Подборка по базе: Ответы на вопросы. Педагогика.docx, Ответы на вопросы.docx, Тестовые вопросы к разделу 2.docx, ответы на вопросы.doc, Тестовые вопросы к разделу 3.docx, практич зан 2 .КРОВЬ и вопросы по теме .docx, Контрольные вопросы к лекции 3 Бухалов.docx, Тестовые вопросы к разделу 4_ просмотр попыткипсихология общения, ЭК вопросы, ответы 2022 (1).docx, Уважаемые члены экзаменационной комиссии.docx
ВОПРОСЫ
СПЕЦИАЛЬНОГО ЭКЗАМЕНА ПО ВИК
Оборудование нефтяной и газовой промышленности (П.6)
Общие сведения об оборудовании нефтяной и газовой промышленности
- Магистральный трубопровод характеризуется:
- Для сооружения нефтегазопроводов применяют, в основном, сварные трубы:
- Нефтехранилища по материалам, из которых они изготовлены, различаются:
- Трубы магистральных нефтепроводов могут подвергаться ремонту по результатам визуального и измерительного контроля, если:
- Визуальным контролем проверяют параметры труб:
- Инструментальным контролем проверяют параметры труб:
Типы дефектов оборудования нефтяной и газовой промышленности,
выявляемые визуальным и измерительным методом
- Трещины в сварном шве обычно классифицируются по:
- Необходимым условием и первой причиной возникновения горячих трещин является наличие:
- Конечные размеры трещин в сварных соединениях можно объяснить:
- Радиальные трещины – это трещины:
- Непровары в сварном шве могут быть вызваны:
- Причиной прожога может быть:
- Скопление мелких пор в ядре литой зоны при точечной сварке наиболее вероятно при сварке:
- Слишком большой диаметр ядра сварной точки может сформироваться в результате:
- На прочность сварного соединения в основном влияет качество выполнения:
- Плавные вмятины на концах труб:
- Ремонт забоин допускается:
- Разнотолщинность труб магистрального трубопровода:
- Подварка изнутри корня шва разностенных труб:
Вопросы на знание РД 03.606-03
- Основные типы, конструктивные элементы и размеры сварных соединений при ручной дуговой сварке устанавливает:
- Измерительный контроль сварных швов должен проводиться:
- От качества подготовки и геометрических размеров разделки шва в значительной степени зависит:
- При проверке разделки шва под стыковую сварку основными контролируемыми размерами являются:
- В результате завышения угла скоса кромок происходит:
- В результате уменьшения угла скоса кромок происходит:
- Изменение размера притупления кромок приводит к следующим дефектам:
- Термин “волосовина” — это дефект поверхности проката в виде:
- Дефект поверхности проката типа “деформационная рванина” образуется вследствие:
- Что является контролируемой поверхностью при визуальном контроле сварных швов:
- Выбор инструмента или прибора для измерительного контроля подготовки и сборки деталей под сварку зависит от:
- Какие трещины из перечисленных ниже допускаются при визуальном контроле:
- Для измерительного контроля формы и размеров разделки кромок, зазоров в собранных под сварку соединениях, формы и размеров выполненного шва применяются:
- Непосредственный визуальный контроль производится, если:
- Какой допускается поверхность сварных соединений и наплавок при осуществлении визуального контроля:
- Какие из перечисленных ниже поверхностных дефектов, выявленных при визуальном контроле, не допускаются?:
- При проведении визуального контроля при ремонте сварного соединения допускается применение лупы максимального увеличения:
- Качество сварного соединения при визуальном контроле считается удовлетворительным если:
- Если сварное соединение (наплавка) подлежит механической обработке (в том числе с удалением части шва или наплавки) или деформированию, то визуальный контроль должен быть проведен:
- Измерительные инструменты и приборы должны периодически проходить проверки в метрологических службах в сроки:
- Отчет о визуальном контроле заполняется:
- Измерительный контроль сварных соединений (наплавок) производится в соответствии с технологическим процессом или производственной инструкцией:
- Допускается ли утонение основного металла, полученного в результате зачистки поверхностных дефектов:
- При обнаружении визуальным контролем недопустимых дефектов в изделии отчет о несоответствии:
- Визуальный контроль на стадии производства сварных работ должен производиться:
- При измерительном контроле по слепку из пластичного материала, снятому с контролируемого участка, можно определить:
- Если визуальный контроль контролируемой поверхности проводится при совместном естественном и искусственном освещении, то естественное должно быть:
- Визуальный контроль сварных соединений, в случае доступности для осмотра, проводится:
- Каким инструментом или прибором можно измерить толщину стенки изделия в труднодоступных местах:
- Визуальный и измерительный контроль сварных соединений (наплавок) должен проводиться:
- Сварное соединение двух элементов, примыкающих друг к другу торцевыми поверхностями, представляют собой:
- Коррозионное растрескивание происходит при воздействии:
- Рихтовочные трещины в сварном соединении могут быть:
- Отклонения в геометрии сварного шва и сварного соединения могут быть вызваны:
- Действие РД 03.606-03 распространяется на визуальный и измерительный контроль:
- Действие РД 03.606-03 распространяется на визуальный и измерительный контроль:
- Освещенность контролируемой поверхности должна быть не менее:
- Шероховатость зачищенных под контроль поверхностей деталей (сварных соединений) должна составлять не более:
- Оценка качества сварных соединений газопроводов должна осуществляться в соответствии с:
- Измерительный контроль величины зазора в соединении, величины смещения кромок и перелома плоскостей в соединении выполнять не реже, чем:
- При визуальном и измерительном контроле размеров и качества прихваток контролю подлежат:
- Визуальному контролю не подвергаются:
- Для повышения точности измерений нужно:
- Визуальный контроль, как правило, выполняется с помощью:
- При контроле заготовок под сварку, как правило, первой операцией является:
- При проверке разделки шва под стыковую сварку основными контролируемыми размерами являются:
- Что из следующего важно принимать во внимание при проведении любого визуального контроля:
- При получении точного измерительного средства рекомендуется проверить:
- Целью внешнего осмотра заготовок под сварку не является выявление на поверхности кромок:
- Дефект поверхности проката типа — “скворечник” образуется в результате:
- Каким инструментом или прибором можно замерить катет углового шва:
- Перед измерением измерительное средство нужно протереть чистой мягкой тканью, и особенно тщательно . . . , и проверить . . .:
- Использование некачественных электродов при сварке может приводить к:
- Продольная трещина в сварном соединении может располагаться в:
- Контролер должен приступить к проведению операции визуального и измерительного контроля после проверки:
- При измерении . . . проводить измерительными поверхностями инструмента по поверхности объектов контроля, . . . долго держать в руке измерительный инструмент:
- При сборке деталей под сварку визуально необходимо контролировать:
- Первой операцией при контроле качества сборки под сварку, как правило, является:
- Увеличение размера притупления кромок приводит к . . . , а его уменьшение к:
- Поперечная трещина в сварном соединении может располагаться:
- Когда производят визуальных контроль на сварных соединениях подвергаемых термической обработке:
- Если интервал деления основной шкалы штангенинструмента равен 1 мм, а интервал деления нониуса 0,9 мм, то величина отсчета по нониусу равна:
- После проведения измерений измерительный инструмент . . . класть на металлические поверхности:
- Уменьшение зазора между кромками при водит к …, а чрезмерное увеличение к. . .:
- Радиальная трещина в сварном соединении может располагаться:
- Если нулевой штрих нониуса штангенинструмента совпадает с каким-либо штрихом на линейке, то это . . . и указывает размер изделия в целых миллиметрах:
- Измерительный контроль величины зазора в соединении, величины смещения кромок и перелома плоскостей в соединении выполнять не реже, чем через . . . по длине соединения:
- Загрязненные, с не удаленным шлаком прихватки, могут привести к . . . ., а прихватки с большой высотой к . . .:
- Дефект поверхности поката черных металлов, называемый раскатанная корочка, представляет собой:
- Поверхностная пора в сварном соединении обычно находится:
- Если при неподвижной гайке микрометрического измерительного инструмента повернуть винт на один полный оборот, то он переместится вдоль оси на величину, равную . . . резьбы:
Товары
- Визуальный контроль
- Ультразвуковой контроль
- Радиографический контроль
- Капиллярный контроль
- Магнитный контроль
- Вихретоковый контроль
- Электрический контроль
- Контроль герметичности
- Тепловой контроль
- Спектрометрия
- Контроль бетона
- Контроль покрытий
- Твердометрия
- Дозиметры
- Метрологическое оборудование
- Прочее оборудование
- Учебные материалы
Услуги
- Аттестация лабораторий НК
- Аттестация персонала НК
- Стоимость и график аттестации
- Требования к подготовке специалистов
- Частые вопросы по аттестации специалистов НК
- Нормативы и методические материалы
- Онлайн тестирование для специалистов НК
- Поверка средств измерений
- Учебный центр
- Услуги по контролю
- Аренда приборов НК
- Разработка систем контроля
- Разработка методик
Полезная информация
- Онлайн-тестирование по методам НК
- Материалы для учащихся
- Статьи по неразрушающему контролю
- ГОСТы по неразрушающему контролю
- Нормативы атомной отрасли
- Руководящие документы (РД)
- Документы для аттестации
- Европейские стандарты — EN
- Международные стандарты — ISO
- Отраслевые нормативы
- Отраслевые средства НК
- Руководства по эксплуатации
- Нормативы по метрологии
- Словарь определений НК
- Технологические карты по НК
- Полезные ссылки по НК
- Архив новостей
- Карта сайта
Онлайн тестирование по неразрушающему контролю
Данный тест разработан в партнерстве с ИКБ «Градиент» и может быть использован для проверки знаний по основным методам НК перед экзаменом в аттестационном центре. Уровни Новичок и Зксперт примерно соответствуют II и III квалификационному уровню по соответствующему методу НК. Каждый тест можно проходить несколько раз, вопросы меняются.
- Тест по ВИК уровень Новичок
- Тест по ВИК уровень Эксперт
- Тест по РК уровень Новичок
- Тест по РК уровень Эксперт
- Тест по MК уровень Новичок
- Тест по MК уровень Эксперт
- Тест по ПВК уровень Новичок
- Тест по ПВК уровень Эксперт
- Тест по УК уровень Новичок
- Тест по УК уровень Эксперт
Основная информация по обучению и аттестации специалистов НК содержится в следующих разделах:
- Стоимость и график аттестации специалистов по неразрушающему контролю
- Частые вопросы по аттестации специалистов неразрушающего контроля
- Бланк заявки и перечень документов для аттестации учащихся
- СДАНК-02-2020 — Правила аттестации специалистов неразрушающего контроля
- Статьи по обучению специалистов и аттестации лабораторий неразрушающего контроля
- Требования к подготовке и производственному опыту специалистов
- Нормативы и методические материалы для подготовки к аттестации специалистов НК
- Учебные материалы
Смотрите так же разделы: Обучение и аттестация дефектоскопистов, Частые вопросы по аттестации, Аттестация лабораторый НК, Услуги по неразрушающему контролю, Поверка и калибровка, Учебно-методические материалы.






Лидеры продаж




Комплект ВИК «Сварщик»

Комплект ВИК «Энергетик»
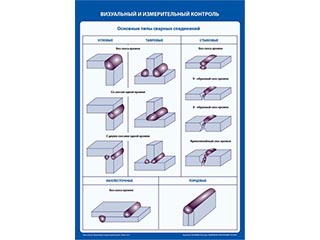
Учебные плакаты по неразрушающему контролю
Фотоальбом дефектов основного металла

Комплект ВИК «Поверенный»

Гель для УЗК «Сигнал-1»

Универсальный шаблон сварщика УШС-3

Альбом радиографических снимков

Магнитный прижим П-образный
Поиск
Найти
Документы



| ОПРОС: |
|---|
|
Какое оборудование кроме НК вас интересует: Геодезическое Тех. диагностика Строительное Другое |
-
26.01.2019
Просмотров: 30 173
Аттестация ВИК что это и как получить
Аттестация ВИК — это процесс подтверждения теоретических знаний и практических навыков специалистов неразрушающего контроля, с целью его допуска к работам по поиску дефектов сварных соединений на различных объектах и оборудовании, в том числе подведомственных Ростехнадзору.
Основные моменты
ВИК расшифровывается как визуально-измерительный контроль и является одним из методов неразрушающего контроля. Также он является самым простым и предшествует другим видам, таким как УЗК (обследование ультразвуком), РК (радиационный), МК (магнитный) и другим.
Как проводится визуальный контроль
Сама процедура визуально-измерительного контроля заключается во внешнем осмотре исследуемой детали (конструкции), а также с использованием простейших оптических средств и средств измерений (лупа, штангенциркуль).
ВИК проводят на этапах:
- Входного контроля деталей и изделий, при их поступлении
- Подготовке деталей к сборке и сварке
- Обследования готовых сварных соединений
- Исправления дефектов сварных соединений и материала
- В процессе эксплуатации устройств и сооружений
Кто проводит
Визуально-измерительный контроль проводит специалист, прошедший аттестацию и имеющий соответствующее удостоверение. Процедура аттестации регламентируется руководящим документом СДАНК-02-2020 (до этого времени действовал ПБ 03-440-02 скачать).
Различают 2 уровня квалификации специалистов ВИК, это 1 и 2-ой. И тот и другой уровень проводят работы по визуальному контролю, разница в том, что второй уровень имеет право подписывать заключения ВИК, что во многом является ключевым.

Так выглядит квалификационное удостоверение ВИК На оборотной стороне удостоверения, указаны методы НК, и объекты (пунктами)

Ниже приведем объекты (пункты)
- Объекты котлонадзора
- Объекты горнорудной промышленности
- Оборудование металлургической промышленности
- Объекты хранения и переработки зерна
- Подъемные сооружения
- Оборудование нефтяной и газовой промышленности
- Объекты железнодорожного транспорта
- Системы газоснабжения (газораспределения)
- Объекты угольной промышленности
- Оборудование взрывопожароопасных и химически опасных производств
- Здания и сооружения (строительные объекты)
- Электрооборудование
К примеру для того, чтобы провести визуальный контроль сваренного элемента, относящегося к котельному оборудованию, специалисту необходимо иметь удостоверение ВИК 2-го уровня п.1 (объекты котлонадзора, см. выше)
Срок действия выданного удостоверения составляет 3 года, после чего его можно продлить еще на 3 года, а по истечении шести лет, проводится повторная аттестация.
Когда ваши специалисты заняты работой на различных объектах, не всегда приходится возможным отстранить их от работ и отправить на обучение. При помощи нашего образовательного портала, вы можете пройти обучение удаленно, с использованием современных методик обучения и получить итоговые удостоверения на специалистов
Оставьте заявку на обучение прямо сейчас!


Аттестация ВИК 2 уровень – это подготовка и проверка знаний у специалиста, который непосредственно занимается диагностикой объектов газовой и нефтяной промышленности, технического состояния агрегатов и их узлов, оценивает качество поверхностей и сварных соединений, а также качество сборки. Визуально-измерительный контроль выполняется на каждом этапе жизненного цикла некоторых узлов, агрегатов и их деталей. Требования руководящих документов предусматривают проведение визуально-измерительного контроля с обеих сторон изделия (как внешней, так и внутренней)
Аттестация ВИК 2 уровень и подготовка к ней в Экспертной Консалтинговой Компании «Сектор» включает теоретические и практические занятия по использованию приборов неразрушающего контроля. Своими знаниями делятся специалисты, обладающие большим опытом и прекрасными навыками. В процессе обучения задействована наша современная материально-техническая база. Примеры берутся из нашего архива выполненных работ и тех.отчетов.
Давайте теперь рассмотрим перечень каких тем включает в себя программа подготовки и последующая аттестация ВИК 2 уровень
|
№№ пп |
Наименование темы |
|
Общие задачи НК (неразрушающего контроля). |
|
|
Физические основы ВИК (визуально-измерительного контроля) |
|
|
Средства для визуально-измерительного контроля. |
|
|
Технология проведения визуально-измерительного контроля. |
|
|
Вопросы по измерению и прикладная метрология. |
|
|
Охрана труда и правила безопасности. |
|
|
Экзамены по визуальному и измерительному контролю. |
|
|
Собеседование |
|
|
Оформление пакета документов по аттестации специалиста |
Если Вас интересует аттестация ВИК 2 уровень, обращайтесь в ЭУЦ «Сектор». Мы на протяжении длительного времени успешно предоставляем услуги по оформлению документации и ее экспертному сопровождению.
Мы ждем Вас по адресу: город Москва, ул. Ф.Энгельса, дом 75, стр.20, офис 21.
С нами можно связаться и по телефонам:
>ПОВЫШЕНИЕ КВАЛИФИКАЦИИ ПО ВИЗУАЛЬНОМУ И ИЗМЕРИТЕЛЬНОМУ КОНТРОЛЮ
Поиск дефектов промышленного, технологического и иного оборудования, а также различных зданий и сооружений в некоторых случаях осуществляется путем их визуального осмотра или же осмотра с использованием специальных приборов. Проведение ВИК (визуально-измерительного контроля) позволяет выявить повреждения и деформации объекта, не прибегая к его разборке или выведению из эксплуатации. В процессе обследования могут применяться разнообразные приборы, увеличивающие изображение (лупы, линзы, эндоскопы и микроскопы). Также используются различные измерительные инструменты и приспособления: шаблоны, щупы, глубино- и угломеры.

«Аттестационный региональный центр специалистов неразрушающего контроля» осуществляет подготовку персонала и выполняет диагностику различных объектов. Визуальное исследование оборудования и конструкций — начальный этап комплексной дефектоскопии. При проведении измерительного контроля учитывается ограниченность данного метода, обеспечивающего осмотр только видимой части оборудования или конструкции.
Основная цель мероприятий, проводимых в рамках визуально-измерительного контроля, состоит в выявлении дефектов на внешних поверхностях объектов и в их полостях. Кроме того, данная методика исследования позволяет установить отклонение геометрических показателей от заданных требований. В ходе наружного осмотра также определяются признаки усталости материалов, которые могут привести к разрушению конструкции.
Содержание
- Когда проводится визуально-измерительный контроль?
- Методология и ограничения на области применения
- Визуально-оптический метод
- Измерительный контроль
- Порядок проведения ВИК
- Инструменты и оборудование для визуально-измерительного контроля
- Преимущества визуального и измерительного метода контроля
- Лицензии и свидетельства
- II уровень (расширенная подготовка) визуального и измерительного метода неразрушающего контроля
- Визуальный и измерительный контроль сварных соединений
- Удостоверение ВИК на 1 и 2 уровень в России
Когда проводится визуально-измерительный контроль?
Неразрушающие способы исследований объектов широко распространены во всех отраслях промышленности, на транспорте и в других сферах. Наш «Центр» оказывает услуги ВИК предприятиям и организациям по разовым заявкам или на основе постоянно действующих договоров в следующих целях:
- Для обнаружения поверхностных дефектов, которые различимы невооруженным глазом. Это могут быть раковины, поры, трещины, расслоения, заусеницы и другие повреждения, выявляемые в ходе визуального осмотра деталей, узлов и конструкций невооруженным глазом. Микротрещины и иные микроскопические нарушения структуры материала определяются с использованием специальных методов дефектоскопии и рентгенографии.
- Для исследования характера повреждений и установления вида поверхностных дефектов деталей, обнаруженных с использованием иных способов дефектоскопии (капиллярного, акустического, магнитопорошкового и других).
- Изучение сварных соединений в металлоконструкциях на соответствие требованиям нормативной документации.
Измерительные и визуальные методы исследования заготовок деталей, промышленных полуфабрикатов и сварных соединений в узлах конструкций осуществляются в ходе всего технологического процесса. Они включают в себя входной контроль материалов и изделий, а также их проверку во время изготовления сборочных единиц. ВИК производится при подготовке деталей к соединению сваркой и сборке их в узлы. Также визуальное наблюдение ведется в процессе сварочных работ, а по их завершении производится устранение дефектов в стыках. На завершающем этапе изготовления изделий, а также в процессе эксплуатации проводится оценка качества соединений, материалов и конструкций.
Методология и ограничения на области применения
Визуально-измерительный контроль осуществляется в соответствии с требованиями национальных и международных стандартов. В частности, исследования сварных соединений выполняются согласно методике, утвержденной ГОСТ Р ИСО 17637-2014 и инструкцией РД 03-606-03. Непосредственно работы выполняют специалисты ВИК-лаборатории, оснащенной современными приборами и измерительными средствами.
Важно то, что применение методов визуального контроля и измерений ограничено только видимыми участками объектов. Возможно также исследование полостей при помощи гибких или жестких эндоскопов.
Специалисты «АРЦ НК» используют передовые способы неразрушающего исследования объектов. Мы осуществляем визуальный и измерительный контроль (ВИК) по доступной стоимости.
Визуально-оптический метод
При исследовании объектов специалистами применяются простейшие оптические средства (лупы и зеркала). Такой визуальный контроль (цена его проведения определяется согласно прейскуранту), называется визуально-оптическим. Данный метод изучения физико-механических свойств объекта предполагает использование минимального перечня инструментов и приборов и предусматривает, в первую очередь, тщательный осмотр его поверхностей.
Для обследования скрытых полостей и труднодоступных частей котлов, теплообменников, различных механизмов или технологических сооружений используют различные виды эндоскопических систем. Визуально-оптический контроль осуществляется на основе правильно подобранного подхода и по заранее разработанному плану. Исходя из решаемых задач, определяется перечень необходимого оборудования.
По окончании исследования специалисты неразрушающего контроля осуществляют обработку результатов дефектоскопии и оформляют их документально. Объективность и точность данных, полученных с использованием методов ВИК, обеспечивается высокой квалификацией сотрудников. Необходимый уровень профессионализма эксперта достигается в процессе обучения и приобретается с опытом.
Измерительный контроль
Измерительный контроль — одна из основных составных частей упомянутых способов неразрушающих испытаний. Цель его состоит в определении физических размеров обследуемой строительной конструкции, сооружения, узла или отдельной детали.
В процессе выбора метода измерительного контроля специалисты руководствуются требованиями нормативов, которые определяют необходимые метрологические характеристики применяемых приборов:
- цена деления,
- диапазон и пределы измерений,
- значение допустимых погрешностей измерительных средств.
Данный метод позволяет определять размеры объектов или поверхностных дефектов, выявляемых при помощи органов зрения. Минимальная величина измеряемых предметов находится в пределах от 0,1 до 0,2 мм.
Порядок проведения ВИК
Визуально-измерительный (визуально-оптический) контроль осуществляется специалистами соответствующего профиля в строгом соответствии с установленными нормативами. В частности, контроль сварных соединений производится согласно инструкции РД 03-606-03, утвержденной постановлением Гостехнадзора № 92 от 11 июня 2003 года. Порядок проведения работ следующий:
- Получение технического задания на исследование сварного шва с указанием его типа, номера, местоположения и основных характеристик.
- Изучение технологической инструкции и операционной карты, а также конструкции узла и документации на изделие.
- Визуальное исследование сварного шва на предмет наличия маркировки, личного клейма специалиста или бригады сварщиков.
- Тщательный осмотр объекта на наличие всех видов трещин вне зависимости от их направления.
- Проверка шва на отсутствие отслоений, посторонних включений, пор сквозных или частичных, свищей и прожогов, чешуйчатости, раковин и брызг расплава.
- Обследование качества зачистки шва и прилегающих участков, а также определение основных технических параметров.
По завершении контроля принимается решение об использовании иных методов неразрушающего контроля. По результатам проведенных работ составляется акт, который подписывается специалистом. Последовательность операций для исследования иных объектов аналогична описанной, но может иметь некоторые особенности.
Инструменты и оборудование для визуально-измерительного контроля
Для исследования различных объектов применяются специальные средства наблюдения и измерения. Выбор того или иного прибора визуально-оптического контроля определяется необходимостью работы в цеху или в полевых условиях.
Традиционные методы ВИК основаны на применении следующих видов оптических приборов:
- Лупы и микроскопы. Предназначены для исследования объектов, удаленных от глаз специалиста не более чем на 250 мм. Эти приборы позволяют выявлять трещины, очаги коррозии и различные дефекты покрытий, а также проводить их измерения.
- Оптические и видеоэндоскопы, бороскопы. Необходимы для изучения полостей и труднодоступных узлов конструкций различного назначения. Приборы позволяют проводить дефектацию деталей механизмов без их предварительной разборки.
Что касается измерительных приборов, в обязательный набор специалиста входят:
- штангенциркули,
- угломеры,
- угольники,
- измерительные линейки,
- щупы,
- шаблоны,
- рулетки и другие приспособления.
Специалисты нашего «Центра» имеют большой опыт проведения ВИК с использованием всех названных приборов, что обеспечивает высокую достоверность наблюдений и надлежащую точность измерений.
Преимущества визуального и измерительного метода контроля
Методы визуального и измерительного контроля имеют несколько преимуществ перед иными способами исследований:
- В ходе диагностики объект не подвергается разрушению и деформации.
- Невысокие временные и трудовые затраты на проведение ВИК.
- Широкая сфера применения описываемых технологий.
Визуальный и измерительный контроль дает возможность выявлять такие разнообразные дефекты на доступных для наблюдения частях деталей, а также в полостях:
- раковины, очаги эрозии и коррозии, следы износа и истирания, забоины и другие повреждения;
- трещины крупные (более 0,5 мм) и мелкие (не более 0,1 мм), зоны остаточной деформации деталей и разрушения узлов, разнообразные загрязнения всех возможных видов;
- наличие в полостях посторонних предметов и включений, мест утечек жидкостей и газов, а также следов высокотемпературных воздействий на материалы.
В дальнейшем обнаруженные дефекты могут быть дополнительно исследованы при помощи иных методов дефектоскопии: вихретоковой, цветной или ультразвуковой. Они позволят уточнить масштабы повреждений.
Более подробную информацию по техническим и финансовым вопросам проведения визуально-измерительного контроля можно получить в офисе компании (г. Томск) или по указанному на сайте номеру телефона.
Контакты Янушевская Марина Николаевна Руководитель учебного центра arcnk@arcnk.ru
Янушевская Марина Николаевна Руководитель учебного центра arcnk@arcnk.ru
+7 (3822) 60-16-98
будни 9:00-17:30
Лицензии и свидетельства

Свидетельство об аккредитации НОАП

Свидетельство об аккредитации НОАЛ

Удостоверение ТУО

Лицензия на осуществление образовательной деятельности

Свидетельство об аттестации ЛНК

Свидетельство об аккредитации ЛНК
Свидетельство об аккредитации лаборатории разрушающих и других видов испытаний
Свидетельство СРО
Лицензия на использование ионизирующих источников излучения
Санитарно-эпидемиологическое заключение на помещения и оборудование
Санитарно-эпидемиологическое заключение по работе с ИИИ
Перечень центров по подготовке и аттестации Газпром
Сертификат соответствия СМК
Уведомление Минтруда по охране труда
Аттестат соответсвия ЦОК
Область деятельности ЦОК
Свидетельство Гемма
Возникли вопросы?
Отвечаем в течение суток.
II уровень (расширенная подготовка) визуального и измерительного метода неразрушающего контроля
Программа предназначена для проведения специальной подготовки (расширенной) слушателей в области неразрушающего контроля, претендующих на аттестацию в качестве специалистов II-го уровня квалификации (не имеющих I-го уровня) в Единой системе оценки соответствия.
Программа разработана с учетом требований ПБ 03-440-02 «Правила аттестации персонала в области неразрушающего контроля», утвержденных Постановлением Федеральной службы по экологическому, технологическому и атомному надзору (Ростехнадзором) от 23 января 2002 г. №3.
Основные направления подготовки и содержание тем (модулей) подготовки определяются в соответствии с квалификационными требованиями, установленными профессиональным стандартом «Специалист по неразрушающему контролю», утвержденным приказом Министерства труда и социальной защиты Российской Федерации от 3 декабря 2015 г. № 976н.
Неразрушающий контроль (НК) – контроль надежности основных рабочих свойств и параметров объекта или отдельных его элементов/узлов, не требующий выведения объекта из работы либо его демонтажа.
НК объектов начинается с проведения визуального и измерительного контроля (ВИК). Простая технология контроля, несложное оборудование и малая трудоемкость – основные достоинства метода.
Требования к уровню подготовленности слушателя перед освоением программы: лица, имеющие среднее профессиональное и (или) высшее образование.
Визуальный и измерительный контроль сварных соединений
Визуальный и измерительный контроль (ВИК) материала и сварных соединений проводят на стадиях: входного контроля, подготовки деталей и сборочных единиц к сборке, сборки под сварку, процесса сварки, контроля готовых сварных соединений и наплавок, исправления дефектных участков в материале и сварных соединениях (наплавках).
ВИК проводят с целью выявления деформаций, поверхностных трещин, расслоений, закатов, забоин, рисок, раковин; проверки геометрических размеров заготовок и деталей, проверки обеспечения допустимых зазоров, смещений кромок, формы и размеров кромок, подрезов, прожогов, наплывов, кратеров, свищей, пор, раковин и дефектов формы швов; проверки геометрических размеров сварных швов.
Визуальный и измерительный контроль проводят невооруженным глазом и (или) с применением визуально-оптических приборов (луп, микроскопов).
Поверхности материалов и сварных соединений (наплавок) перед контролем очищаются от влаги, шлака, брызг металла, ржавчины и других загрязнений, препятствующих проведению контроля.
При ВИК сварных соединений контролируемая зона должна включать в себя поверхность металла шва, а также примыкающие к нему участки материала в обе стороны от шва.
Дефекты, выявленные при визуальном и измерительном контроле, должны быть устранены до выполнения последующей технологической операции или до приёмки объекта контроля.
Порядок выполнения визуального и измерительного контроля подготовки и сборки деталей под сварку
Измерительный контроля соединений, собранных под сварку (рис.1.1), включает проверку:
- — размеров швов приварки временных технологических креплений;
- — величины зазора в соединении, в том числе между деталью и подкладной пластиной;
- — размера смещения кромок (внутренних и наружных) собранных деталей;
- — размера перекрытия деталей в нахлёсточном соединении;
- — размеров (длина, высота) прихваток и их расположения по длине (периметру);
Визуальному контролю подлежит каждая прихватка в соединении. Измерительному контролю подвергаются прихватки, размеры которых вызывают сомнения по результатам визуального контроля.
а)б)

в)г)




д)
Рисунок 1.1 Контролируемые параметры при сборке изделий под сварку
Таблица 1.1- «Обозначение дефектов и средства измерения»
|
Контролируемый параметр |
Условное обозначение параметра |
Номер рисунка |
Средства измерений. Требования к измерениям |
|
Зазор в соединении |
а, б, в, г |
Щуп, УШС |
|
|
Смещение кромок деталей с внутренней стороны соединения |
а |
Линейка и щуп |
|
|
Смещение кромок деталей с наружной стороны соединения |
а, б |
Линейка и щуп |
|
|
Зазор между подкладной пластиной (кольцом) и внутренней поверхностью детали |
б |
УШС. Измерения не менее чем в трёх точках по длине (периметру) соединения |
|
|
Размер перекрытия детали в нахлёсточном соединении |
б |
Линейка. Измерения не менее чем в двух точках по длине |
|
|
Длина прихватки |
lп |
д |
Линейка, штангенциркуль. Измерения каждой прихватки |
|
Высота прихватки |
hп |
д |
штангенциркуль. Измерения каждой прихватки |
|
Расстояние между прихватками |
Lп |
д |
Линейка |
Схемы измерения отдельных размеров подготовки деталей под сборку и сборки соединений под сварку с помощью шаблона универсального типа УШС приведены на рис. 1.2, 1.3.
а)

б)

Рисунок 1.2. Контроль универсальным шаблоном сварщика УШС:
а — общий вид шаблона; б — измерение угла скоса разделки б;
а)

б)
Рисунок 1.3 Контроль универсальным шаблоном сварщика УШС:
а — измерение размера притупления кромки;
б — измерение зазора в соединении.
Порядок выполнения визуального и измерительного контроля сварных соединений (наплавок)
Послойный визуальный контроль в процессе сварки выполняется с целью выявления недопустимых поверхностных дефектов в каждом слое
(валике) шва. Выявленные при контроле дефекты подлежат исправлению перед началом сварки последующего слоя (валика) шва.
Измеряемые параметры и требования к выполнению измерительного контроля сварных швов приведены на рисунке 1.4.
а)
- б)
- в)
- г)
- е)
Рисунок 1.4. конструктивные элементы и дефекты сварного шва, подлежащие измерительному контролю: а, б, в — размеры стыкового шва с наружной и внутренней стороны; г — подрез и неполное заполнение шва, е -катет шва.
Примеры измерения отдельных размеров сварного соединения с помощью универсального шаблона типа УШС приведены на рисунке 1.5.
а)
б)
Рисунок 1.5. Измерения с помощью шаблона УШС размеров сварного шва: а — измерение высоты шва g и глубины подреза; б — измерение ширины шва e. визуальный измерительный контроль сварка
Контрольные вопросы
1. На каких стадиях и с какой целью проводят визуальный и измерительный контроль материала? — входного контроля;
Изготовления деталей, сборочных единиц и изделий; подготовки деталей и сборочных единиц к сборке; подготовки деталей и сборочных единиц к сварке; сборки деталей и сборочных единиц под сварку; процесса сварки; контроля готовых сварных соединений и наплавок; исправления дефектных участков в материале и сварных соединениях (наплавках);
- 2. Какие параметры являются основными при контроле изделия собранного под сварку?
- -нормативные расстояния между заводскими продольными швами свариваемых изделий;
- — правильность сборки и крепления свариваемых изделий в центраторах;
- — правильность (расположение и количество) установки прихваток и их качество;
- — чистоту кромок и прилегающих к ним поверхностей.
- 3. Каким образом производят замер параметров изделия при помощи УШС?
Для контроля глубины дефектов (вмятин, забоин), превышения кромок, глубины разделки стыка до корневого слоя и высоты усиления шва, шаблон установить на образующую поверхность изделия плоскостью А. Повернуть движок 2 вокруг оси 4 до соприкосновения конца указателя 3 с измеряемой поверхностью (поверхностью вмятины, кромки шва и т.д.). Снять отсчет по шкале Г с помощью риски К. (рис. 1)
Рисунок 1 — измерение смещения наружных кромок деталей F.
К
онтроль притупления и ширины шва производить с помощью шкалы Е, пользуясь ею как измерительной линейкой (рис. 2).
Рисунок 2 — измерение размера притупления кромки р.
Для контроля величины зазора между свариваемыми деталями ввести клиновую часть движка 2 в контролируемый зазор до упора. Снять отсчет по шкале И (рис. 3).
Рисунок 3 — измерение зазора в соединение а.
Для контроля углов скоса кромок установить шаблон плоскостью Б на образующую поверхность изделия. Повернуть движок 2 до совмещения плоскости В движка с измеряемой поверхностью. Снять отсчет по шкале Д основания, пользуясь плоскостью В движка как индексом (рис. 4).
Рис. 4 — Измерение угла скоса разделки б.
Для определения диаметра электрода (электродной проволоки) его вставляют в пазы Ж шаблона, используя пазы как калибры-скобы.
4. С какой целью проводят ВИК сварных соединений (наплавок)?
С целью выявления деформаций, поверхностных трещин, расслоений, закатов, забоин, рисок, раковин и других несплошностей; проверки геометрических размеров заготовок, полуфабрикатов и деталей; проверки допустимости выявленных деформаций и поверхностных несплошностей.
- 5. Какие параметры необходимо контролировать в выполненном сварном соединении?
- · размеры поверхностных дефектов (поры, включения и др.), выявленных при визуальном контроле;
- · высоту и ширину шва, а также вогнутость и выпуклость обратной стороны шва в случае доступности обратной стороны шва для контроля;
- · высоту (глубину) углублений между валиками (западания межваликовые) и чешуйчатости поверхности шва;
- · подрезы (глубину и длину) основного металла;
- · отсутствие непроваров (за исключением конструктивных непроваров) с наружной и внутренней стороны шва;
- · размеры катета углового шва;
- · отсутствие переломов осей сваренных цилиндрических элементов.
- 7. Методы разрушающего контроля.
К разрушающим методам контроля относятся способы испытания контрольных образцов с целью получения необходимых характеристик сварного соединения.
Эти методы могут применяться как на контрольных образцах, так и на отрезках, вырезанных из самого соединения. В результате разрушающих методов контроля проверяют правильность подобранных материалов, выбранных режимов и технологий, осуществляют оценку квалификации сварщика.
Механические испытания являются одним из основных методов разрушающего контроля. По их данным можно судить о соответствии основного материала и сварного соединения техническим условиям и другим нормативам, предусмотренным в данной отрасли.
К механическим испытаниям относят:
- · испытание сварного соединения в целом на различных его участках (наплавленного металла, основного металла, зоны термического влияния) на статическое (кратковременное) растяжение;
- · статический изгиб;
- · ударный изгиб (на надрезанных образцах);
- · на стойкость против механического старения;
- · измерение твердости металла на различных участках сварного соединения.
Контрольные образцы для механических испытаний варят из того же металла, тем же методом и тем же сварщиком, что и основное изделие.
В исключительных случаях контрольные образцы вырезают непосредственно из контролируемого изделия. Варианты образцов для определения механических свойств сварного соединения показаны на рисунке 5.
Рисунок 5 Варианты образцов для определения механических свойств (размеры в мм): А-Б-на растяжение наплавленного металла (А) и сварного соединения(Б); В-на изгиб; Г-на ударную вязкость.
Статическим растяжением испытывают прочность сварных соединений предел текучести, относительное удлинение и относительное сужение. Статический изгиб проводят для определения пластичности соединения по величине угла изгиба до образования первой трещины в растянутой зоне. Испытания на статический изгиб проводят на образцах с продольными и поперечными швами со снятым усилением шва заподлицо с основным металлом.
8. Операционный контроль.
Операционный контроль выполняется в процессе производства сварочных (наплавочных) работ. Он включает в себя проверку:
- — соответствия квалификации (аттестации) сварщика выполняемым работам;
- — соответствия основных и сварочных материалов проектным;
- — качества подготовки и сборки под сварку (чистота кромок, количество, расположение и качество прихваток, отсутствие смещения и перелома, и т.д.);
- — соответствие технологии сварки проектной (аттестованной) (предварительный подогрев, сварочные режимы, порядок наложения швов и т.д.). Контроль на этом этапе направлен на предупреждение дефектов в сварных швах.
Операционный контроль проводят в соответствии с технологической документацией изготовителя. Контроль должен быть достаточным для оценки качества выполняемых операций, имея в виду выполнение требований стандартов или технических условий и проектной документации на конструкции.
9. Контроль герметичности изделий
Существует довольно много методов контроля сварных швов на проницаемость с использованием различных материалов — газов (в основном воздуха или азота), жидкостей (воды или масла). Сутью испытаний является создание избыточного давления или разрежения и обнаружение мест, через которые под их воздействием рабочий компонент (газ или жидкость) проникает через сварной шов.
По виду используемого рабочего компонента и способа создания разности давлений различают пневматический, гидравлический, пневмогидравлический, вакуумный контроль.
Пневматический способ контроля. При пневматическом способе проверяемая емкость надувается воздухом, азотом или инертным газом до давления, составляющего 100-150% от рабочего (в зависимости от технических условий на изделие). Наружные швы смачиваются пенообразующим составом, который представляет собой раствор туалетного или хозяйственного мыла в воде (50-100 г мыла на 1 литр воды).
Если испытания проводятся при минусовой температуре, часть воды (до 60%) заменяется спиртом. Появившиеся на поверхности швов пузырьки свидетельствуют о наличии сквозных дефектов.
Гидравлический контроль. Гидравлическое испытание предполагает использование в качестве компонента, создающего давление, воды или масла.
После создания необходимого давления (100-150% от рабочего), емкость выдерживают в таком состоянии около 5-10 минут, обстукивая легкими ударами молотка с круглым бойком околошовную зону.
Если шов имеет сквозной дефект, он проявится течью жидкости.
Емкости, работающие без значительного избыточного давления, необходимо выдерживать наполненными более длительное время — не менее двух часов.
10. Электрошлаковая сварка является самым высокопроизводительным способом автоматической сварки металла значительной толщины.
Электрошлаковой сваркой называется сварка плавлением, при которой для нагрева свариваемых кромок н электродной проволоки используется теплота, выделяющаяся при прохождении электрического тока через расплавленный шлак.
Рис. 6. Схема электрошлаковой сварки.
Схема электрошлаковой сварки представлена на рис. 6. В пространство между свариваемыми кромками 1 изделия и шлакоудерживающими приспособлениями (медными ползунами 2, начальными планками 3) вводятся флюс и электродная проволока. Процесс сварки начинается с возбуждения дуги между электродной проволокой и начальной планкой.
Теплотой дуги расплавляются флюс и электродная проволока. Образуется ванна расплавленного металла 4, покрытая слоем жидкого шлака 5. Сварочный ток, проходя через расплавленный шлак, нагревает его до температуры 1600 … 1700° С.
Электродная проволока, находясь в ванне нагретого шлака, плавится, и дуга гаснет. Дальнейший бездуговой процесс плавки происходит за счет теплоты, выделяемой в шлаке сварочным током. По мере заполнения шва металлом медные ползуны, охлаждаемые проточной водой, перемещаются снизу вверх и формируют сварной шов.
Применяя электрошлаковую сварку несколькими электродными проволоками или электродами в виде ленты, можно сваривать кромки изделия практически любой толщины. Таким образом разрешена проблема однопроходной сварки толстого металла.
Рисунок 7. Сварка швов сложной конфигурации.
Важным преимуществом электрошлаковой сварки является возможность сварки швов сложной конфигурации (рисунок 7), при этом электродная проволока 3 подается через плавящийся мундшук 2, форма которого соответствует форме свариваемого шва 1. Мундштук плавится вместе с электродной проволокой, заполняя свариваемый шов металлом.
Качество металла шва получается значительно выше, чем при автоматической сварке под флюсом. Это объясняется постоянным наличием над металлом шва жидкой фазы металла и нагретого шлака, что способствует более полному удалению газов и неметаллических включений.
11. Трещины.
Трещины бывают холодные и горячие (рисунок 8). Трещины могут быть как наружными, так и внутренними. Это самые опасные дефекты
сварного соединения, часто приводящие к его разрушению. Проявляются они в виде разрыва в сварном шве или в прилегающих к нему зонах. Сначала трещины образуются с очень малым раскрытием, но под действием напряжений их распространение может быть соизмеримо со скоростью звука, в результате чего происходит разрушение конструкции.
Причинами образования трещин являются большие напряжения, возникающие при сварке. Чаще всего трещины проявляются при сварке высокоуглеродистых и легированных сталей в результате быстрого охлаждения сварочной ванны. Вероятность появления трещин увеличивается при жестком закреплении свариваемых деталей.
Рис. 8. Трещины в сварном шве и околошовной зоне: А — продольная горячая трещина; Б — холодная трещина в околошовной зоне.
Горячие трещины — появляются в процессе кристаллизации металла при температурах 1100 —1300°С вследствие резкого снижения пластических свойств и развития растягивающих деформаций. Появляются горячие трещины на границах зерен кристаллической решетки. Появлению горячих трещин способствует повышенное содержание в металле шва углерода, кремния, водорода, никеля, серы и фосфора. Горячие трещины могут возникать как в массиве шва, так и в зоне термического влияния. Распространяться горячие трещины могут как вдоль, так и поперек шва. Они могут быть внутренними или выходить на поверхность.
Холодные трещины — возникают при температурах ниже 120°С, то есть сразу после остывания сварочного шва. Кроме того, холодные трещины могут возникнуть и через длительный промежуток времени. Причиной появления холодных трещин являются сварочные напряжения, возникающие во время фазовых превращений, приводящих к снижению прочностных свойств металла. Причиной появления холодных трещин может стать растворенный атомарный водород, не успевший выделиться во время сварки. Причинами попадания водорода могут служить непросушенные швы или сварочные материалы, нарушения защиты сварочной ванны.
12. Приемо-сдаточные испытания сварных конструкций.
Изготовленные конструкции принимаются для сдачи их заказчику (на заказ или механосборочному цеху). Во многих случаях по техническим условиям производится испытание конструкций на действительную расчетную нагрузку, на нагрузку, несколько превышающую расчетную, или на нагрузку, имитирующую действительную. Испытание на имитирующую нагрузку проводится в том случае, если не имеется условий, создающих действительную нагрузку.
Имитирующая нагрузка должна создавать усилия в основных элементах, совпадающие со значениями усилий от действительной нагрузки.
Приемка конструкций проходит по следующим этапам.
- 1. Проверка всех документов, отражающих качественную характеристику использованных материалов в соответствии с техническими условиями: сертификатов на основной металл, примененный в изделии, сертификатов на отливки или поковки (в комбинированных конструкциях), сертификатов на электроды, присадочную проволоку и флюсы.
- 2. Проверка всех документов, отражающих насколько изготовление изделия соответствовало технологии, разработанной и утвержденной технологическим отделом: журнала пооперационного контроля; паспортов сварщиков, принимавших участие в изготовлении (сварке) изделия; результатов механических испытаний сварных образцов (если сварка образцов предусмотрена техническими условиями); актов испытания изделия в соответствии с техническими условиями; результатов рентгеновского просвечивания.
- 3. Проверка соответствия конструкций геометрическим размерам, заданным чертежом. Эта проверка производится на стеллажах обмером конструкции; прямолинейность конструкции и совпадение осей проверяются по струне—натянутой стальной проволоке.
- 13. Оболочковые конструкции.
Отличительной особенностью оболочковых конструкций по сравнению с другими металлоконструкциями являются то, что их соединения должны удовлетворять не только условиям прочности и надежности, но и плотности. Выполнение этих условий наиболее просто и надежно обеспечивается в сварных оболочках. К числу особенностей изготовления оболочковых конструкций следует отнести также и то, что при заготовке для них отдельных элементов применяются такие операции как штамповка, холодная гибка, правка и т.п., которые связаны с протеканием больших пластических деформаций в заготовках и со значительным использованием запаса пластичности материала. Это приводит к тому, что к материалам оболочковых конструкций, как правило, предъявляются повышенные требования по характеристикам пластичности. ?
Толщина стенки оболочковых конструкций, как правило, мала по сравнению с их габаритными размерами. В связи с этим предполагается также, что напряжения в стенке оболочки распределены равномерно по ее толщине.
При изготовлении оболочковых конструкций в зависимости от их размеров и геометрических форм приходится выполнять прямолинейные, кольцевые, круговые, спиральные стыковые швы. Стыковые швы тонкостенных конструкций, как правило, выполняются в среде защитных
газов. В качестве материала оболочек наибольшее применение получили низкоуглеродистые и низколегированные стали низкой и средней прочности, а также высокопрочные стали, титановые и алюминиевые сплавы и т.п. Сварные оболочковые конструкции средней толщины (до 40 мм) из низколегированных и низкоуглеродистых сталей изготовляются преимущественно с помощью автоматической сварки под флюсом. Конструкции, работающие в агрессивных средах, выполняют из хромоникелевых и хромистых сталей и сплавов с помощью автоматической сварки под слоем флюса. Сварку продольных и кольцевых швов выполняют, как правило, с двух сторон. ?
Соединение элементов простых оболочковых конструкций обычно осуществляется посредством загибания кромок панелей вниз и стягивания их изнутри болтами вместе с герметизирующей прокладкой. Существует много видов герметиков, но наиболее популярен полисульфидный каучук. ?
Обеспечение качества оболочковых конструкций нефтеперерабатывающих производств осуществляется в соответствии с основными принципами системы качества.
Удостоверение ВИК на 1 и 2 уровень в России
Организуем обучение и получение удостоверения ВИК в России.
Удостоверение ВИК выдается на следующие объекты НК:
1. Объекты котлонадзора.
2. Системы газоснабжения (газораспределения).
3. Подъемные сооружения.
4. Оборудование горнорудной промышленности.
5. Объекты угольной промышленности.
6. Объекты нефтяной и газовой промышленности.
7. Оборудование металлургической промышленности.
8. Оборудование взрывопожароопасных и химически опасных производств.
9. Объекты железнодорожного транспорта.
10. Объекты хранения и переработки зерна.
11. Здания и сооружения.
12. Оборудование электроэнергетики.
После успешного прохождения проверки знаний по ВИК, специалисты получают:
— удостоверение по неразрушающему контролю на метод ВИК;
— удостоверение о проверке знаний правил безопасности Ростехнадзора.
Удостоверение ВИК действует 3 года.
Скачать анкету для аттестации
Важно: заявки принимаются только от организаций (заявки от физических лиц не рассматриваются).
Для чего требуется удостоверение ВИК
Специалисты, выполняющие свои профессиональные обязанности в лаборатории независимого контроля, должны получить удостоверение ВИК. Оно выдаётся после успешного прохождения аттестации в уполномоченном органе. Этот документ подтверждает достаточный уровень квалификации непосредственно для выполнения профессиональных обязанностей. Основными задачами специалистов в процессе являются следующие:
— Отслеживать и выявлять наличие дефектов.
— Определять соответствие изготавливаемой продукции установленным стандартам.
— Устанавливать соответствие техническим условиям в процессе производства.
— Обеспечивать соответствие документации на разных стадиях.
Независимый контроль на сегодняшний день признан самым эффективным способом контролировать изделия в процессе производства и исключать недочёты в работе и браки.
Специалист, получивший удостоверение ВИК, проводит контроль на разных этапах производства, от стадии поступления сырья до проверки готовой продукции. Это позволяет исключать вероятность появления брака и повышает качество производства. Визуально-измерительный контроль проводится на производстве заготовок, полуфабрикатов и другой продукции.
Зачем проводится проверка? Для исключения экономического ущерба в результате появления бракованных партий или большого количества изделий в потоке. Также ВИК позволяет исключить производственные травмы и аварии на объекте. Особенно если речь идёт о сварочных швах, подготовке несущих конструкций, добыче полезных ископаемых или производстве ж/б изделий. В этом случае любой недочёт может стать причиной серьёзных аварий и поломок.
Особенности получения удостоверения ВИК
Получить удостоверение ВИК можно только после прохождения аттестации в специальном независимом органе. Сама процедура достаточно сложная и имеет массу нюансов и особенностей, поэтому многие пользуются дистанционной формой обучения специалистов, чтобы купить удостоверение ВИК с минимальными трудовыми затратами (с минимальным отрывом от производства). Аттестация ВИК проходит согласно установленным регламентам. Целью аттестации является проверка знания главных определений, законодательной базы и целей проведения контроля на производстве. Получить удостоверение ВИК должны специалисты, выполняющие следующие функции:
— Разработка специальных конструкций.
— Выявление и определение дефектов и брака.
— Регулировка и настройка станков или специального оборудования.
— Формирование отчётов и выдача заключений о качестве работ.
Список не является исчерпывающим, так как включает в себя всех сотрудников, которые занимаются отслеживанием качества производства и наладки оборудования в самых разных областях промышленности и производства.
Для прохождения аттестации, после которой выдаётся удостоверение, человеку необходимо обратиться в специализированный орган и подать пакет документов. Он должен включать в себя заявление специалиста, сведения о выполняемых работах, копию диплома, фотографии, медицинскую справку. Проводится аттестация согласно установленным регламентам в нормативных документах. Обо всех этапах и требованиях при прохождении лучше узнать заранее, перед подачей пакета бумаг.
БЕСПЛАТНАЯ КОНСУЛЬТАЦИЯ!
Ваши преимущества при обращении в ООО «КОНСАЛТ-ДОПУСК»:
1. После прохождения аттестации по ВИК в России, Вы получаете удостоверение ВИК установленного образца и данные заносятся в общий реестр.
2. Процесс получения удостоверения ВИК в России на 1 и 2 уровни проходит с минимальным отрывом специалистов от производства.
3. Аттестация для получения удостоверения ВИК проходит на все объекты контроля НК.
3. Полное консультационное сопровождение: от заявки до получения удостоверений.
4. Доступные цены.
Обучение — Визуально-измерительный контроль (ВИК)
Компания «Центр лицензирования и сертификации» приглашает дефектоскопистов на обучение методу визуально-измерительного контроля. По завершению курса организовывается аттестация, проходящая в несколько этапов. Специалисты, успешно сдавшие все экзамены, получают квалификационное удостоверение, в котором, помимо уровня квалификации, непременно указываются изученные методы и объекты контроля. Срок действия удостоверения составляет 3-6 лет. Стоимость зависит от типа аттестации (первичная или с целью продления удостоверения) и количества объектов контроля.

Багро Ольга Олеговна
Эксперт по повышению квалификации и аттестации
- Pабочий: +7 (495) 151-93-39 доб. 148
- Mобильный: +7 (925) 004-67-19
- E-mail: boo@sro-licence.ru

Объекты контроля:
- Оборудование, работающее под избыточным давлением
- Системы газоснабжения (газораспределения)
- Подъемные сооружения
- Объекты горнорудной промышленности
- Объекты угольной промышленности
- Оборудование нефтяной и газовой промышленности
- Оборудование металлургической промышленности
- Оборудование взрывопожароопасных и химически опасных производств
- Объекты железнодорожного транспорта
- Объекты хранения и переработки зерна
- Здания и сооружения (строительные объекты)
- Оборудование электроэнергетики
Главной целью проведения аттестации, является подтверждение необходимого уровня теоретической и практической подготовки, навыков, опыта, знаний, мастерства. Это позволяет классифицировать всех специалистов из сферы неразрушающего контроля на три уровня:
I уровень – настройка оборудования, проведение контроля, описание результатов;
II уровень – настройка оборудования, проведение контроля, описание результатов, разработка технологических инструкций и карт контроля, руководство специалистами I уровня;
III уровень — настройка оборудования, проведение контроля, описание результатов, разработка технологических инструкций, карт контроля и регламентов, оценка эффективности контроля, руководство специалистами I и II уровня.
Сама аттестация подразделяется на:
- Первичную – удостоверение выдается на 3 года, в комплекте обязательно должно быть удостоверение по ПБ (иначе удостоверение по НК считается не действительным).
- Продление – за месяц до окончания срока действующего удостоверения, необходимо подать заявку на продление срока удостоверения.
- Повторная – аттестация после 6 лет.
- Расширение – расширение объектов контроля.
О порядке аттестации специалистов неразрушающего контроля (дефектоскопистов)
Квалификационный экзамен на I и II уровни квалификации включает:
- общий экзамен по физическим основам и закономерностям конкретного метода НК;
- специальный экзамен по технологии НК данным методом объектов конкретного вида по действующим стандартам, нормативным и методическим документам;
- практический экзамен, подтверждающий производственные навыки кандидата и включающий разработку технологических карт или письменных инструкций для специалистов II уровня с итоговым собеседованием.
- экзамен по проверке знаний правил безопасности;
ОБРАЩАЕМ ВАШЕ ВНИМАНИЕ! Лица, не прошедшие предварительный общий экзамен, от прохождения последующих аттестационных экзаменов отстраняются.
Стоимость услуг по обучению дефектоскопистов ВИК
Стоимость формируется на основании Анкеты от 11 400 рублей за 1 пункт.
| Метод | Вид аттестации | 1 объект контроля | 2 объекта контроля | 3 объекта контроля | 4 объекта контроля | 5 объектов контроля | 6 объектов контроля | 7 объектов контроля |
|---|---|---|---|---|---|---|---|---|
| 1 | 1,4 | 1,6 | 1,8 | 2 | 2,1 | 2,1 | ||
| ВИК (визуальный и измерительный контроль) |
Первичная аттестация – I и II уровни | 15 000 руб. | 21 000 руб. | 24 000 руб. | 27 000 руб. | 30 000 руб. | 31 500 руб. | 31 500 руб. |
| Продление после 3–х лет – I и II уровни | 11 400 руб. | 16 000 руб. | 18 200 руб. | 20 500 руб. | 22 800 руб. | 24 000 руб. | 24 000 руб. |
Как определяется стоимость аттестации специалистов НК
| При формировании цены аттестационных услуг учитывается | заявленный метод НК и количество объектов контроля |
|---|---|
| При аттестации специалиста сразу по нескольким методам НК | цена определяется путем суммирования стоимости по каждому из них |
| Выставленный счет является полным и не влечет за собой каких-либо дополнительных платежей! |
Необходимо учитывать, что на формирование ценовой политики влияет ряд факторов, поэтому для каждого предприятия осуществляется индивидуальный расчет стоимости.
Для расчета точной стоимости аттестации заполните анкету и вышлите на адрес upk@sro-licence.ru.
Ответим в течение часа (пн-пт 09:00 — 18:00).
Какие документы запрашиваются для прохождения аттестации специалистов НК
- Анкета на специалистов, которых необходимо аттестовать (скачать анкету)
- Заявка от имени частного лица или организации на проведение аттестации персонала в области неразрушающего контроля (в форме согласно Приложению 5 СДАНК-02-2020) – образец заполнения высылаем.
- Заверенная организацией карточка предприятия.
- Копии документов об общем образовании.
- Документы об окончании специализированных курсов с обязательным указании программы и количества часов обучения и о прохождении аттестации по методам НК, неуказанным в заявке (если имеются).
- Справка о наличии практического опыта выполнения работ по заявляемому методу НК.
- Сведения о выполненных работах по заявленному направлению аттестации (только для претендентов на II уровень квалификации, не имеющих I уровня).
- Справка о состояние здоровья (медицинское заключение о возможности выполнять работы на вредном производстве).
- Две фотографии (размер 3х4, цветные).
Помогаем с заполнением документов для прохождения аттестации.
Почему руководители предприятий доверяют нам обучение и аттестацию своих сотрудников
- «Центр лицензирования и сертификации» является официальным партнером аккредитованного экзаменационного центра по осуществлению аттестации специалистов НК – организации-заказчики не несут дополнительных расходов на оплату посреднических услуг и уверены в легальности полученных удостоверений.
- В ходе специального обучения кандидаты получают теоретическую подготовку и практические навыки, достаточные для успешного прохождения проверки знаний.
- Аттестационные экзамены проводятся в строгом соответствии с правилами СДАНК-02-2020, аттестуемым обеспечиваются абсолютно равные условия.
- Предоставляем возможность дополнительно заказать услуги по аттестации специалистов в области промышленной безопасности, повышению квалификации по радиационной безопасности или лаборатории НК по специальной цене.
Квалификационное удостоверение с указанием уровня квалификации, методов и объектов контроля.
Удостоверение о проверке знаний правил безопасности.
- Оформляются в течение семи дней после успешной сдачи аттестационных экзаменов.
- Срок действия первично выданных удостоверений специалистов I, II уровня квалификации – три года, после повторной аттестации – шесть лет.

Руководитель отдела продаж / Главный юрист

Генеральный директор

Специалист по сертификации и стандартизации продукции

Эксперт по повышению квалификации и аттестации

Эксперт по лицензированию / Стаж работы 18 лет.
Акция
Обучение 2 специалистов БЕСПЛАТНО при заказе повышения квалификации на 5 сотрудников.
При обучении 5 специалистов по программам повышения квалификации — обучение 2 специалистов БЕСПЛАТНО!
Акция действует до 31 декабря
| Услуга | |
|---|---|
| Повышение квалификации — более 7 специалистов. 2 бесплатно! | Заказать |

Стоимость работ: от 17 000 руб.
Срок проведения аттестации: 5 рабочих дней.
Профессиональную подготовку сотрудников вашей лаборатории проще и точнее всего определить при прохождении ими аттестации ВИК. Если ряд ваших специалистов имеют допуск к выполнению определенных важных работ, то быстро подтвердить их квалификацию поможет именно аттестация ВИК. Благодаря такой оценке профессионализма работников растет деловая репутация вашей компании.
Аттестация ВИК 2 уровень предполагает подготовку непосредственно занятого в сфере диагностики техсостояния и качества сборки (включая поверхности/сварные швы) основных узлов рабочих агрегатов на объектах нефте- и газпрома специалиста, а также проверку его профкомпетенции.
Компания «Европейские Стандарты и Сертификация» («ЕСИС») оказывает услуги, связанные с аттестацией по неразрушающему контролю ВИК в Москве и дистанционно. Наша компания быстро подготовит ваших работников к аттестационным испытаниям по избранному профилю с помощью проверенных методов обучения. После прохождения вашим персоналом испытаний по визуальному и измерительному контролю, ваша лаборатория сможет:
- получить высокий результат при проверке уровня профессиональной компетенции работников;
- получить преимущество перед конкурентами и укрепить свое положение на рынке;
- при обеспечении безопасности на производстве, руководствоваться стандартами, установленными в Европе;
- повысить эффективность работы специалистов и увеличить безопасность их деятельности, а также увеличить производственные показатели;
- постоянно расширять базу клиентов и налаживать необходимые партнерские отношения.
Стадии проведения контроля
- Входной контроль, осуществляемый при поступлении материалов для определения его соответствия всем установленным положениям технических регламентов и прочей документации, а также качественным стандартам.
- Изготовление деталей, единиц сборки и готовых изделий.
- Подготовка к сборке и сварке.
- Сборка деталей для сваривания.
- Сварка.
- Выполнения контроля наплавок и сварных соединений.
- Обнаружение и исправление недостатков в наплавках и соединениях.
- Оценка качественного состояния сварных швов и самого материала в ходе эксплуатации сооружения/технического устройства, включая период после окончания срока их эксплуатации, который установлен производителем.
Визуально-измерительный контроль (ВИК) – это единственный метод в области НК, который применяется исключительно с помощью измерительных средств. Его преимущества заключаются в его доступности, оперативности, информативности и относительно невысокой стоимости.
Необходимые для аттестации по неразрушающему контролю ВИК документы:
- оригинал заявки на первичную аттестацию специалистов неразрушающего контроля НК, которая оформляется в соответствии с требованиями СДАНК-02-2020. Подписывается заявка либо руководящим лицом компании, где трудится специалист, либо самим специалистом, если он подает документы на аттестацию в частном порядке;
- справка о практическом опыте работы по методам НК, по которым аттестуется кандидат. Справка должна быть составлена на бланке компании, в которой работает специалист. В справке указываются: трудовой стаж по каждому из выбранных методов НК, а также список работ по методу контроля, если работник собирается проходить аттестацию на уровень II, минуя I квалификационный уровень. Руководящее лицо компании-заявителя ставит на справку свою подпись и печать организации;
- если кандидат впервые обращается в центр по проведению аттестации ВИК, то прикладывается копия документа об образовании;
- копия или оригинал мед. справки. Справка должна подтверждать, что состояние здоровья кандидата позволяет ему работать с визуально-измерительным контролем. В справке должно содержаться заключение терапевта по общему состоянию здоровья работника, а также заключение окулиста, однако можно предоставить копию медицинской книжки, в которой указываются результаты медицинского осмотра. Справка недействительна без печати врача или медицинского учреждения. Срок действия справки – год с момента её выдачи;
- две черно-белые или цветные фотографии (3х4);
- банковский документ, подтверждающий оплату;
- копии квалификационных удостоверений по прохождению аттестаций по методам НК (если есть).
Правила проведения аттестации по неразрушающему контролю ВИК
Аттестация по визуально измерительному контролю ВИК(в т.ч. аттестация ВИК 2 уровень) обладает некоторыми особенностями, которые нужно учитывать. Правила и порядок осуществления аттестации ВИК устанавливаются в Положении компании, связанном с аттестациями по методам контроля. Также данное Положение указывает на категории сотрудников, которые должны проходить аттестацию.
Не подлежат аттестации лица:
- которые работают меньше года (в общем сумме);
- беременные женщины или женщины, находящиеся в отпуске по уходу за ребенком;
- в некоторых случаях аттестации не подлежат совместители, работающие по срочному трудовому договору (срок договора — 1-2 года);
- в течение года после своего назначения не аттестуются работники, которые заняли должность по конкурсу.
В Положении также устанавливается периодичность, с которой проводится аттестация ВИК и с точным указанием на момент начала течения срока (либо с момента издания приказа, либо с даты, которая указана в приказе).
Стадии проведения аттестации неразрушающего контроля ВИК:
- На подготовительном этапе разрабатываются принципы и методы аттестации, издаются приказы об аттестации, утверждаются документы для аттестации и список сотрудников, подлежащих ей. Сотрудники уведомляются об аттестации.
- На основном этапе организуется работа комиссии, проводится сама аттестация ВИК, проверяются результаты.
- На заключительном этапе подводятся итоги аттестационных испытаний, принимаются решения относительно работников, а комиссии предоставляются аттестационные листы, в которых указаны результаты предыдущей аттестации работника и отзывы.
К итоговому протоколу о результатах тестов прилагаются сами тесты. Работники, прошедшие аттестацию, получают удостоверения о её прохождении, в которых указывается область, в которой они аттестованы. Допуск к ВИК осуществляется только на основании этих документов.
Законы, регламентирующие проведение аттестации
- Приказ Федеральной службы по экологическому, технологическому и атомному надзору №116 от 25 марта 2014 г.
- Технологический норматив РД 08.00-60.30.00-КТН-046-1-05.
-
#1
Коллеги добрый день.
Такой вопрос,есть тут те кто аттестовывался в «НИКИМТ-Атомстрой» который находится в Москве.
Нужны общие и специальные вопросы на экзамен по методу ВИК.
Буду благодарен за помощь.
-
#2
Хосспаде, в НИКИМТе тесты не сдать это надо суметь конечно.
-
#3
Коллеги добрый день.
Такой вопрос,есть тут те кто аттестовывался в «НИКИМТ-Атомстрой» который находится в Москве.
Нужны общие и специальные вопросы на экзамен по методу ВИК.
Буду благодарен за помощь.
Добрый день, нашли тесты?
-
#4
Добрый день, нашли тесты?
Здравствуйте, нет не нашел. Вы можете поделится тестами?
Последнее редактирование: 20.12.2022
-
#5
Добрый день, нашли тесты?
у меня есть завтра могу скинуть