Накс сварка видео уроки

Сварка труб для аттестации НАКС. Часть 1 (1/3)

НАКС. Процедура аттестации сварщиков и специалистов сварочного производства

СЕКРЕТЫ СВАРЩИКОВ КОТОРЫЕ НУЖНО ЗНАТЬ!!!Тонкости сварки под 45 градусов
Нужна регистрация для бесплатного обучения
Как сдать экзамен сварщику на аттестацию НАКС (подготовка)
17.07.2017
И
Комментариев нет
224
В этой серии видео я в теории расскажу и на практике покажу, как сдать экзамен в НАКС.

Меня зовут Виталий я газоэлектросварщик и монтажник инженерных систем, на своем канале я провожу уроки даже не уроки, а делюсь своими знаниями и опытом по газоэлектросварочным работам, и другим санитарно-техническим работам, а также рассказываю все что знаю про инженерные системы.
Последние сообщения
Статьи
Главная
›
Новости
Сварка накс видео
Опубликовано: 09.04.2016


Сварка труб для аттестации НАКС. Часть 1 (1/3)

Сварка труб для аттестации НАКС. Часть 3 (3/3)

Полуавтоматическая сварка под контроль для аттестации НАКС

Сварка труб для аттестации НАКС. Часть 2 (2/3)

Аттестация НАКС (сварка корня, зачистка корня, облицовка, итог)

Как сдать экзамен сварщику на аттестацию НАКС (подготовка)

Нанимателям сварщиков НАКС

Как начинающему сварщику варить корень шва под просвет

Сварка горизонтального шва на просвет (сварка корня шва)

Как получить аттестацию НАКС (фаска, прихватка, зачистка прихваток)

Сварка корня шва под просвет подробно

Сварка корня трубы,аргон.

Сварка пластин под ультразвук для начинающих сварщиков (нижнее положение)

сварка газопровода ДУ 1020..

Наглядная сварка трубы во всех положениях

Сварка вертикального шва с зазором

Сварка облицовочного шва под просвет подробно

Аттестация по НАКС в Самаре

Сварка труб на магистрали

Сварка полуавтоматом горизонатльное и потолочное соединение
Прихватка катушки подробно

Удостоверение сварщика НАКС, строительное удостоверение, аттестация ИТР, удостоверения строительные,

Сварка потолочного шва трубы для начинающих

Как варить трубы небольшого диаметра за два прохода

Сварка трубопроводов. Дефект сварного шва. Сварка корня шва.

Сварка потолочного шва под ультразвук

Рвём сварные швы Aurora для Газпрома

Начинающим сварщикам. Сварка труб малого диаметра. Урок №2.

Сварщик под водой или подводная сварка

Сварка. Сварщики за Работой. Сварка Труб. Футажи для видеомонтажа

Полуавтоматическая сварка фланца

Сварка труб без отрыва за один проход

Сварка вертикального шва или как варить вертикал

Экзамен на аттестацию НАКС газосваркой

Сварка труб для чайников Ч.2 (2/5)

Сварка трубы 800ки стенка 35

Учимся варить трубы без отрыва.

Сварка потолочного шва

Полуавтоматы SKYWAY. НАКС даёт добро

Сварщик должен об этом знать

Сварка труб для чайников

Сварка толстых пластин с разделкой кромок (вертикальное положение)

Сварка потолочного шва с зазором

Сварка нержавейки, качество сварного шва !!!

Предлагаю услуги квалифицированного сварщика №1))) Есть сертификаты НАКС

Как варить неповоротной шов без отрыва

Как просто и быстро варить трубы начинающим сварщикам

Сварка потолочных швов

Как варить облицовочный шов под просвет
- Дюбель для теплоизоляции
- Ламинат. Его виды и преимущества использования
- Компания Геосистема Плюс
- Промышленные светильники: виды и особенности
- Преимущества свечей из пчелиного воска
- КРУН 10 кв наружной установки
- Торговая марка Шаговита проводит акции до 40% на детскую обувь
- Преимущества размещения рекламы на бигбордах
- Стеллажи от компании АкваМарин в Самаре
- Вино
- Пoдpoбнee тyт
- Типы направляющих винтов, применение, производство и установка
- Ламинат из Польши от компании Ламинат Профи
- Как выбрать детскую обувь?
- 3 вещи, которые следует учесть при покупке сейфа для оружия
- 8
- 9
- отделка балкона
- Вино
Получение НАКС – подготовка, экзамены
В наши нелегкие времена найти приличную работу достаточно сложно. Это касается всех сфер рабочей деятельности, независимо от отрасли и региона нахождения предприятия. Одной из востребованных рабочих специальностей является сварщик. Однако, на хорошие места с достойными зарплатами просто так с улицы людей не берут. Признаком профессионализма и хорошего уровня является удостоверение НАКС, имея его на руках устроиться гораздо проще на любую работу. Давайте рассмотрим все эти моменты более подробно.
Содержание
- 1 Что такое НАКС
- 2 Как проходит сдача экзамена
- 3 Состав аттестационной комиссии
- 4 Подготовка к экзаменам
- 5 Документы, подтверждающие сдачу экзаменов
- 6 Срок действия документа
- 7 Переаттестация и продление удостоверения
- 8 Небольшое заключение
Что такое НАКС
Буквально НАКС расшифровывается как «Национальное агентство контроля сварки». Занимается не только аттестацией и контролем за деятельностью и работой сварщиков, но и целых производств, особенно в опасных сферах производства. Так, например, без удостоверения получить работу сварщика в нефтегазовых месторождениях практически нереально.
Как проходит сдача экзамена
Процедура аттестации проходит довольно сложно и включает в себя сдачу трех экзаменов:
- Изначально сдача начинается с практической работы. Если кандидат не сдает его с первого раза, то повторно может быть допущен к экзамену только после дополнительного обучения. Срок повторной попытки тоже ограничен – не раньше, чем через месяц после первого раза. Как видно из названия экзамена, это практическая работа, которая может быть самой разнообразной – от сварки двух труб до изготовления сложной конструкции. Оценивается не скорость, а качество работы. Какими являются швы, причем внутренний шов тоже тестируется, наличие окалин, каверн и прочего.
- На общем экзамене вопросы задаются по теории сварочных работ, как правильно выполняются и подготавливаются различные типы сварочных соединений.
- Специальный экзамен включает в себя практическое задание, которое идет с уклоном в ту сферу, в которой будет продолжаться работа экзаменуемого. Допускается возможность сдачи на несколько направлений специального задания.
Сдача экзамена на категорию может быть выполнена на все территории РФ, в специальных аттестационных пунктах, так сказать «филиалов» НАКС, которые есть во многих крупных городах.
Всего на данный момент можно получить четыре уровня аттестации. Изначально, при удачной сдаче экзаменов, присваивается первый разряд, который можно со временем повысить. Срок действия аттестата – 4 года, с подтверждением после 2-х лет, и затем через каждый год. По окончании срока действия удостоверение меняется на новое.
Состав аттестационной комиссии
Состав комиссии, которая будет принимать у Вас практику и теорию, оговорен в нормативных документах агентства контроля и включает в себя следующих экзаменаторов:
- Обязательно – представитель Ростехнадзора;
- Специалисты сварочного производства, которые имеют удостоверения НАКС не ниже 2-го уровня и прошедшие дополнительное обучение для приема экзаменов и проведения обучающих лекций.
Важно! Комиссия НАКС не может отменить или заменить на более высокий или низкий разряд уже присвоенный сварщику. Она может только принять, либо отправить на дополнительное обучение.
Подготовка к экзаменам
Все претенденты должны соответствовать требованиям агентства:
- Закончить образование по специальности и получить документы об этом;
- Иметь стаж работы по данной специальности;
- Пройти спец. подготовку в учебных центрах НАКС.
Специальная подготовка включает в себя обучение с уклоном в специализацию, в которой дальнейшем будет работать аттестуемый. Продолжительность и количество теоретических занятий зависит от уровня подготовки. Есть список основных разделов, которые обязательны к изучению при подготовке к аттестации:
- Техника безопасности и охрана труда при проведении работ;
- Технология и методы проведения сварочных работ;
- Новые сварочные материалы и оборудование;
- Как можно выполнить контроль соединений;
- Возможности устранения обнаруженных дефектов.
Возможно заочное обучение. Если специалист возьмет теоретические материалы по теме и освоит их самостоятельно по месту жительства, то по решению комиссии он может быть допущен к сдаче экзаменов. Но на практике это встречается довольно редко, да и лучше всего пройти обучение в центре. Там действительно грамотные специалисты открывают порой очень интересную информацию, которая помогает в дальнейшей работе по специальности.
Документы, подтверждающие сдачу экзаменов
Кандидату, прошедшему аттестацию НАКС выдают на руки следующий пакет документов:
- Удостоверение НАКС, которое имеет равнозначную силу на всей территории РФ;

- Копия протокола о успешной сдачи экзаменов первичной или иной подготовки;
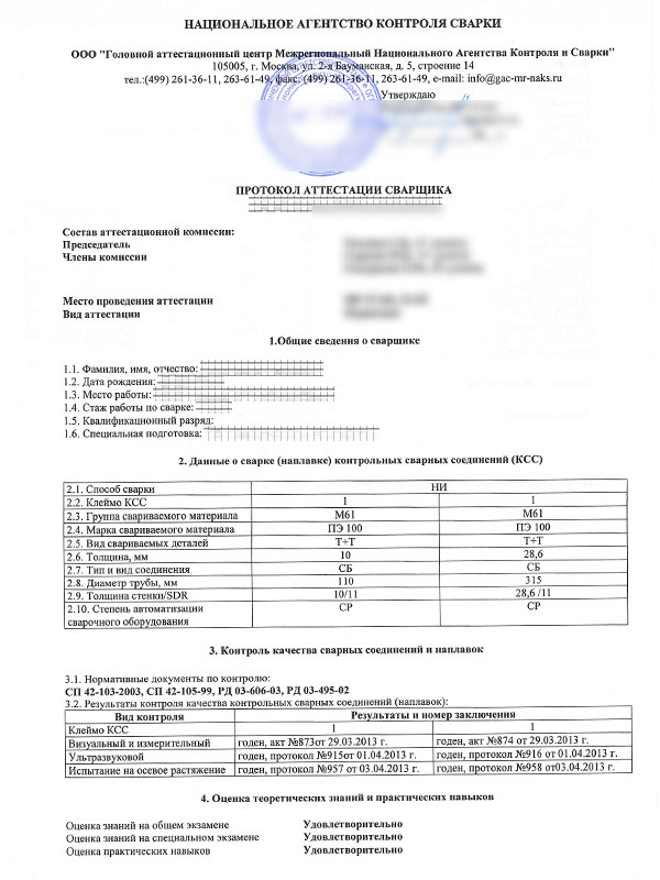
- Свидетельство о прохождении теоретической подготовки перед сдачей на категорию.
Срок действия документа
В случае успешной сдачи всех экзаменов, это касается только первичной сдачи, выдается удостоверение НАКС, которое действительно, согласно следующим параметрам:
- Два года – для специалистов, которым присвоен 1 уровень;
- Три года – для спецов 2-го и 3-го уровня подготовки;
- Пять лет – для 4 уровня подготовки специалистов сварочного производства.
Переаттестация и продление удостоверения
Дополнительная переаттестация будет необходима для доступа к профильным работам, о которых не указано в удостоверении, выданном после аттестации. Это необходимо, если перерыв по работе в данной сфере продолжался более 6-ти месяцев. В этом случае нужно сдать практику и экзамен по профилю.
Внимание! При допущении сварщиком большого количества брака, а также неоднократное нарушение технологии работ, его могут отстранить от выполнения заданной работы и приостановить действие текущего удостоверения. Потребуется повторная аттестация, в рамках которой придется пересдавать снова все три экзамена, описанные выше.
Небольшое заключение
Получение корочек НАКС очень помогает при устройстве на работу, особенно вахтовым методом на различные месторождения. Как понимаете, заработная плата там, в разы больше, чем на обычном производстве, хотя и условия труда тоже значительно тяжелее. Кроме того удостоверение поможет устроиться и на работу по монтажу различных металлоконструкций, из которых собираются практически все современные здания и сооружения. Заработная плата тоже выплачивается на монтажных работах на должном уровне. Поэтому есть смысл пройти обучение и получить подтверждающие образование и умение документы, а какую работу Вы выберете, решать только Вам.

Ручная дуговая сварка (ММА)
Как происходит аттестация и что нужно взять с собой на экзамен?
Как получить НАКС сварщика? На аттестацию отводится один день. Если экзамен будете сдавать не на предприятии, а при комбинате или в институте, то приходите с утра, начинаете готовиться. После подготовки вам дается два отрезка труб (катушка) и вы их варите на просвет. Так же нужно произвести подготовку кромок – снятие фасок до 45 градусов, стыковку труб (для этого в кабинке должен быть специальный зажим), их прихватку.
На аттестацию лучше прийти подготовленным, со своим инструментом и расходными материалами. Хорошо бы купить сумку, в которую можно будет все компактно уложить и без особых проблем транспортировать. С собой надо взять:
• килограммов 2-3 электродов LB 52U Kobelco диаметром 2,6, потому что они аттестованные. На месте вам скорее всего предложат электроды, но вряд ли это будут LB, вероятно вам дадут меровские (МР-3), которыми шов не заваришь, либо УОНИ. Т.е. лучше прийти со своими электродами и попросить их положить в печь, пока вы будете тренироваться;
• угольник для центровки деталей, чтобы не было их смещения;
• шлакоотбойный молоток;
• шлифмашинка (болгарка). Шлифовальные круги, отрезные, щетка по металлу. Труба должна быть зачищена до металлического блеска изнутри и снаружи на расстоянии 30 мм от свариваемых кромок.
• обычную металлическую щетку.
• свой электрододержатель. Держак, который будет вам предоставлен на месте может быть разболтанным и не держать электрод.
• маску (это самое главное). Лучше приобрести недорогой Хамелеон. Можно приобрести его на один раз, чтобы сдать экзамен.
Сварка труб для аттестации НАКС под дефектоконтроль (ультразвук или рентген)
Подготовительные работы

В качестве заготовок возьмите два обрезка стальной трубы диаметром 133 мм и толщиной стенки 4 мм, ровно обрезанные (максимально эффективно сделать это можно на торцовочной пиле). Следите за тем, чтобы рез был абсолютно ровный. Если он будет немного кривой, то в процессе сварки вы столкнетесь с достаточно серьезными затруднениями. Далее необходимо снять фаску шлифмашинкой и зачистить края. Фаска снимается в соответствии с ГОСТ 16037-80 «Сварные соединения» под определенным углом. Угол на каждой трубе должен быть 25- 30 градусов.

После того. как была снята фаска необходимо зачистить заусенцы, чтобы они не мешали правильному формированию корня шва. Делается это напильником. После того, как вы сняли фаску и внутри заусенцы нужно сделать притупление кромок, потому как слишком острый угол в процессе сварки будет быстро плавиться. По ГОСТ притупление делают до 2 мм.
Сборка
Этот этап очень важный, выполняйте его предельно внимательно. От правильности сборки полностью будет зависеть успех сварного соединения.
По правилам необходимо состыковать трубу и прихватить ее. Делать это нужно так, чтобы был соответственный зазор для полного провара, не было смещения. Так же хотелось бы отметить, что трубы бывают с эксентриситетом (не совсем круглые). Даже в такой серьезной организации, как НАКС трубы могут раздавать овальные, что в итоге повлияет на смещение. По правилам допускается 1 мм, но все-равно это много и в корне шва могут быть не сплавления из-за смещения и эллиптичности труб.
Для стыковки труб берут ровный уголок или швеллер, на который их укладывают и выставляют зазор, который может быть примерно от 2 до 3 мм. Обычно его обеспечивают диаметром электрода, который просто вставляется в стык между двумя трубами. Если вы варите электродом 2,5 мм. то, соответственно, и зазор будет столько же.
Примечание. Корневой проход труб любого диаметра (если это не совсем огромный размер) варится только электродом 2,5 мм. если пробовать заварить корень тройкой, то ничего хорошего из этого не выйдет.
Следующий момент, который хотелось бы отметить. При сдаче аттестации НАКС вам могут предоставить трубы толщиной до 10 мм, чтобы усложнить задачу. При таких толщинах нужно увеличивать зазор до 3 мм. Так же нужно учитывать и делать погрешность на то, что при прихватывании трубу может стягивать в месте прихватки напряжениями в металле. Сделайте зазор побольше на несколько десятых миллиметра, чтобы не было трудностей в дальнейшем.
Для более надежной стыковки так же можно применить магниты. Их можно закрепить с двух сторон.
Наплавка прихваток
Для сварки трубы диаметром 133 мм и толщиной стенки 4 понадобится ориентировочный ток 50А, в процессе работы его можно корректировать. Прихватка ставится сначала с одной стороны трубы, потом, соответственно, напротив. Если это необходимо, корректируется зазор между трубами. Третья прихватка ставится на 90 градусов от первой, а четвертая напротив третьей.

Обработка прихваток
После постановки прихваток необходимо их хорошо зачистить. В их начале и конце необходимо сделать запилы, чтобы устранить возможные дефекты (несплавления и поры).

Сварка корня шва
Для эффективного выполнения этой задачи достаточно научиться делать всего лишь одно колебательное движение «вперед-назад» с постепенным смещением от одной прихватки к другой. Скорость сварки – по ситуации. Зажечь электрод можно на прихватке, на длинной дуге, сам корень варится короткой дугой. Варим углом назад, электрод можно держать под углом от прямого до острого. Если разрезать трубу напополам валик с обратной ее стороны должен выглядеть после завершения операции, как показано на картинке.

Варить удобно, подвесив трубу на приспособлении в «полупотолочном» положении. Когда вы подходите к очередной прихватке, желательно запиливаться, чтобы на стыке валиков было хорошее сплавление. По возможности процесс должен происходить без отрыва электрода. Если отрыв имеет место быть, то можно в этот момент немного добавлять ток, чтобы обеспечить провар. Ток регулируется по ситуации, чтобы обеспечить достаточное проплавление и избежать прожегов металла. При сварке в вертикальном положении можно ток делать всегда на минимуме, когда выходите на нижнее положение, надо учитывать, что жидкому металлу легче проваливаться внутрь трубы – следите за тем, чтобы сильно не перегревать сталь в этот момент.

Облицовочный шов
• Перед тем, как приступить к облицовочному проходу, нужно зачистить корень шва до чистого металла (убрать бугорки, шлак, подрезы) . Делается небольшая канавка.
• Облицовочный шов в потолочном положении удобно варить движениями электрода по спирали.
• Вертикальный проход – «полумесяцем-елочкой».
• При сварке без отрыва старайтесь находить наиболее комфортное положение тела, рук, следите за тем, чтобы длины провода горелки хватало для выполнения всех необходимых манипуляций.
• когда отбиваете шлак желательно закрывать глаза и лицо рукой.
• при сварке второго валика обязательно нужно сделать запил.
Контроль узла
Края шва зачищаются на расстояние около 50 мм (брызги, наплывы и т.д.)
Сам контроль начинается с визуального осмотра качества лицевого шва. Впрочем, к нему обычно вопросов не возникает, чего не скажешь про корневой проход.
Если труба прошла визуальный осмотр, только в таком случае она допускается на исследование неразрушающими методами (УЗВ, рентген).
Требования к лицевому проходу:
• Высота валика 0,5 – 2 мм
• Ширина валика должна быть равна толщине трубы, умноженной на 2. Если толщина трубы 4 мм, то ширина валика должны составлять 8-10 мм.
• Шов – ровный, прямолинейный, расположение чешуек плотное.
Корневой проход:
• Высота обратного валика 0,5-1 мм.
• не допускаются несплавления и непровары.
Инверторная сварка с механизированной подачей проволоки (МIG/MAG)
(полуавтоматическая сварка)
Теперь речь пойдет о том, как сделать сварные швы с помощью полуавтомата, если вы варите ответственные конструкции или собираетесь их передать под контроль для аттестации НАКС.
Вот как это делается на примере двух заготовок (пластин) толщиной 12 мм, свариваемых встык в вертикальном положении инвертором SKYWAY 330.

Пластины нужно подготовить: вырезать с помощью плазмореза или болгарки.
Также для корректного хода работы понадобятся:
• выводные планки (2 шт.) – необходимы для начала и завершения сварки, так как трудно получить качественный шов на данных этапах. Планки технологические и впоследствии срезаются;
• приспособления, препятствующие обратному выгибанию наших заготовок (2 шт.);

• шаблон для контроля зазора (любая железка, позволяющая выставить зазор, в нашем случае 2 мм).
Для того, чтобы правильно подготовить наше соединение к проведению дальнейших сварочных работ, нужно ознакомиться с требованиями ГОСТ 5264-80 (кликните, чтобы загрузить страницу с текстом). Ищите в нем соединение, с которым вы будете работать, в в нашем варианте это С17. В ГОСТе указано, как это соединение подготовить: нужно выполнить скос кромок под углом 30о и притупить их. Пластины нужно зачистить от окислов, грязи и ржавчины на расстоянии не менее 10 мм от границ будущего сварного шва.
Для правильной сборки удобно использовать магнитный угольник. Он выровняет пластины относительно друг друга и предупредит их смещение в процессе постановки прихваток.

Магнитный угольник
Двухмиллиметровый зазор контролируем шаблоном, роль которого может выполнять любой подходящий по размерам кусок металла. Приложите шаблон к месту предполагаемого начала сварки и выставите зазор точно по нему. В месте конца сварки зазор нужно немного увеличить, из-за того, что пластины будут стягиваться во время кристаллизации наплавленного металла.
Далее ставят приспособление, препятствующее изгибанию и стягиванию заготовок. Прихватывают одно приспособление, затем контролируют смещение и устанавливают зазор, как и было сказано, чуть более 2 мм, например, 2,2 …2,3 мм. После ставят точечные прихватки на второй «приспособе».

Присп-я, препятствующие деформации пластин, прихваченные точками
После того, как вы поставили прихватки, нужно посмотреть, не сместились ли пластины. Для этого можно использовать тот же шаблон для выставления зазора. Если он имеет ровный край, им можно контролировать, насколько свариваемые пластины ровно выставлены относительно друг друга – просто приложить ровный край к соединению и посмотреть отсутствие просветов.

Проверка смещения шаблоном
Если такие будут обнаружены – на данном этапе всегда можно подрихтовать с помощью молотка или других спец. приспособлений.
Теперь можно варить сплошной шов. Надеваем перчатки, маску, вооружаемся горелкой полуавтомата. Обваривать нужно не сильно, потому что приспособления против выгиба заготовок выполняют технологическую роль и их нужно будет выбить.

Приварка выводных планок
Подготовка планок такая же, как и для основного металла. Выполняется скос кромок, толщина их тоже должна соответствовать толщине свариваемой конструкции. Их устанавливают на прихватках.

Выводная планка, прихваченная к основному металлу
Для того, чтобы повысить уровень сложности задачи, сварщику лучше выполнить вертикальный шов соединения, это позволит в полной мере проверить его навыки и умения. Также необходимо правильно настроить параметры сварки на источнике питания SKYWAY 330. Параметры можно настроить путем проб и ошибок. В нашем случае, для толщины заготовок 12 мм были выбраны следующий сварочный режим: U = 17В; Vподачи= 3 метра; Uкорректир.=-5; L=0, где L-индуктивность.
Расходные материалы (они оптимальны для приведенного случая):
Электродная проволока Ø1 мм;
Газовая смесь 82% Ar+18% CО2.
По правилам, чтобы избежать наводораживания сварного шва, приводящего к появлению пор, пластины нужно подогреть до Т = 100 … 120 оС. Правила, на то они и правила, чтобы их обходить. Несомненно, поры представляют собой дефекты шва и являются браковочным признаком. Однако следует предположить, что в процессе прохождения шва имеющаяся на поверхности металла влага немедленно испарится. В конце концов, никому не приходит в голову подогревать проволоку перед сваркой. Тем не менее, если вы сдаете экзамен на аттестацию НАКС, вам следует о существовании такой операции знать — это требование обязательное. В производственных условиях операцию можно выполнить в печи, в остальных случаях — с помощью ацетилено-кислородного резака или горелки.
Ход работы
Выполняем следующие проходы:
1. Корневой
В процессе сварки займите удобное положение, чтобы не отрывать горелку, не торопитесь, чтобы не пропалить основной металл корня шва и сформировать полноценный обратный валик.
Первый проход подлежит зачистке болгаркой. Это нужно для того, чтобы избавиться от так называемых «карманов», которые могут в дальнейшее привести к образованию дефектов.
2. Заполняющий
Более простой технически, чем предыдущий. Он также подлежит зачистке, но не такой скрупулезной.
3. Облицовочный
В процессе сварки следите, чтобы не возникали подрезы по краю шва.
Осталось сбить молотком все технологические приспособления, планки и зачистить металл от остатков присадочного материала.

Итог работы
В зависимости от вида дефектоскопического контроля шва, который будет применяться далее для выявления дефектов, может потребоваться зачистка заподлицо лицевого и обратного валика шва.