 17ГС______, Условное обозначение св. соединения: __С17__________,
Наименование документа (технология и нормы браковки)___ ГОСТ 16037-80;__________________
____ РД 153-34.1-003-01 (РТМ-1с)_______________________________________________________
2. При контроле выявлены следующие дефекты: ____ форма шва не соответствует___________
требованиям ГОСТ 16037-80 (e
max
= 12,5 мм )__________________________________________
_____________________________________________________________________________________
(указать характеристики дефектов (форма, размеры)
_____________________________________________________________________________________
_________ пора, шлаковое включение (D = 1 мм); выпуклость корня шва (h = 3 мм); Западания
(углубления) между валиками и чешуйчатость(h = 0,5); выпуклость корня шва (h = 3); брызги
металла_____________________________________________________________________________
3. Заключение по результатам визуального и измерительного контроля:
________________________________ не годен ___________________________________________
____________________________________________________________________________________
____________________________________________________________________________________
Контроль выполнил:________________________________________________________________
(Ф.И.О., подпись)
ООО «АРЦ НК»
ДЕФЕКТОГРАММА Образец № __8___
1) Оценка геометрических параметров по нормативному документу
Эскиз конструктивных элементов сварного шва
Вывод:
Форма шва не соответствует
g
min
= -0,8 мм; e
min
= 12 мм; e
max
= 15
мм
НД: ____ГОСТ 5264-80_______
Измеренные данные g
min
= 0 мм g
min
= -0,8 мм g
max
= 2,5 мм g
max
= 1 мм e
min
= 17 мм e
min
= 12 мм e
max
= 21 мм e
max
= 15
мм
2) Регистрация и оценка выявленных дефектов
№
Наименование дефекта Координата, мм
Измеренные значения дефекта(глубина/высота/диа метр/протяженность), мм
Допустимое значение по ГОСТ
23118-2019
(высокий), мм
Отметка о соответствии
1
подрез
75
h = 1
h ≤ 0,5
не соответствует
2
подрез
275
h = 1,5
h ≤ 0,5
не соответствует
3
непровар
285
h = 13; L = 17
не нормируется
4
превышение
выпуклости
70
h = 2
h ≤ 2,9
соответствует
5
непровар
0
h = 13; L = 10
не нормируется
6
утонение металла
145
L = 4
не нормируется
7
знаки
шлифовки
и
резки
250
L = 15
не нормируется
8
непровар
200
L = 7
не нормируется
9
превышение
выпуклости
h = 2
Не хватает размера ширины шва для
сравнения
10
подрез
60
h = 1
h ≤ 0,5
не соответствует
11
вогнутость корня
шва
14; 35, 100
h = 1; L=10; L=45;
L=40;
h ≤ 0,5
не соответствует
Наружная сторона
Корень шва (при наличие доступа)
ООО «АРЦ НК»
АКТ № 3
от__10.09____2022 г. выполнения визуального и измерительного контроля качества
1. Сведения об объекте контроля: №:_8____________, Размеры объекта: ____S = 13___________,
Марка материала: _____09Г2С______, Условное обозначение св. соединения: ___С17__________,
Наименование документа (технология и нормы браковки)____ГОСТ 5264-80;__________________
_______ГОСТ 23118-2019______________________________________________________________
2. При контроле выявлены следующие дефекты: __ форма шва не соответствует____________
требованиям ГОСТ 16037-80( g
min
= -0,8 мм; e
min
= 12 мм; e
max
= 15
мм)____________________
_____________________________________________________________________________________
(указать характеристики дефектов (форма, размеры)
_____________________________________________________________________________________
_____
подрез
h = 1; подрез
h = 1,5; непровар h = 13; L = 17; непровар h = 13; L = 10; утонение металла
;
знаки шлифовки и резки; непровар
L = 7; подрез
h = 1; Вогнутость корня шва
h = 1; L=10; L=45;________
L=40;
________________________________________________________________________________
_____________________________________________________________________________________
_____________________________________________________________________________________
_____________________________________________________________________________________
3. Заключение по результатам визуального и измерительного контроля:
________________________________ не годен ____________________________________________
____________________________________________________________________________________
____________________________________________________________________________________
Контроль выполнил:________________________________________________________________
(Ф.И.О., подпись)
ООО «АРЦ НК»
ПРОТОКОЛ ПРАКТИЧЕСКОГО ЭКЗАМЕНА
№
__________________
Ф.И.О.
Место работы
Должность
Метод НК: ВИК
П
ОДПИСЬ ЭКЗАМЕНУЕМОГО
_
Д
АТА
Критерий
%
Критерий
%
1 5
2 6
3 7
4 8
Таблица заполняется согласно перечню критериев оценки результатов практического экзамена
О
ЦЕНКА
%
Э
КЗАМЕНАЦИОННАЯ
КОМИССИЯ
Н.П. Калиниченко
А.Н. Калиниченко
1.
ТЕХНОЛОГИЧЕСКАЯ
КАРТА
ВИЗУАЛЬНОГО И
ИЗМЕРИТЕЛЬНОГО
МЕТОДА КОНТРОЛЯ
2.
Независимый орган по аттестации персонала № НОАП-0023
ООО «АРЦ НК»
Ф.И.О._______________________________________________
ЗАДАНИЕ
НА ПРАКТИЧЕСКИЙ ЭКЗАМЕН ПО
ВИЗУАЛЬНОМУ И ИЗМЕРИТЕЛЬНОМУ КОНТРОЛЮ
1. Разработать технологическую карту визуального и измерительного контроля в соответствии с требованиями
РД 03-606-03 одного образца, исходные данные которого приведены ниже.
2. Проконтролировать три образца по технологической карте, разработанной по п.1 данного задания:
2.1. Оценить форму сварного шва по ГОСТ 16037-80/ГОСТ 5264-80/ГОСТ 14771-76 (нужное подчеркнуть);
2.2. Выполнить визуальный контроль образца (для внешней стороны шва и для корня шва)
2.3. Выполнить измерительный контроль.
2.4. Сравнить результаты ВИК с требованиями НД, указанными в последнем столбце таблицы.
2.5. Оформить акты контроля и дефектограммы по результатам контроля.
Исходные данные по трем образцам:
№
п/п
1
2
3
№
образца
2
Марка
материала
Ст17ГС
Размеры
образца
Ø 220Х7
Тип
сварного
соединения
С 17
Способ
сварки
Нормы оценки, НД
РД
(ручная
дуговая)
РД 03-606-03
ГОСТ 16037-80
РД 153-34.1-003-01 (РТМ-1с)
РД
ручная
дуговая
С 17
ГОСТ 16037-80 (трубы)
С 17
ГОСТ 5264-80 (пластины)
УП
Полуавтоматическая
сварка
С 21
С 25
ГОСТ 14771-76
3.
ТЕХНОЛОГИЧЕСКАЯ КАРТА
ВИЗУАЛЬНОГО И ИЗМЕРИТЕЛЬНОГО МЕТОДА
КОНТРОЛЯ
Наименование объекта
контроля:
Стыковое сварное соединение трубопровода № 2
Цель контроля:
Выявление дефектов, оценка допустимости выявленных дефектов
Характеристики объекта
контроля:
Вид сварки: РД (ручная дуговая)
Тип сварного соединения:
С 17
Марка материала: Ст17ГС
по ГОСТ 16037-80
Размеры образца: Ø 220Х7
Область применения объекта:
Объем контроля:
п. 1 (Объекты котлонадзора)
100 %
Нормативные документы, включая ссылки на НД, в которых установлены нормы оценки качества:
РД 03-606-03; ГОСТ 16037-80; РД 153-34.1-003-01 (РТМ-1с)
Требования к персоналу: Персонал должен быть аттестован по ПБ 03-440-02 не ниже II уровня, если
осуществляет контроль самостоятельно, или на I уровень квалификации в случае, если осуществляет
работы под наблюдением специалиста II/III уровня.
4.
Оборудование:
Сведения о поверке/калибровке
Линейка металлическая
Штангенциркуль (ШЦ-I, ШЦ-II)
Универсальный шаблон сварщика УШС-3 (УШС-4)
Лупа измерительная
Люксметр Яркомер ТКА-ПКМ
Образцы шероховатости/ измеритель шероховатости
Св-во о калибровки
Св-во о калибровки
Св-во о калибровки
Св-во о калибровки
Св-во о поверке
Св-во о калибровки
Способ освещения:
комбинированное
Освещенность: не менее 500 лк
(Ефакт = 820 лк )
Максимальное расстояние до объекта контроля
600 мм
Угол обзора:
более 300 к контролируемой поверхности
Качество зачистки контролируемой поверхности:
околошовная зона должна быть очищена от шлака,
брызг металла, ржавчины, окалины и других загрязнений, шероховатость должна быть не
менее Rz 80 мкм
5.
Программа контроля (последовательность действий), включая подготовку объекта к контролю, проверку
оборудования:
1.Подготовка к контролю:
1.1. Проконтролировать условия проведения ВИК (доступ к объекту, угол обзора; освещенность)
1.2. Проверить, что контролируемая зона на расстоянии не менее 20 мм в обе стороны от шва очищена от
шлака, брызг металла, масла, и других загрязнений, при этом шероховатость поверхности околошовной зоны не
более Rz80 мкм.
1.3. Проверить работоспособность приборов.
2. Провести Визуальный и измерительный контроль:
2.1. Оценить форму шва по ГОСТ 16037 (ширину, высоту)
2.2.Провести внешний осмотр образца на: (РД 03-606-03 п. 6.5.3)
— отсутствие (наличие) поверхностных трещин всех видов и направлений;
— отсутствие (наличие) на поверхности сварных соединений дефектов (пор, включений, скоплений пор и
включений, отслоений, прожогов, свищей, наплывов, усадочных раковин, подрезов, непроваров, брызг
расплавленного металла, западаний между валиками, грубой чешуйчатости, а также мест касания сварочной
дугой поверхности основного материала);
— отсутствие поверхностных дефектов в местах зачистки;
— качество зачистки поверхности сварного соединения изделия (сварного шва и прилегающих участков основного
металла) под последующий контроль неразрушающими методами (в случае, если такой контроль предусмотрен
ПТД);
— наличие маркировки (клеймения) шва и правильность ее выполнения.
6.
Программа контроля (последовательность действий), включая подготовку объекта к контролю, проверку
оборудования:
2.3. В выполненном сварном соединении измерениями необходимо контролировать (РД 03-606-03 п. 6.5.4)
— размеры поверхностных дефектов (поры, включения и др.), выявленных при визуальном контроле;
— высоту и ширину шва, а также вогнутость и выпуклость обратной стороны шва в случае
доступности обратной стороны шва для контроля;
— высоту (глубину) углублений между валиками (западания межваликовые) и чешуйчатости
поверхности шва;
— подрезы (глубину и длину) основного металла;
— отсутствие непроваров (за исключением конструктивных непроваров) с наружной и внутренней
стороны шва;
— размеры катета углового шва;
— отсутствие переломов осей сваренных цилиндрических элементов.
2.4.Отметить дефектные места (маркировать дефектные участки поверхности).
3. Оценить качество по НД.
4. Оформить заключение по результатам ВИК.
7.
Оценка качества образца/сварного соединения (Нормы браковки), включая геометрические параметры:
Условное
Наименование дефекта
обозначение
Допустимое значение измеряемых параметров (мм)
все дефекты, которые регламентируются по НД
для конкретного объекта
(при наличие)
РД 153-34.1-003-01 (РТМ-1с)
Ø 220 Х 7
трещины всех видов и направлений;
непровары (несплавления) между основным
металлом и швом, а также между валиками
шва; наплывы (натеки) и брызги металла;
незаваренные кратеры; свищи; прожоги;
скопления включений (п. 18.3.4.)
Западания (углубления) между валиками и
чешуйчатость поверхности шва
Одиночные включения
Подрезы основного металла
смещение кромок
отклонение от прямолинейности
корень шва
непровар
выпуклость корня шва
вогнутость корня шва
Не допускаются
табл. 18.2 <1,5
табл. 18.2 <1,0 ; на любые 100 мм шва не более 5 шт.
табл. 18.2 <0,2* (* см. Примечание таб. 18.2)
п. 6.2.5 <0,54
<3
табл. 18.6 20 % внутреннего периметра (конкретное значение !!!)
табл. 18.8 <2,5
табл. 18.9 <1,2
Требования к оформлению результатов контроля:
По результатам контроля оформляется Акт, который включает следующую информацию: наименование
объекта контроля, марка стали, геометрические размеры; клеймо сварщика; регламентирующие документы;
выявленные дефекты; заключение о годности/ не годности; уровень квалификации и № кв. удостоверения
дефектоскописта, Ф.И.О. подпись. И др.
8.
ДЕФЕКТОГРАММА
Оценка геометрических параметров по нормативному документу
Эскиз конструктивных элементов
сварного шва
НД: ГОСТ 16037-80
Вывод:
Форма шва соответствует / не соответствует
(указать цифровые значения)
Измеренные данные
gmin = 0,5
gmin =
gmax =3
gmax =
emin = 12
emin =
emax = 15
emax =
ГОСТ 16037-80
Условное
обозначение
сварного
соединения
Конструктивные элементы и размеры
подготовленных кромок
свариваемых деталей
сварного шва
Спосо s – s1
b
с
e
g
б
Номин Пред. Номин Пред. Номин Пред. Номин Пред.
сварки
.
откл.
.
откл.
.
откл.
.
откл.
ЗП;
ЗН;
Р;
Г
С17
ЗП;
ЗН;
Р
3
4
5
6
7
8
10
12
14
16
18
20
1,0
0,5
+0,5
+0,5
1,5
2,0
+1,0
+1,5
1,0
1,5
±0,5
7
8
9
11
12
13
16
18
21
23
26
28
+2
1,5
+1,5
-1,0
2,0
+2,0
-1,5
+3
+4
+6
9.
ДЕФЕКТОГРАММА
1) Оценка геометрических параметров по нормативному документу
Эскиз конструктивных элементов
сварного шва
НД: ГОСТ 5264-80
Вывод:
Форма шва соответствует / не соответствует
(указать цифровые значения)
Измеренные данные
gmin = 0
gmin =
gmax =2,5
gmax =
emin = 17,0
emin =
emax = 21,0
emax =
ГОСТ 5264-80
Конструктивные элементы
Условное
обозначение
сварного соединения
С17
подготовленных кромок
свариваемых деталей
сварного шва
e
s = s1
Номин.
От 3 до 5
Св.5 до 8
Св.8 до 11
Св.11 до 14
Св.14 до 17
Св.17 до 20
Св.20 до 24
Св.24 до 28
Св.28 до 32
Св.32 до 36
Св.36 до 40
Св.49 до 44
Св.44 до 48
Св.48 до 52
Св.52 до 56
Св.56 до 60
8
12
16
19
22
26
30
34
38
42
47
52
54
56
60
65
g
Пред.
откл.
Номин.
Пред.
откл.
+1,5
-0,5
2
3
+2,0
-0,5
0,5
4
10.
ДЕФЕКТОГРАММА
1) Оценка геометрических параметров по нормативному документу
Эскиз конструктивных элементов
сварного шва
НД: ГОСТ 14771-76
gmin = 6
gmax = 10
emin = 1
emax = 2
g 1 min = 6
g 1 max =10
e 1 min = 6
e 1 max = 10
Вывод:
Форма шва соответствует / не соответствует
(указать цифровые значения)
Условное
обозначение
сварного
соединения
Конструктивные элементы
подготовленных
кромок свариваемых
шва сварного соединения
деталей
Измеренные данные
gmin =
gmax =
emin =
emax =
g 1 min =
g 1 max =
e 1 min =
e 1 max =
ГОСТ 14771-76
b
Способ
сварки
s = s1
3,0 — 3,5
3,8 — 4,5
ИНп
ИП
С21
УП
5,0 — 5,5
6,0
7,0 — 8,0
9,0 — 10,0
3,0 — 4,0
4,5 — 7,0
8 — 11
12 — 14
16 — 18
20 — 22
24 — 26
28 — 30
32 — 36
Номин
.
1,0
2
c
Пред.
откл.
±1
+1
-2
Номи
н.
1,0
2
e
Пред.
откл.
±1
+1
-2
Номин.
6
7
8
10
12
14
6
8
10
13
16
20
24
28
32
g
Пред.
откл.
e1 ± 2
Номин.
g1
Пред.
откл.
Номин.
Пред.
откл.
,
град ±
2°
±1
+ 0,5
— 1,0
6
0,5
+ 0,5
30
1,0
±2
+1
1,0
+ 1,0
8
±3
20
2,0
±4
10
+1
— 2,0
2,0
± 1,0
11.
ДЕФЕКТОГРАММА
1) Оценка геометрических параметров по нормативному документу
Эскиз конструктивных элементов
сварного шва
НД: ГОСТ 14771-76
Вывод:
Форма шва соответствует / не соответствует
(указать цифровые значения)
Измеренные данные
gmin = 0
gmin =
gmax =2
gmax =
emin = 5
emin =
emax = 9
emax =
ГОСТ 14771-76
Условное
обозначение
сварного
соединения
Конструктивные элементы
подготовленных кромок
свариваемых деталей
шва сварного соединения
b
Способ
сварки
ИНп
С25
ИП, УП
s = s1
6-9
10 – 12
14 — 16
18 — 20
6-9
10 — 12
14 — 16
18 — 20
22 — 28
30 — 36
38 — 45
48 — 53
56 — 60
63 — 70
75 — 80
85 — 90
95 — 100
105 — 110
120
Номин.
1
2,0
c
Пред.
откл.
±1
+1
-2
Номин.
1
2,0
e
Пред.
откл.
±1
+ 1,0
— 2,0
Номин.
7
9
12
15
6
8
10
12
15
18
20
24
28
32
36
40
44
48
52
g
Пред. откл.
Номин.
,
Пред. откл. град ± 2°
30
±2
1
±1
±3
20
±4
±5
±6
2
+1
-2
12.
Регистрация и оценка выявленных дефектов
Наружная сторона
1
Корень шва (при наличие доступа)
2
3
4
ТО
Наименование
контролируемого
параметра
№
1
2
3
4
5
подрез
кратер
чешуйчатость
вогнутость
непровар
…
…
5
ТО
Координата,
мм
30
100
150
55
145
Измеренные значения
параметра
(глубина/высота/диаметр/
протяженность), мм
h max = 0,7
h max = 0,7
1,5
23
Допустимый параметр,
мм
(по РД 153-34.1-003-01 )
0,2
не допускается
1,5
1,2
20
Отметка о соответствии
не соответствует
не соответствует
соответствует
не соответствует
не соответствует
13.
АКТ № 1
1. Сведения об объекте контроля: №
2
, Размеры объекта:
Ø 220 Х 7
Марка материала: Ст17ГС , Условное обозначение св. соединения:
С 17
Наименование документа (технология и нормы браковки)
ГОСТ 16037
РД 03-606-03, РД 153-34.1-003-01
2. При контроле выявлены следующие дефекты:
форма
шва
не
соответствует
требованиям ГОСТ 16037 (указать цифровые значения g и e);
(указать характеристики дефектов (форма, размеры)
перечислить недопустимые дефекты с цифровыми значениями
подрез 0,7 мм, кратер, вогнутость 1,5 мм, непровар 23мм
3. Заключение по результатам визуального и измерительного контроля:
не годен
Пример технологической карты по визуальному и измерительному контролю
Главная
—
Блог
—Пример технологической карты по визуальному и измерительному контролю

Технологические карты должны включать в себя следующую информацию:
- наименование объектов контроля, на которые распространяется документ;
- метод (вид) НК;
- характеристики элементов объектов контроля (номенклатура, типоразмеры, материал), которые должны быть проконтролированы;
- характеристики выявляемых отклонений (дефектов, несоответствий);
- чувствительность контроля (при необходимости);
- объем и периодичность контроля (при необходимости);
- порядок проведения (конкретизировать порядок) НК;
- требования к выполнению работ по НК;
- требования к применяемым средствам НК;
- нормы оценки (критерии технического состояния) объектов контроля или ссылки на документы, содержащие нормы оценки (критерии технического состояния) объектов контроля;
- требования к исполнителям;
- требования к оформлению результатов НК;
- требования по обеспечению безопасности проведения НК.
Технологические карты должны быть разработаны для всех объектов, контролем качества которых занимается ЛНК.
Скачать пример №1 ТК-У-ВИК-06-0014 технологические трубопроводы 13-20.pdf
Скачать пример №2 ТК-У-ВИК-06-0012 технологические трубопроводы 3-12.pdf
Скачать пример №3 ТК-У-ВИК-06-0004 ВИК св.шов 13-20.pdf
Скачать пример №4 ТК-У-ВИК-06-0006 ВИК Поверхность трубы.pdf
Товары
Ультразвуковые дефектоскопы
22
Дефектоскопы на фазированных решётках
2
Системы контроля 100% тела трубы
1
Контроль арматуры железобетонных изделий
1
Ультразвуковой контроль
1
ПОРЯДОК ПРОВЕДЕНИЯ РАБОТЫ:
-
Ознакомиться с набором ВИК (присвойте порядковый номер каждому инструменту по рисунку и таблицу 1 оформить в тетради).
-
Ознакомиться с теоретической частью работы (п. 2 выделенное жирным записать, зарисовать схему ВИК).
-
Рассмотреть и описать сварной шов детали, внешним осмотром определить наружный дефект (по вариантам). Зарисовать внешний вид шва и обнаруженный на нем дефекты. Результаты занести в таблицу 2.
-
Ознакомиться с документом в приложении.
ЛПЗ № 1: ВИЗУАЛЬНО-ИЗМЕРИТЕЛЬНЫЙ КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ.
ЦЕЛИ: познакомиться с набором ВИК, ознакомиться с порядком выполнения ВИК сварного соединения согласно РД03-606-03.
ОБОРУДОВАНИЕ И МАТЕРИАЛЛЫ:
-
Набор для визуального и измерительного контроля сварных швов;
-
Фото опытных образцов.
ХОД РАБОТЫ:
-
Познакомимся с набором ВИК.
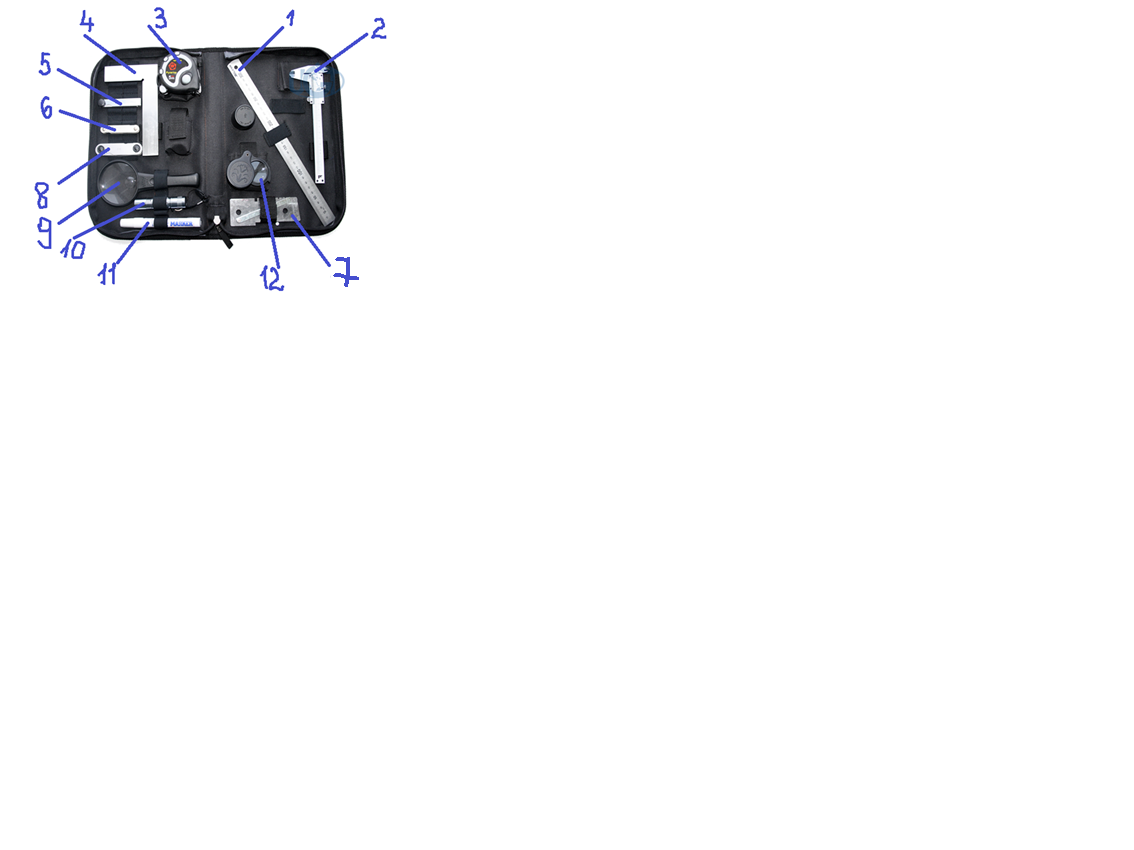
Рис. 1 Набор для ВИК
Таблица 1
|
№ п/п |
Наименование |
|
Рулетка с металлической лентой 3м. ГОСТ 7502-89 |
|
|
Штангенциркуль ШЦ-1-125-0,1 (ШЦ-1-150-0,1) |
|
|
Универсальный шаблон сварщика УШС-3 |
|
|
Набор шаблонов радиусных |
|
|
Набор шаблонов резьб |
|
|
Линейка металлическая Л-300 ГОСТ 427-75 |
|
|
Угольник слесарный 90о по ГОСТ 3749-77 |
|
|
Набор щупов № 4 |
|
|
Лупа 10-х измерительная (0,1 мм) без подсветки |
|
|
Лупа 4-х просмотровая в металлической оправе с ручкой |
|
|
Маркер несмываемый по металлу |
|
|
Фонарик (в комплекте с батарейками типа «АА» — 2 шт.) |
-
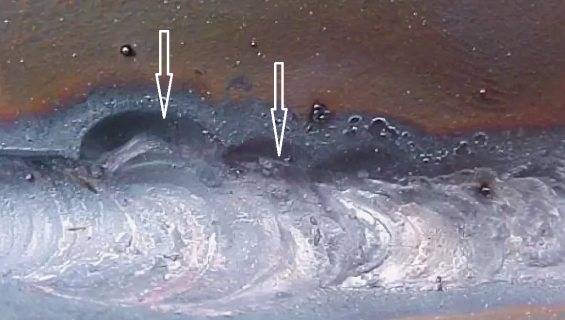
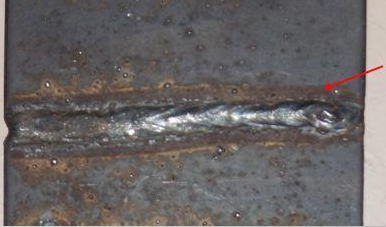
Теоретические основы ВИК. Внешний осмотр и обмеры сварных швов, наиболее простые и наиболее распространенные способы контроля качества сварки. Этими видами контроля подвергаются все сварные швы независимо от того, какие испытания будут в дальнейшем.
Внешним осмотром сварных швов выявляют наружные дефекты: непровары, наплывы, прожоги, подрезы, наружные трещины и поры, смещение свариваемых кромок деталей и т.д.
Дефекты швов осматривают как невооруженным глазом, так и с применением лупы с увеличением до 10 раз.
Различные отклонения от установленных норм и технических требований, которые ухудшают работоспособность сварных конструкций, называются дефектами сварных соединений. Они уменьшают прочность сварных швов и могут привести к разрушению сварных соединений.
Все дефекты могут быть разделены на три основные группы:
-
дефекты формы и размеров сварных швов;
-
наружные и внутренние дефекты;
-
дефекты микроструктуры.
Наиболее частыми дефектами формы и размеров швов являются неравномерная ширина и высота шва, бугристость, седловины, перетяжки (рис. №2).
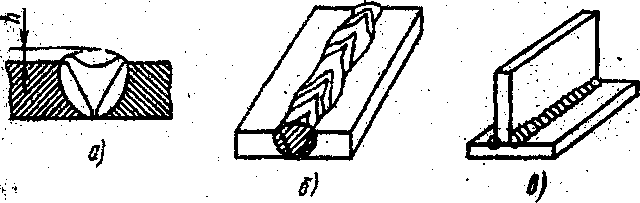
Рис. 2. Дефекты формы и размеров шва: а-неравномерность шва, б-неравномерность ширины стыкового шва, в — неравномерность по длине катета углового шва.
Эти дефекты снижают прочность и ухудшают внешний вид шва. Причинами их образования являются колебания напряжения в сети, неравномерная скорость сварки, неправильный угол наклона электрода, протекание жидкого металла в зазоры и т. д.
Наружные и внутренние дефекты. Сюда относятся наплывы, подрезы, прожоги, непровары, трещины, шлаковые включения и газовые поры.
Наплывы — образуются в результате жидкого металла на кромки холодного основного металла. Они могут быть местными, в виде отдельных застывших капель, а так же иметь значительную протяженность вдоль шва.
Причинами образования наплывов является большой сварочный ток, слишком длинная дуга, неправильный наклон электрода.
В местах наплывов часто выявляются непровары, трещины и другие дефекты.
Подрезы — представляют собой продолговатые углубления (канавки) образовавшиеся в основном металле вдоль края шва.
Они образуются в результате большого сварочного тока и длинной дуги т.к. при этом возрастает ширина шва, и сильнее оплавляются кромки. Подрезы приводят к ослаблению сечения основного металла и могут быть причиной разрушения сварного соединения.
Прожоги — это сквозное проплавление основного или наплавленного металла. Причинами могут быть большой зазор между кромками, плохой подгон кромок, грейферный сварочный ток при небольших скоростях сварки.
Непроваром называется несплавление основного металла с наплавленным Причинами образования непроваров являются плохая зачистка металла от окалины ржавчины, грязи, малый зазор, недостаточный сварочный ток, большая скорость сварки и т. д.
а)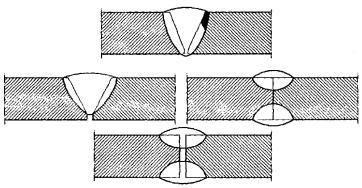 б)
б) 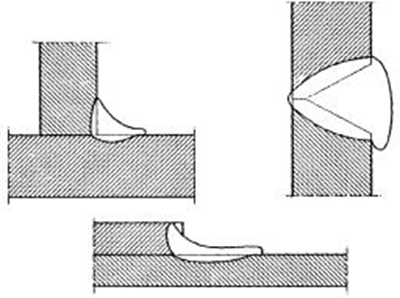
в)
г)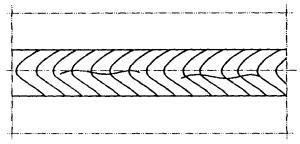
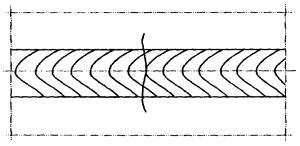
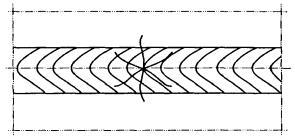
Рис. 3. Дефекты микроструктуры в швах: а) – непровары, б) – наплывы, в) – поры, г) – трещины.
Трещины — так же как и не провары являются наиболее опасными дефектам сварных швов. Они могут возникать как в самом шве, в околошовной зоне располагаться вдоль и поперек шва.
На образование трещин влияет повышенное содержание углерода способствующее закалки, а также серы и фосфора. Сера увеличивает склонность к образованию горячих трещин, фосфор — холодных.
Шлаковые включения образуются в результате плохой зачистки кромок о окалины, ржавчины, грязи. Форма их различная: от сферической до игольчатой.
Шлаковые включения ослабляют сечение шва и уменьшают его прочность.
Газовые поры появляются в сварных швах вследствие быстрого охлаждения Газы не успевают выйти наружу и остаются в виде пузырьков (пор).
Пористость шва и размер отдельных пор зависит от того, как долго сварочная ванна находится в жидком состоянии. Газовые поры могут распределяться отдельными группами в виде цепочки или пустотой — они ослабляют сечение шва и уменьшают его прочность.
Для выполнения контроля должен быть обеспечен достаточный обзор для глаз специалиста. Подлежащая контролю поверхность должна рассматриваться под углом более 30° к плоскости объекта контроля и с расстояния до 600 мм (рис. 4).
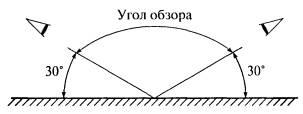
Рис. 4. Условия визуального контроля
-
Заполним таблицу 2 (по вариантам в скобках написан номер по порядку по рапортичке).
Таблица 2
|
№ варианта |
Эскиз |
Вид дефекта |
Возможные причины образования дефектов |
|
1 (1-3) |
|
||
|
2 (4-6) |
|
||
|
3 (7-9) |
|
||
|
4 (10-12) |
|
||
|
5 (13-15) |
|
||
|
6 (16-18) |
|
||
|
7 (19-21) |
|
||
|
8 (22-23) |
|
||
|
9 (24-25) |
|







-
Ознакомьтесь с АКТом проведения ВИК (ПРИЛОЖЕНИЕ 1).
ВЫВОД:
Литература:
1. Овчинников В. В. Контроль качества сварных соединений – М: Aкадемия, 2009.
2. Овчинников В. В. Лабораторный практикум. Контроль качества сварных соединений – М: Aкадемия, 2009.
Контрольные вопросы:
Какие дефекты выявляют внешним осмотром?
Подготовка сварного соединения для внешнего осмотра.
Согласно какой нормативной документации проводят контроль ВИК?
Причины появления наружных дефектов в сварных швах?
ПРИЛОЖЕНИЕ 1
АКТ № ________ от _______
визуального и измерительного контроля
1.В соответствии с наряд-заказом (заявкой)
(номер )
выполнен ____________________________________________________________ (указать вид контроля -визуальный, измерительный)
Контроль_____________________________________________________________ (наименование и размеры контролируемого объекта,
_____________________________________________________________________
шифр документации, ТУ, чертежа, номер объекта контроля)
Контроль выполнен согласно______________________________________________
наименование и (или) шифр технической документации
Оценка качества согласно _________________________________________________
наименование и (или) шифр технической документации
Протокол измерений
Схема измерений
Размеры
Заключение
2. При контроле выявлены следующие дефекты__________________________________ характеристика дефектов ____________________________________________________________________________
____________________________________________________________________________
3. Заключение по результатам визуального и измерительного контроля
____________________________________________________________________________
Контроль выполнил _______________________________________________________
(уровень квалификации, N квалификационного удостоверения) (ФИО)
Руководитель работ по визуальному и измерительному контролю ________________
(уровень , N удостоверения) (ФИО)
Предложите, как улучшить StudyLib
(Для жалоб на нарушения авторских прав, используйте
другую форму
)
Ваш е-мэйл
Заполните, если хотите получить ответ
Оцените наш проект
1
2
3
4
5
Технологическая карта визуального и измерительного контроля (Технологическая карта по ВИК)
Технологическая карта визуального и измерительного контроля – далее Карта ВиК, разрабатывается аттестованным специалистом по неразрушающему контролю II и III – уровней.
Необходимость Карты ВиК в том, чтобы у специалиста, который осуществляет контроль сварных стыков, были перед глазами предельно-допустимые нормы по объекту контроля.
Контролировать объект может специалист по ВиК I-уровня, но подписывать заключение по ВиК может специалист II и III – уровней.
Подписывать заключение по ВиК должны два специалиста!
В Карте ВиК указывается:
- по какому нормативному документу идет оценка годности,
- условия проведения контроля,
- перечень дефектов, допустимость которых устанавливается после проведения визуально-измерительного контроля,
- размеры, которые следует контролировать при измерительном контроле,
- средства контроля или измерения,
- перечень недопустимых дефектов.
Подписывает Карту ВиК специалист аттестованный в установленном порядке по визуальному контролю не ниже II – уровня.
Пример технологической карты визуального и измерительного контроля.
Скачать форму технологической карты по визуальному и измерительному контролю.
Скачать пример технологической карты по визуальному и измерительному контролю.
Мы можем разработать следующие технологические карты по объектам Ростехнадзора.
- Котельное оборудование (КО),
- Газовое оборудование (ГО),
- Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств (ОХНВП),
- Нефтегазодобывающее оборудование (НГДО),
- Строительные конструкции (СК).
Перечень технологических Карт ВиК:
- Технологическая карта визуального и измерительного контроля по оборудованию работающего под давлением,
- Технологическая карта визуального и измерительного контроля по трубопроводам пара и горячей воды,
- Технологическая карта визуального и измерительного контроля по технологическим трубопроводам,
- Технологическая карта визуального и измерительного контроля по внутренним, наружным металлическим газопроводам,
- Технологическая карта визуального и измерительного контроля по газопроводам из неметаллических материалов,
- Технологическая карта визуального и измерительного контроля по магистральным газопроводам,
- Технологическая карта визуального и измерительного контроля по строительным металлическим конструкциям,
- Технологическая карта визуального и измерительного контроля по сосудам, работающим под давлением.
Если Вам необходимо разработать технологическую карту визуального и измерительного контроля, напишите нам info@zibon.ru.
Необходимые данные для разработки карт ВиК:
- Наименование объекта,
- Нормативный документ, для определения к какой категории относится объект,
- Материал объекта контроля,
- Узел сварки,
- Типоразмер объекта контроля.
Ваша Заявка в кротчайшие сроки будет рассмотрена, будет определена стоимость и сроки выполнения.

-
#1
Добрый день.
Хочу САМОСТОЯТЕЛЬНО, как физическое лицо, дистанционно выучиться и аттестоваться на ВИК 2 уровень по нескольким группам. Имею НАКС 2 уровень. Подскажите АВТОРИТЕТНЫЙ Аттестационный Центр, пожалуйста.
И если не сложно, основополагающие Нормативные Документы. Самообучаюсь.
Работаю Производителем работ.
СПАСИБО, тем, КТО, уделить внимание и время.
-
#2
Добрый день.
Хочу САМОСТОЯТЕЛЬНО, как физическое лицо, дистанционно выучиться и аттестоваться на ВИК 2 уровень по нескольким группам. Имею НАКС 2 уровень. Подскажите АВТОРИТЕТНЫЙ Аттестационный Центр, пожалуйста.
И если не сложно, основополагающие Нормативные Документы. Самообучаюсь.
Работаю Производителем работ.
СПАСИБО, тем, КТО, уделить внимание и время.
НУЦ «Качество»
-
#3
Злые Вы, сейчас почти любой Учебно-аттестационный центр корочку выпишет по фотографии и платёжке….
-
#4
Добрый день.
Хочу САМОСТОЯТЕЛЬНО, как физическое лицо, дистанционно выучиться и аттестоваться на ВИК 2 уровень по нескольким группам. Имею НАКС 2 уровень. Подскажите АВТОРИТЕТНЫЙ Аттестационный Центр, пожалуйста.
И если не сложно, основополагающие Нормативные Документы. Самообучаюсь.
Работаю Производителем работ.
СПАСИБО, тем, КТО, уделить внимание и время.
1. А оно Вам зачем (аттестация на 2ой уровень)?
2. Может сразу 3ий уровень?
3. В какой отрасли работы производите и для кого (внутри предприятия или для заказчика)?
4. А Вы к хирургу или к стоматологу пойдете, если узнаете что он дистанционно учился, на компьютере практический экзамен сдавал?
dea135
Дефектоскопист всея Руси
-
#5
Хочу САМОСТОЯТЕЛЬНО, как физическое лицо, дистанционно выучиться и аттестоваться на ВИК 2 уровень по нескольким группам. Имею НАКС 2 уровень. Подскажите АВТОРИТЕТНЫЙ Аттестационный Центр, пожалуйста.
И если не сложно, основополагающие Нормативные Документы. Самообучаюсь.
Работаю Производителем работ.
СПАСИБО, тем, КТО, уделить внимание и время.
это вообще не сложно. не сложно потому, что ВИК никаким методом неразрушающего контроля не является, это просто недоразумение. это по существу вопроса, а корочки в любом сертификационном центре можно получить. корочки они для формы или так- «пока живут на свете дураки».
в ВИК нет никакого базового содержания, поэтому особенно учиться нечему. вот в других методах НК есть базовое содержание заключающееся в физике самого метода, в технике использования приборной базы, в интерпретации результатов. на изучение и освоение этого уходит не один год. в ВИК нет никаких сложных приборов, например, измерение шаблоном сварщика нельзя отнести к сложным технологическим процедурам.
тем не менее, визуальный контроль один из самых информативных. это потому, что зрением мы все владеем от природы и дополнительной учебы в этом обычно не требуется. требуется умение интерпретировать увиденное или умение смотреть туда куда надо, а не просто по сторонам. этому ВИК не учит, этому учит практика технических осмотров и нужно быть просто технически грамотным специалистом в той области, которую вы исследуете. учиться здесь тоже есть чему, но это совсем не ВИК и в каждой технической области свои знания.
dea135
Дефектоскопист всея Руси
-
#6
4. А Вы к хирургу или к стоматологу пойдете, если узнаете что он дистанционно учился, на компьютере практический экзамен сдавал?
многие после хирургов как раз идут к тем, кто даже дистанционно не учился. не скажу что это правильно, но, говорят, что некоторым помогает. на одного реально лечащего куча шарлатанов. в принципе также, как и в официальной медицине, а если посмотреть шире, то не только в медицине, в НК похожая ситуация.
так о чем я? мне кажется, что не пациент должен выяснять квалификацию, в большинстве случаев он все одно в этом не разберется. система или механизм должен работать так- квалифицированных специалистов продвигать вверх, а менее квалифицированных вниз. умение создать и отладить такой механизм и отличает уровень обществ. где-то вам хочется жить, а где-то отдыхать.
-
#7
Спасибо. За мнения. Работаю на заказчика. Ответственный за сварочные работы. НАКС 2-й уровень, разные группы. Есть понимание, опыт, стаж, а вот официально ВИК нет. Так-то хочу для себя и для «скворцов» молодых из Стройконтроля,Без опыта начитаются атласов и вершков нахватаются и следуют неправомерные замечания. Объекты в разных отраслях, от Т/Т и м/к до КСМ. С большим удовольствием познаю НД в новых сферах(СП, СТО, РД…). Мне это интересно. А буду в реестре, так на равных с СК и разными подобиями технадзоров.
Спасибо всем. Не пожалел, что тут зарегистрировался. И это не последние вопросы.
Своих Женщин с Праздником!
-
#8
Для самостоятельного изучения могу порекомендовать:
1. «Неразрушающий контроль» Справочник в 8 томах под общей редакцией В.В. Клюева. 1 т. (Для глубокого изучения)
2. Бигус Г. А. и другие авторы «Визуально измерительный контроль». (Кратко и по делу).
3. РД 03-606-03 (Отменено, но адекватной замены пока нет).
Желаю удачи.
-
#9
Большое спасибо. Удачи вам в вашей интересной работе.
-
#10
Есть понимание, опыт, стаж, а вот официально ВИК нет.
Если Вы официально не будете давать заключение о пригодности сварных соединений, то на мой взгляд 2ой уровень Вам не нужен…
А если…
и для «скворцов» молодых из Стройконтроля,Без опыта начитаются атласов и вершков нахватаются и следуют неправомерные замечания….
то им нужны понимание, знания и опыт, а не Вам 2ой уровень, тем более, что если у них официально 2ой уровень есть, то Вам нужен 3ий
-
#11
и следуют неправомерные замечания
письменные?
-
#12
Если Вы официально не будете давать заключение о пригодности сварных соединений, то на мой взгляд 2ой уровень Вам не нужен…
А если…то им нужны понимание, знания и опыт, а не Вам 2ой уровень, тем более, что если у них официально 2ой уровень есть, то Вам нужен 3ий
А можно уточнить один момент? Вот имея 3й уровень как именно я могу сказать левому проверяльщику со 2м уровнем «Ты не прав» (в случае если он реально неправ)? На что сослаться? Если его контраргумент будет что-то типа «И ЧЁ? Я ПРЕДСТАВИТЕЛЬ ЗАКАЗЧИКА И ЗНАЧИТ ПРАВ».
В моей деятельности подобное к несчастью не такая уж и редкость, приходится идти на крайние меры и обращаться за разъяснениями в ГМО. Только ответы от них имеют для этих проверяльщиков какой-то вес.
-
#13
в ВИК нет никакого базового содержания, поэтому особенно учиться нечему. вот в других методах НК есть базовое содержание заключающееся в физике самого метода, в технике использования приборной базы, в интерпретации результатов. на изучение и освоение этого уходит не один год. в ВИК нет никаких сложных приборов, например, измерение шаблоном сварщика нельзя отнести к сложным технологическим процедурам.
Уважаемый а к примеру — метод оптических струн вы тоже у УШС приравняете???
-
#14
Замер шероховатости тоже органолиптическим методом будем проводить или все же будем оборудование использовать?

Колян2
Дефектоскопист всея Руси
-
#15
Замер шероховатости тоже органолиптическим методом будем проводить или все же будем оборудование использовать?
Уважаемый! И это тоже не возбраняется.Про образцы сравнения слышать не доводилось?
-
#16
Уважаемый! И это тоже не возбраняется.Про образцы сравнения слышать не доводилось?
Про наборы образцов различающееся не только по Ra/Rz но и по способу обработки (строгание, фрезерование точение и тд )? не не слышал)
Колян2
Дефектоскопист всея Руси
-
#17
Про наборы образцов различающееся не только по Ra/Rz но и по способу обработки (строгание, фрезерование точение и тд )? не не слышал)
Грустно…
dea135
Дефектоскопист всея Руси
-
#18
Уважаемый а к примеру — метод оптических струн вы тоже у УШС приравняете???
вы говорите да не заговаривайтесь. во-первых, надо разбираться сначала, а потом вопросы задавать. вот почитайте про оптический метод контроля и сравните его с ВИК. ну и поймете, что ВИК к оптическому методу контроля никак не относится.
а то, что есть много сложных оптических устройств это известно и у них разные цветовые пространства, динамические диапазоны и много всякого другого, даже теодолитом надо учиться работать. а вот для шаблона сварщика достаточно 20 минутного курса.
Последнее редактирование: Четверг в 19:12
dea135
Дефектоскопист всея Руси
-
#19
А можно уточнить один момент? Вот имея 3й уровень как именно я могу сказать левому проверяльщику со 2м уровнем «Ты не прав» (в случае если он реально неправ)? На что сослаться?
а ни на что. у меня таких случаев за последние время, скажем так, не один. фактически почти любой дубль выявляет швы не отвечающие требованиям сертификатов (это тоже понятно почему). у завода изготовителя всегда подход такой- не верим, у нас есть свой протокол и вот там все ок! мы против этого противоядие выработали- вскрытие и визуальное наблюдение всеми заинтересованными сторонами, но так в УЗК, а в ВИК дело сложное не все так «очевидно».
dea135
Дефектоскопист всея Руси
-
#20
Уважаемый а к примеру — метод оптических струн вы тоже у УШС приравняете???
вот чувствую, что слово «Уважаемый» вы писали без внутреннего пиетета.