Утверждаю
Зам. директора
по УР _____________С.С. Прохорова
Экзаменационный билет №1
Определить скорость главного движения резания при обтачивании заготовки диаметром D = 80мм на токарном станке с частотой вращения шпинделя n = 860 мин-1 .
Поясните кадр программы в коде ISO-7bit
N1 G90 T0303 S800 M03
-
Составить структуру технологического процесса изготовления детали

Преподаватель
«____»________________2019 г.
Председатель
цикловой комиссии
Утверждаю
Зам. директора
по УР _____________С.С. Прохорова
Экзаменационный билет № 2
-
Определить частоту вращения (мин-1) шпинделя станка при обтачивании заготовки диаметром D = 140 (мм) на токарном станке со скоростью главного движения резания V = 88 (м/мин).
-
Поясните кадр программы в коде ISO-7bit
N3 G00 X25 Z165
-
Составить структуру технологического процесса изготовления детали

«____»________________2019 г.
Председатель
цикловой комиссии
ГБПОУ ВО «Борисоглебский техникум промышленных и информационных технологий»
Утверждаю
Зам. директора
по УР _____________С.С. Прохорова
Экзаменационный билет №3
-
Определить скорость движения подачи Vs при обтачивании заготовки на токарном станке с частотой вращения шпинделя n =400 мин-1; подача резца за один оборот шпинделя S0 = 0,61мм/об.
-
Поясните кадр программы в коде ISO-7bit
N4G91G01 Z-35 F10 M08
-
Составить структуру технологического процесса изготовления детали

«____»________________2019 г.
Председатель
цикловой комиссии
ГБПОУ ВО «Борисоглебский техникум промышленных и информационных технологий»
Утверждаю
Зам. директора
по УР _____________С.С. Прохорова
Экзаменационный билет №4
Определить глубину резания t при обтачивании заготовки диаметром D=188 мм на токарном станке в два перехода. При переходе предварительной обработки заготовка обтачивается до D0=182мм, а при окончательной обработке — до d=180мм.
Поясните кадр программы в коде ISO-7bit
N5 G90 X40 Z90
-
Составить структуру технологического процесса изготовления детали

«____»________________2019 г.
Председатель
цикловой комиссии
ГБПОУ ВО «Борисоглебский техникум промышленных и информационных технологий»
Утверждаю
Зам. директора
по УР _____________С.С. Прохорова
Экзаменационный билет №5
-
Определить основное время при продольном обтачивании на проход заготовки диаметром D= 54мм до диаметра d=50мм на длине L=200мм. Частота вращения шпинделя n=1000мин-1; подача резца So=0,32 мм/об. Обтачивание производится за один рабочий ход. Резец проходной с главным углом в плане =45о.
-
Поясните кадр программы в коде ISO-7bit
N6 G901 G02 X20 Z-20 10 K20
-
Составить структуру технологического процесса изготовления детали

««____»________________2019 г.
Председатель
цикловой комиссии
Утверждаю
Зам. директора
по УР _____________С.С. Прохорова
Экзаменационный билет №6
D=60mm на токарном станке за один рабочий ход. Припуск на обработку (на сторону) h=2,5 мм; частота вращения шпинделя n=1000 мм-1; подача резца S0=0,43мм/об. Резец проходной отогнутый с углом = 45°.
Поясните кадр программы в коде ISO-7bit
N7 G90 G01 X80 Z0 S350
-
Составить структуру технологического процесса изготовления детали

«____»________________2019 г.
Председатель
цикловой комиссии
ГБПОУ ВО «Борисоглебский техникум промышленных и информационных технологий»
Утверждаю
Зам. директора
по УР _____________С.С. Прохорова
Экзаменационный билет №7
Определить основное время при отрезании кольца от заготовки, имеющей форму трубы, на токарном станке резцом с пластиной из твердого сплава. Наружный диаметр заготовки D=90 мм; внутренний диаметр d=60мм. Частота вращения шпинделя n=315 мин-1; подача резца S0=0,15 мм/об.
Поясните кадр программы в коде ISO-7bit
N8 G00 X100 M09
-
Составить структуру технологического процесса изготовления детали

«____»________________2019 г.
Председатель
цикловой комиссии
ГБПОУ ВО «Борисоглебский техникум промышленных и информационных технологий»
Утверждаю
Зам. директора
по УР _____________С.С. Прохорова
Экзаменационный билет №8
-
Определить скорость главного движения резания при обтачивании заготовки диаметром D = 80мм на токарном станке с частотой вращения шпинделя n = 860 мин-1 .
-
Поясните кадр программы в коде ISO-7bit
N9 Z200
-
Составить структуру технологического процесса изготовления детали
Преподаватель
«____»________________2019 г.
Председатель
цикловой комиссии
ГБПОУ ВО «Борисоглебский техникум промышленных и информационных технологий»
Утверждаю
Зам. директора
по УР _____________С.С. Прохорова
Экзаменационный билет №9
Определить частоту вращения (мин-1) шпинделя станка при обтачивании заготовки диаметром D = 140 (мм) на токарном станке со скоростью главного движения резания V = 88 (м/мин).
Поясните кадр программы для токарных станков, оснащенных УЧПУ класса NC (SNC)
N1 690 G00 X {x│}
N2 G33 Z{z2} K{P}
-
Составить структуру технологического процесса изготовления детали

«____»________________2019 г.
Председатель
цикловой комиссии
ГБПОУ ВО «Борисоглебский техникум промышленных и информационных технологий»
Утверждаю
Зам. директора
по УР _____________С.С. Прохорова
Экзаменационный билет №10
Определить скорость движения подачи Vs при обтачивании заготовки на токарном станке с частотой вращения шпинделя n =400 мин-1; подача резца за один оборот шпинделя S0 = 0,61мм/об.
Поясните кадр программы для токарных станков, оснащенных УЧПУ класса NC (SNC)
N3 G00X {X3}
N4 Z{Z0}
-
Составить структуру технологического процесса изготовления детали

«____»________________2019 г.
Председатель
цикловой комиссии
Утверждаю
Зам. директора
по УР _____________С.С. Прохорова
Экзаменационный билет №11
-
Определить глубину резания t при обтачивании заготовки диаметром D=188 мм на токарном станке в два перехода. При переходе предварительной обработки заготовка обтачивается до D0=182мм, а при окончательной обработке — до d=180мм.
-
Поясните кадр программы для токарных станков, оснащенных УЧПУ класса NC (SNC)
N6 G90 G600 G60 X30 Z140
-
Составить структуру технологического процесса изготовления детали

«____»________________2019 г.
Председатель
цикловой комиссии
Утверждаю
Зам. директора
по УР _____________С.С. Прохорова
Экзаменационный билет №12
D= 54мм до диаметра d=50мм на длине L=200мм. Частота вращения шпинделя n=1000мин-1; подача резца So=0,32 мм/об. Обтачивание производится за один рабочий ход. Резец проходной с главным углом в плане =45о.
Поясните кадр программы для токарных станков, оснащенных УЧПУ класса NC (SNC)
N7 G01 Z95.5 F85 S800
-
Составить структуру технологического процесса изготовления детали

«____»________________2019 г.
Председатель
цикловой комиссии
Утверждаю
Зам. директора
по УР _____________С.С. Прохорова
Экзаменационный билет №13
Определить основное время при подрезании сплошного торца заготовки диаметром D=60mm на токарном станке за один рабочий ход. Припуск на обработку (на сторону) h=2,5 мм; частота вращения шпинделя n=1000 мм-1; подача резца S0=0,43мм/об. Резец проходной отогнутый с углом = 45°.
Поясните кадр программы для токарных станков, оснащенных УЧПУ класса NC (SNC)
N8 G96 X58 Z71 S75
-
Составить структуру технологического процесса изготовления детали

«____»________________2019 г.
Председатель
цикловой комиссии
Утверждаю
Зам. директора
по УР _____________С.С. Прохорова
Экзаменационный билет №14
Определить основное время при отрезании кольца от заготовки, имеющей форму трубы, на токарном станке резцом с пластиной из твердого сплава. Наружный диаметр заготовки D=90 мм; внутренний диаметр d=60мм. Частота вращения шпинделя n=315 мин-1; подача резца S0=0,15 мм/об.
Поясните кадр программы для токарных станков, оснащенных УЧПУ класса NC (SNC)
N9 G91 G97 Z-11S410
-
Составить структуру технологического процесса изготовления детали

«____»________________2019 г.
Председатель
цикловой комиссии
Утверждаю
Зам. директора
по УР _____________С.С. Прохорова
Экзаменационный билет №15
Определить скорость главного движения резания при обтачивании заготовки диаметром D = 80мм на токарном станке с частотой вращения шпинделя n = 860 мин-1 .
Поясните кадр программы для токарных станков, оснащенных УЧПУ класса NC (SNC)
N10 G53 Z84 X0
-
Составить структуру технологического процесса изготовления детали

«____»________________2019 г.
Председатель
цикловой комиссии
Утверждаю
Зам. директора
по УР _____________С.С. Прохорова
Экзаменационный билет №16
Определить частоту вращения (мин-1) шпинделя станка при обтачивании заготовки диаметром D = 140 (мм) на токарном станке со скоростью главного движения резания V = 88 (м/мин).
Поясните кадр программы для токарных станков, оснащенных УЧПУ класса NC (SNC)
N11 G90G10 B54.3A+135
-
Составить структуру технологического процесса изготовления детали

«____»________________2019 г.
Председатель
цикловой комиссии
Утверждаю
Зам. директора
по УР _____________С.С. Прохорова
Экзаменационный билет №17
Vs при обтачивании заготовки на токарном станке с частотой вращения шпинделя n =400 мин-1; подача резца за один оборот шпинделя S0 = 0,61мм/об.
Поясните кадр программы для токарных станков, оснащенных УЧПУ класса NC (SNC)
N12 G11G96 B(54.3+21) F45 S75
-
Составить структуру технологического процесса изготовления детали

«____»________________2019 г.
Председатель
цикловой комиссии
Утверждаю
Зам. директора
по УР _____________С.С. Прохорова
Экзаменационный билет №18
Определить глубину резания t при обтачивании заготовки диаметром D=188 мм на токарном станке в два перехода. При переходе предварительной обработки заготовка обтачивается до D0=182мм, а при окончательной обработке — до d=180мм.
Поясните кадр программы для токарных станков, оснащенных УЧПУ класса NC (SNC)
N13 B79.3F+148
-
Составить структуру технологического процесса изготовления детали

«____»________________2019 г.
Председатель
цикловой комиссии
Утверждаю
Зам. директора
по УР _____________С.С. Прохорова
Экзаменационный билет №19
Определить основное время при продольном обтачивании на проход заготовки диаметром D= 54мм до диаметра d=50мм на длине L=200мм. Частота вращения шпинделя n=1000мин-1; подача резца So=0,32 мм/об. Обтачивание производится за один рабочий ход. Резец проходной с главным углом в плане =45о.
Поясните кадр программы для токарных станков, оснащенных УЧПУ класса NC (SNC)
N14 G53 Z0X0
-
Составить структуру технологического процесса изготовления детали
«____»________________2019 г.
Председатель
цикловой комиссии
Утверждаю
Зам. директора
по УР _____________С.С. Прохорова
Экзаменационный билет №20
D=60mm на токарном станке за один рабочий ход. Припуск на обработку (на сторону) h=2,5 мм; частота вращения шпинделя n=1000 мм-1; подача резца S0=0,43мм/об. Резец проходной отогнутый с углом = 45°.
Поясните кадр программы для токарных станков, оснащенных УЧПУ класса NC (SNC)
N15 G63 G00 Z15X120F180
-
Составить структуру технологического процесса изготовления детали
Преподаватель
«____»________________2019 г.
Председатель
цикловой комиссии
Утверждаю
Зам. директора
по УР _____________С.С. Прохорова
Экзаменационный билет №21
Определить основное время при отрезании кольца от заготовки, имеющей форму трубы, на токарном станке резцом с пластиной из твердого сплава. Наружный диаметр заготовки D=90 мм; внутренний диаметр d=60мм. Частота вращения шпинделя n=315 мин-1; подача резца S0=0,15 мм/об.
Поясните кадр программы в коде ISO-7bit
N4G91G01 Z-35 F10 M08
-
Составить структуру технологического процесса изготовления детали
«____»________________2019 г.
Председатель
цикловой комиссии
Утверждаю
Зам. директора
по УР _____________С.С. Прохорова
Экзаменационный билет № 22
Определить частоту вращения (мин-1) шпинделя станка при обтачивании заготовки диаметром D = 140 (мм) на токарном станке со скоростью главного движения резания V = 88 (м/мин).
Поясните кадр программы в коде ISO-7bit
N1 G90 T0303 S800 M03
-
Составить структуру технологического процесса изготовления детали
«____»________________2019 г.
Председатель
цикловой комиссии
Утверждаю
Зам. директора
по УР _____________С.С. Прохорова
Экзаменационный билет № 23
Определить глубину резания t при обтачивании заготовки диаметром D=188 мм на токарном станке в два перехода. При переходе предварительной обработки заготовка обтачивается до D0=182мм, а при окончательной обработке — до d=180мм.
Поясните кадр программы в коде ISO-7bit
N8 G00 X100 M09
-
Составить структуру технологического процесса изготовления детали
«____»________________2019 г.
Председатель
цикловой комиссии
Утверждаю
Зам. директора
по УР _____________С.С. Прохорова
Экзаменационный билет № 24
D=60mm на токарном станке за один рабочий ход. Припуск на обработку (на сторону) h=2,5 мм; частота вращения шпинделя n=1000 мм-1; подача резца S0=0,43мм/об. Резец проходной отогнутый с углом = 45°.
Поясните кадр программы для токарных станков, оснащенных УЧПУ класса NC (SNC)
N7 G01 Z95.5 F85 S800
-
Составить структуру технологического процесса изготовления детали
«____»________________2019 г.
Председатель
цикловой комиссии
Утверждаю
Зам. директора
по УР _____________С.С. Прохорова
Экзаменационный билет № 25
Vs при обтачивании заготовки на токарном станке с частотой вращения шпинделя n =400 мин-1; подача резца за один оборот шпинделя S0 = 0,61мм/об.
Поясните кадр программы в коде ISO-7bit
N8 G00 X100 M09
-
Составить структуру технологического процесса изготовления детали
«____»________________2019 г.
Председатель
цикловой комиссии
ОБЛАСТНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ
ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
«СМОЛЕНСКАЯ АКАДЕМИЯ ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ»
Сафоновский филиал областного государственного бюджетного
профессионального образовательного учреждения
«Смоленская академия профессионального образования»
(Сафоновский филиал ОГБПОУ СмолАПО)
Комплект
контрольно-оценочных средств
для проведения экзамена (квалификационного)
по профессиональному модулю
ПМ. 01 Разработка технологических процессов изготовления
деталей машин
для специальности 15.02.08 Технология машиностроения
(углубленная подготовка)
Сафоново 2018г.
Комплект контрольно-оценочных средств по профессиональному модулю ПМ. 01 Разработка технологических процессов изготовления деталей машин разработан на основе Федерального государственного образовательного стандарта среднего профессионального образования по специальности СПО 15.02.08 Технология машиностроения.
| Разработчик: преподаватель Сафоновского филиала ОГБПОУ СмолАПО
____________Л.Н. Савельева преподаватель Сафоновского филиала ОГБПОУ СмолАПО ____________Г.Л. Полежаева
|
||
|
Согласовано Главный технолог ОАО «Русэлпром-Сафоновский электромашиностроительный завод» _________ А.Ю. Тимохов «28» августа 2018 г. |
Содержание
|
1. Паспорт комплекта контрольно-оценочных средств по профессиональному модулю |
4 |
|
1.1 Результаты освоения программы профессионального модуля |
4 |
|
1.1.1 Вид профессиональной деятельности |
4 |
|
1.1.2 Профессиональные и общие компетенции |
4 |
|
1.1.3 Практический опыт, умения, знания |
7 |
|
1.2 Формы промежуточной аттестации при освоении программы профессионального модуля |
8 |
|
2. Паспорт контрольно-измерительных материалов для проведения промежуточной аттестации по междисциплинарному курсу |
10 |
|
2.1 Область применения |
10 |
|
2.2 Комплект контрольно-измерительных материалов для проведения промежуточной аттестации по междисциплинарному курсу |
10 |
|
2.2.1 Условия выполнения задания |
10 |
|
2.2.2 Образцы заданий |
11 |
|
2.2.3 Критерии оценки |
13 |
|
3. Паспорт материалов для оценки результатов практики 3.1 Область применения 3.2 Виды работ для оценки результатов практики 3.3 Критерии оценки 4. Паспорт контрольно-оценочных материалов экзамена (квалификационного) 4.1 Область применения 4.2 Аттестационные испытания 4.3 Выполнение комплексного практико-ориентированного задания 4.3.1 Условия выполнения задания 4.3.2 Образцы заданий 4.3.3 Критерии оценки 5. Информационное обеспечение |
15 15 16 17 20 20 21 21 21 22 23 25 |
1 Паспорт комплекта контрольно-оценочных средств 1.1Результаты освоения программы профессионального модуля
1.1.1 Вид профессиональной деятельности
Результатом освоения программы профессионального модуля является готовность обучающегося к выполнению вида профессиональной деятельности Разработка технологических процессов изготовления деталей машин.
1.1.2 Профессиональные и общие компетенции
В результате освоения программы профессионального модуля у обучающегося должны быть сформированы следующие профессиональные компетенции (ПК) и общие компетенции (ОК).
Таблица 1 — Показатели оценки сформированности ПК
|
Профессиональные компетенции |
Показатели оценки результата |
|
1 |
2 |
|
ПК 1.1 Использовать конструкторскую документацию при разработке технологических процессов изготовления деталей. |
— выбор и использование конструкторской документации при разработке технологических процессов изготовления деталей. |
|
ПК 1.2. Выбирать метод получения заготовок и схемы их базирования. |
-определение видов и способов получения заготовок; -расчет и проверка величины припусков и размеров заготовок; -расчет коэффициента использования материала; -качество анализа и рациональность выбора схем базирования; -выбор способов обработки поверхностей и технологически грамотное назначение технологической базы |
|
ПК 1.3. Составлять маршруты изготовления деталей и проектировать технологические операции. |
точность и скорость чтения чертежей; -качество анализа конструктивно-технологических свойств детали, исходя из ее служебного назначения; — качество рекомендаций по повышению технологичности изготовления детали; -точность и грамотность оформления технологической документации |
|
ПК 1.4 Разрабатывать и внедрять управляющие программы обработки деталей. |
-составление управляющих программ для обработки типовых деталей на металлообрабатывающем оборудовании, -апробация программ во время производственной практики |
|
ПК 1.5 Использовать системы автоматизированного проектирования технологических процессов обработки деталей. |
-выбор и использование пакетов прикладных программ для разработки конструкторской документации и проектирования технологических процессов |
Таблица 2 — Показатели оценки сформированности ОК
|
Общие компетенции (возможна частичная сформированность) |
Показатели оценки результата |
|
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес |
Демонстрация интереса к будущей профессии |
|
ОК 2. Организовывать собственную деятельность, определять методы и способы выполнения профессиональных задач, оценивать их эффективность и качество |
Организует грамотно собственную деятельность для решения профессиональных задач; Применяет методики оценивания эффективности и качества деятельности |
|
ОК 3. Решать проблемы, оценивать риски и принимать решения в нестандартных ситуациях. |
Выбор методов для анализа ситуаций и умение применять управленческие решения |
|
ОК 4. Осуществлять поиск, анализ и оценку информации, необходимой для постановки и решения профессиональных задач, профессионального и личностного развития. |
Использует различные источники информации через эффективный поиск; Переводит один вид информации в другой |
|
ОК 5. Использовать информационно-коммуникационные технологии для совершенствования профессиональной деятельности |
Работа на станках с ЧПУ |
|
ОК 6. Работать в коллективе и команде, обеспечивать ее сплочение, эффективно общаться с коллегами, руководством, потребителями. |
Взаимодействие с сокурсниками, преподавателями, мастерами в ходе обучения; способность работать в команде для достижения общей цели |
|
ОК 7. Ставить цели, мотивировать деятельность подчиненных, организовывать и контролировать их работу с принятием на себя ответственности за результат выполнения заданий. |
Умение организовывать и контролировать работу подчиненных и принимать на себя ответственность |
|
ОК 8. Самостоятельно определять задачи профессионального и личностного развития, заниматься самообразованием, осознанно планировать повышение квалификации. |
Определяет траекторию саморазвития, самосовершенствования путем саморефлексии, самоцелеполагания. |
|
ОК 9. Быть готовым к смене технологий в профессиональной деятельности |
Анализ инноваций в области разработки технологических процессов изготовления деталей машин |
1.1.3 Практический опыт, умения, знания
В результате освоения программы профессионального модуля обучающийся должен освоить следующие дидактические единицы:
-
иметь практический опыт;
-
уметь;
-
знать.
Таблица 3 — Показатели оценки сформированности практического опыта
|
Практический опыт |
Показатели оценки результата |
|
ПО1. Использования конструкторской документации для проектирования технологических процессов изготовления деталей |
Использовать конструкторскую документацию для проектирования технологических процессов изготовления деталей |
|
ПО2. Выбора методов получения заготовок и схем их базирования |
Выбирать метод получения заготовок и схем их базирования |
|
ПО3. Составления технологических маршрутов изготовления деталей и проектирования технологических операций |
Составлять технологические маршруты изготовления деталей и проектировать технологические операции |
|
ПО4. Разработки и внедрения управляющих программ для обработки типовых деталей на металлообрабатывающем оборудовании |
Разрабатывать и внедрять управляющие программы для обработки типовых деталей на металлообрабатывающем оборудовании |
|
ПО5. Разработки конструкторской документации и проектирования технологических процессов с использованием пакетов прикладных программ |
Разрабатывать конструкторскую документацию и проектировать технологические процессы с использованием пакетов прикладных программ |
|
ПО6. Использования автоматизированного рабочего места технолога-программиста для разработки и внедрения управляющих программ к станкам с ЧПУ |
Использовать автоматизированные рабочие места технолога-программиста для разработки и внедрения управляющих программ к станкам с ЧПУ |
|
ПО7. Проектирования базы данных для систем автоматизированного проектирования технологических процессов и пользовательских интерфейсов к ним. |
Проектировать базы данных для систем автоматизированного проектирования технологических процессов и пользовательских интерфейсов к ним |
Таблица 4 — Показатели оценки освоения умений
|
Умения |
Показатели оценки результата |
|
У1. Читать чертежи |
Грамотно читать чертежи |
|
У2. Анализировать конструктивно-технологические свойства детали, исходя из ее служебного назначения |
Правильно анализировать конструктивно-технологические свойства детали, исходя из ее служебного назначения |
|
У3. Определять тип производства |
Грамотно определять тип производства |
|
У4. Проводить технологический контроль конструкторской документации с выработкой рекомендаций по повышению технологичности детали |
Проводить технологический контроль конструкторской документации с выработкой рекомендаций по повышению технологичности детали |
|
У5. Определять виды и способы получения заготовок |
Правильно определять виды и способы получения заготовок |
|
У6. Рассчитывать и проверять величину припусков и размеров заготовок |
Грамотно рассчитывать и проверять величину припусков и размеров заготовок |
|
У7. Рассчитывать коэффициент использования материала |
Грамотно рассчитывать коэффициент использования материала |
|
У8. Анализировать и выбирать схемы базирования |
Грамотно анализировать и выбирать схемы базирования |
|
У9. Выбирать способы обработки поверхностей и назначать технологические базы |
Правильно выбирать способы обработки поверхностей и назначать технологические базы |
|
У10. Составлять технологический маршрут изготовления детали |
Правильно составлять технологический маршрут изготовления детали |
|
У11. Проектировать технологические операции |
Правильно проектировать технологические операции |
|
У12. Разрабатывать технологический процесс изготовления детали |
Грамотно разрабатывать технологический процесс изготовления детали |
|
У13. Выбирать технологическое оборудование и технологическую оснастку: приспособления, режущий, мерительный и вспомогательный инструмент |
Правильно выбирать технологическое оборудование и технологическую оснастку: приспособления, режущий, мерительный и вспомогательный инструмент |
|
У14. Рассчитывать режимы резания по нормативам |
Грамотно рассчитывать режимы резания по нормативам |
|
У15. Рассчитывать штучное время |
Грамотно рассчитывать штучное время |
|
У16. Оформлять технологическую документацию |
Правильно оформлять технологическую документацию |
|
У17. Писать управляющие программы для обработки типовых деталей на металлообрабатывающем оборудовании |
Грамотно писать управляющие программы для обработки типовых деталей на металлообрабатывающем оборудовании |
|
У18. Использовать пакеты прикладных программ для разработки конструкторской документации и проектирования технологических процессов |
Правильно использовать пакеты прикладных программ для разработки конструкторской документации и проектирования технологических процессов |
|
У19. Рационально использовать автоматизированное оборудование в каждом конкретном, отдельно взятом производстве |
Рационально использовать автоматизированное оборудование в каждом конкретном, отдельно взятом производстве |
|
У20. . Создавать и редактировать на основе общего описания информационные базы, входные и выходные формы, а также элементы интерфейса. |
Грамотно создавать и редактировать на основе общего описания информационные базы, входные и выходные формы, а также элементы интерфейса. |
Таблица 5 — Показатели оценки усвоения знаний
|
Знания |
Показатели оценки результата |
|
Зн1. Служебное назначение и конструктивно-технологические признаки детали |
Грамотно трактовать служебное назначение и конструктивно-технологические признаки детали |
|
Зн2. Показатели качества деталей машин |
Грамотно трактовать показатели качества деталей машин |
|
Зн3. Правила отработки конструкции детали на технологичность, методы обеспечения технологичности и конкурентоспособности изделий машиностроения |
Грамотно излагать правила отработки конструкции детали на технологичность, методы обеспечения технологичности и конкурентоспособности изделий машиностроения |
|
Зн4.Физико-механические свойства конструкционных и инструментальных материалов |
Грамотно использовать физико-механические свойства конструкционных и инструментальных материалов |
|
Зн5.Задачи проектирования технологических процессов, методику проектирования технологического процесса изготовления детали |
Грамотно трактовать задачи проектирования технологических процессов, методику проектирования технологического процесса изготовления детали |
|
Зн6.Типовые технологические процессы изготовления деталей машин |
Грамотно использовать типовые технологические процессы изготовления деталей машин |
|
Зн7.Виды деталей и их поверхности |
Грамотно использовать виды деталей и их поверхности |
|
Зн8.Классификацию баз |
Грамотно трактовать классификацию баз |
|
Зн9.Виды заготовок и схемы их базирования |
Грамотно использовать виды заготовок и схемы их базирования |
|
Зн10.Условия выбора заготовок и способы их получения |
Грамотно использовать условия выбора заготовок и способы их получения |
|
Зн11.Способы и погрешности базирования заготовок |
Грамотно использовать способы и погрешности базирования заготовок |
|
Зн12.Правила выбора технологических баз |
Грамотно использовать правила выбора технологических баз |
|
Зн13. Виды обработки резанием |
Грамотно излагать виды обработки резанием |
|
Зн14. Технико-экономические показатели методов лезвийной, абразивной, электрофизической и электрохимической обработки |
Грамотно излагать технико-экономические показатели методов лезвийной, абразивной, электрофизической и электрохимической обработки |
|
Зн15. Виды режущих инструментов |
Грамотно использовать виды режущих инструментов |
|
Зн16. Элементы технологической операции |
Грамотно излагать элементы технологической операции |
|
Зн17. Основные принципы проектирования операций механической и физико-химической обработки с обеспечением заданного качества обработанных поверхностей на деталях машин при максимальной технико-экономической эффективности |
Грамотно трактовать основные принципы проектирования операций механической и физико-химической обработки с обеспечением заданного качества обработанных поверхностей на деталях машин при максимальной технико-экономической эффективности |
|
Зн18. Технико-экономические показатели оборудования машиностроительных производств, классификацию оборудования |
Грамотно использовать технико-экономические показатели оборудования машиностроительных производств, классификацию оборудования |
|
Зн19. Назначение станочных приспособлений |
Грамотно использовать назначение станочных приспособлений |
|
Зн20. Методику расчета режимов резания |
Грамотно излагать методику расчета режимов резания |
|
Зн21. Структуру штучного времени |
Грамотно излагать структуру штучного времени |
|
Зн22. Назначение и виды технологических документов |
Грамотно использовать назначение и виды технологических документов |
|
Зн23. Требования ЕСКД и ЕСТД к оформлению технической документации |
Грамотно использовать требования ЕСКД и ЕСТД к оформлению технической документации |
|
Зн24. Методику разработки и внедрения управляющих программ для обработки простых деталей на автоматизированном оборудовании |
Грамотно использовать методику разработки и внедрения управляющих программ для обработки простых деталей на автоматизированном оборудовании |
|
Зн25. Состав, функции и возможности использования информационных технологий в машиностроении |
Грамотно излагать состав, функции и возможности использования информационных технологий в машиностроении |
|
Зн26. Особенности работы автоматизированного оборудования и возможности применения его в составе РТК |
Грамотно использовать особенности работы автоматизированного оборудования и возможности применения его в составе РТК |
|
Зн27. Основные принципы моделирования баз данных и элементы их управления |
Грамотно использовать основные принципы моделирования баз данных и элементы их управления |
|
Зн28. Методы и средства выполнения и оформления проектно-конструкторской документации |
Грамотно использовать методы и средства выполнения и оформления проектно-конструкторской документации |
|
Зн29. Общие требования к автоматизированным системам проектирования. |
Грамотно излагать общие требования к автоматизированным системам проектирования. |
1.2 Формы промежуточной аттестации при освоении программы профессионального модуля ПМ. 01Разработка технологических процессов изготовления деталей машин.
Формой промежуточной аттестации по итогам освоения программы профессионального модуля является экзамен (квалификационный).
Итогом экзамена (квалификационного) является однозначное решение: вид профессиональной деятельности освоен/не освоен.
Для элементов, входящих в состав профессионального модуля (междисциплинарный курс, учебная практика, практика по профилю специальности) предусмотрена промежуточная аттестация в формеэкзаменов.
Таблица 6 — Формы промежуточной аттестации
|
Элементы модуля, профессиональный модуль |
Формы промежуточной аттестации |
|
МДК 01.01 Технологические процессы изготовления деталей машин |
Экзамен Экзамен Экзамен Экзамен |
|
МДК 01.02Системы автоматизированного проектирования и программирования в машиностроении |
Экзамен |
|
УП -01 Учебная практика |
Дифференцированный зачет |
|
ПП.01Практика по профилю специальности |
Дифференцированный зачет |
|
ПМ.01 |
Экзамен (квалификационный) |
Комплект контрольно-оценочных средств по профессиональному модулю ПМ.01Разработка технологических процессов изготовления
деталей машин включает:
-
контрольно-измерительные материалы для проведения промежуточной аттестации по междисциплинарному курсу;
-
контрольно-оценочные материалы для проведения экзамена (квалификационного).
Средствами оценки результатов практики является формализованное наблюдение и анализ представленных материалов в соответствии с п. 7.7Положения о практике студентов, осваивающих основные профессиональные образовательные программы среднего профессионального образования в Сафоновском филиале ОГБПОУ СмолАПО.2 Паспорт контрольно-измерительных материалов для проведения промежуточной аттестации по междисциплинарному курсу
2.1 Область применения
Контрольно-измерительные материалыдля проведения промежуточной аттестации по МДК 01.01 Технологические процессы изготовления деталей машин предназначены для проверки результатов освоения умений и усвоения знаний в соответствии с программой профессионального модуля ПМ.01Разработка технологических процессов изготовления деталей машин
2.2 Комплект контрольно-измерительных материалов для проведения промежуточной аттестации по междисциплинарному курсу 2.2.1 Условия выполнения задания
Предметом оценки междисциплинарного курса МДК 01.01 Технологические процессы изготовления деталей машинявляются освоенные умения и усвоенные знания обучающихся.
Текущий контроль освоения программы междисциплинарного курса МДК 01.01 Технологические процессы изготовления деталей машин проводится в пределах учебного времени, отведенного на изучение междисциплинарного курса с использованием таких методов, как выполнение самостоятельных работ, тестов, проведение устного и письменного опроса, выполнение практических работ, курсового проекта, самоконтроль.
Оценка освоения программы междисциплинарного курса МДК 01.01 Технологические процессы изготовления деталей машинпроводится в соответствии с «Положением о текущем контроле и промежуточной аттестации студентов в Сафоновском филиале ОГБПОУ СмолАПО», и рабочим учебным планом по специальности 15.02.08 Технология машиностроения.
Форма итоговой аттестации по ОПОП при освоении междисциплинарного курса:экзамен.
Условием допуска к экзамену является положительная текущая аттестация по всем самостоятельным и практическим работам междисциплинарного курса, ключевым теоретическим вопросам МДК.
Экзамен проводится в устной форме по билетам в полном составе группы.
Количество вариантов задания — 1.
Вариант включает два теоретических вопроса и практическое задание.
Задание выполняется в учебной аудитории, время выполнения задания 40 минут.
Используемое оборудование: справочная литература.
Требования охраны труда: инструктаж по правилам поведения во время экзамена.
Максимальное время выполнения задания – 40 минут (подготовка к ответу на теоретический вопрос – 20 минут, практическое задание — 20 минут).
2.2.2 Образцы заданий
Таблица 7- Типовые задания для проведения промежуточной аттестации по МДК 01.01 Технологические процессы изготовления деталей машин (5 семестр)
|
Типовое задание |
Коды проверяемых результатов |
|
|
У |
Зн |
|
|
Теоретическое задание |
||
|
Технические требования к наружным поверхностям тел вращения. Точность формы, размеров, взаимного расположения поверхностей. Качество поверхностного слоя. Виды и классификация технологических процессов. |
— |
1, 6, 7, 10, 11, 12, 13, 16, 17, 22 |
|
Этапы и виды обработки наружных цилиндрических поверхностей. Типы наружных поверхностей. Точение черновое. Особенности обработки деталей на токарных полуавтоматах. |
— |
1, 6, 7, 10, 11, 12, 13, 16, 17, 22 |
|
Этапы и виды обработки наружных цилиндрических поверхностей. Типы наружных поверхностей. Точение получистовое, чистовое. Шлифование наружных цилиндрических поверхностей. Метод врезания (поперечной подачи). |
— |
1, 6, 7, 10, 11, 12, 13, 16, 17, 22 |
|
Обработка на токарно-револьверных автоматах. Применение. Устройство. Наладка токарно-револьверных автоматов. Точность обработки. Понятие о базах, их классификация и назначение. Технологические базы. |
— |
1, 2, 3, 7, 8, 9 |
|
Обработка фасонных поверхностей. Методы обработки фасонных поверхностей. Влияние правильности базирования на точность обрабатываемых поверхностей. |
— |
1, 6, 7, 8, 11, 12, 13, 16, 17 |
|
Шлифование наружных цилиндрических поверхностей. Метод продольной подачи. Применение карусельных станков в различных условиях производства. |
— |
1, 6, 7, 8, 9, 10, 11, 12, 13, 16, 17 |
|
Качественный и количественный методы оценки технологичности. Виды заготовок и способы их получения. |
— |
1, 2, 3, 7,9, 10 |
|
Основные схемы базирования деталей – тел вращения. Технология литейного производства и литейная оснастка. Литье в оболочковые формы. |
— |
1, 8, 9, 10, 11, 12 |
|
Принципы постоянства и совмещения баз. Способы штамповки: в открытых и закрытых штампах; выдавливание; на молотах и прессах |
— |
1, 8, 9, 10, 11, 12 |
|
Технология литейного производства и литейная оснастка. Литье по выплавляемым моделям. Конструкторские, измерительные, исходные, установочные базы. |
— |
1, 8, 9, 10, 11, 12 |
|
Сущность процесса получения заготовок давлением. Качественный и количественный методы оценки технологичности. |
— |
1, 5, 7, 13, 15, 19 |
|
Понятие о припусках. Припуск общий и межоперационный. Порядок расчета параметров режимов резания при механической обработки деталей. |
— |
1,5, 7, 13, 15,17, 19 |
|
Влияние различных технологических факторов на погрешность обработки резанием. Технические требования к наружным поверхностям тел вращения. |
— |
1, 2, 3, 5, 7, 11, 12, 17, 18 |
|
Информация об операции технологического процесса, отражаемая в карте эскизов. Основные схемы базирования деталей типа «Втулка». |
— |
8, 9, 12, 16, 17, 22, 23, 28 |
|
Станки токарной группы. Технологическая оснастка, применяемая при токарной обработке на токарных станках. Методы обработки фасонных поверхностей. |
— |
1, 7, 13, 16, 17, 19, 26 |
|
Показатели оценки технологичности. Методы достижения технологичности конструкции. Типы производства. Коэффициент закрепления операций. |
— |
1, 7, 13, 16, 17, 19, 26 |
|
Разработка токарной операции. Требования по выполнению операционного эскиза. Чистовые методы обработки поверхностей деталей типа тел вращения. |
— |
1, 7, 13, 16, 17, 19, 26 |
|
Влияние способа получения заготовок на технико-экономические показатели технологического процесса обработки. Методы повышения качества поверхностного слоя деталей. |
— |
2, 5, 7, 10, 14, 17 |
|
Факторы, влияющие на величину припуска. Методы определения величины припуска. Основные формулы для расчета норм времени при токарной обработки деталей. |
— |
1, 2, 6, 7, 13, 17 |
|
Характеристика деталей типа «Втулка» (точность размеров, точность формы, точность взаимного расположения поверхностей, качество поверхностного слоя, требования к технологичности). Исходные данные для проектирования технологических процессов. |
— |
1, 6, 7, 10, 11, 12, 13, 16, 17, 22 |
|
Элементы технологической операции: установ, позиция, переход, рабочий и вспомогательный ход. Формулы расчета коэффициентов технологичности. |
— |
1, 2, 3, 5, 6, 7, 13 |
|
Характеристика деталей типа «Вал» (точность размеров, точность формы, точность взаимного расположения поверхностей, качество поверхностного слоя, требования к технологичности). Расчет штучно-калькуляционного времени при токарной обработке. |
— |
1, 5, 6, 7, 9, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21 |
|
Определение вспомогательного, подготовительно-заключительного, штучного времени на токарную обработку заготовки. Определение общих максимальных и минимальных припусков путем суммирования промежуточных припусков на обработку. |
— |
1, 6, 7, 10, 11, 12, 13, 16, 17, 22 |
|
Определение основного времени на токарную обработку заготовки. Отделка наружных цилиндрических поверхностей. Притирание. Суперфиниширование. Выглаживание. Полирование. |
— |
1, 6, 7, 10, 11, 12, 13 |
|
Влияние смазочно-охлаждающих жидкостей на качество поверхностей детали. Базирование цилиндрических деталей. Условные обозначения опор, зажимов и установочных устройств на операционных эскизах. |
— |
1, 6, 7, 10, 11, 12, 13, 16, 17, 22 |
|
Практическое задание |
||
|
По предложенному чертежу детали разработать маршрут механической обработки детали «Вал» |
1, 2, 3, 4, 8, 9, 10, 11, 12, 13, 14, 15, 16 |
1, 6, 7, 10, 11, 12, 13, 16, 17,18, 19, 20, 21 |
|
По предложенному чертежу детали разработать маршрут механической обработки детали «Втулка» |
1, 2, 3, 4, 8, 9, 10, 11, 12, 13, 14, 15, 16 |
1, 6, 7, 10, 11, 12, 13, 16, 17, 18, 19, 20, 21 |
|
По предложенному чертежу детали разработать маршрут механической обработки детали «Крышка» |
1, 2, 3, 4, 8, 9, 10, 11, 12, 13, 14, 15, 16 |
1, 6, 7, 10, 11, 12, 13, 16, 17, 18, 19, 20, 21 |
|
По предложенному чертежу детали разработать маршрут механической обработки детали «Фланец» |
1, 2, 3, 4, 8, 9, 10, 11, 12, 13, 14, 15, 16 |
1, 6, 7, 10, 11, 12, 13, 16, 17, 18, 19, 20, 21 |
|
По предложенному чертежу детали разработать маршрут механической обработки детали «Зубчатое колесо» |
1, 2, 3, 4, 8, 9, 10, 11, 12, 13, 14, 15, 16 |
1, 6, 7, 10, 11, 12, 13, 16, 17, 18, 19, 20, 21 |
|
По предложенному чертежу детали разработать маршрут механической обработки детали «Диск» |
1, 2, 3, 4, 8, 9, 10, 11, 12, 13, 14, 15, 16 |
1, 6, 7, 10, 11, 12, 13, 16, 17, 18, 19, 20, 21 |
2.2.3 Критерии оценки
Рекомендации по проведению оценки:
|
Оценка «5» ставится в случае, если полно раскрыто содержание учебного материала; правильно и полно даны определения и раскрыто содержание понятий, верно использована терминология; для доказательства использованы различные умения, выводы из наблюдений и опытов; за правильнуюразработку маршрута механической обработки детали, ответ самостоятельный. Оценка «4» ставится, если раскрыто содержание материала, правильно даны определения, понятия и использованы научные термины, ответ в основном самостоятельный, но допущена неполнота определений, не влияющая на их смысл, и/или незначительные нарушения последовательности изложения, и/или незначительные неточности при использовании терминологии, или в выводах, или при разработке маршрута механической обработки детали. Оценка «3» ставится, если продемонстрировано усвоение основного содержания учебного материала, но изложено фрагментарно, не всегда последовательно, определения понятий недостаточно четкие, не использованы выводы и обобщения из наблюдения и опытов, допущены существенные ошибки при их изложении, допущены ошибки и неточности в использовании терминологии, определении понятий, при разработке маршрута механической обработки детали. Оценка «2» ставится, если основное содержание учебного материала не раскрыто, не даны ответы на вспомогательные вопросы преподавателя, допущены грубые ошибки в определении понятий и в использовании терминологии, не выполнен маршрут механической обработки детали. |
2.3 Комплект контрольно-измерительных материалов для проведения промежуточной аттестации по междисциплинарному курсу 2.3.1 Условия выполнения задания
Предметом оценки междисциплинарного курса МДК 01.01 Технологические процессы изготовления деталей машин являются освоенные умения и усвоенные знания обучающихся.
Текущий контроль освоения программы междисциплинарного курса МДК 01.01 Технологические процессы изготовления деталей машин проводится в пределах учебного времени, отведенного на изучение междисциплинарного курса с использованием таких методов, как выполнение самостоятельных работ, тестов, проведение устного и письменного опроса, выполнение практических работ, курсового проекта, самоконтроль.
Оценка освоения программы междисциплинарного курса МДК 01.01 Технологические процессы изготовления деталей машин проводится в соответствии с «Положением о текущем контроле и промежуточной аттестации студентов в Сафоновском филиале ОГБПОУ СмолАПО», и рабочим учебным планом по специальности 15.02.08 Технология машиностроения.
Форма итоговой аттестации по ОПОП при освоении междисциплинарного курса: экзамен.
Условием допуска к экзамену является положительная текущая аттестация по всем самостоятельным и практическим работам междисциплинарного курса, ключевым теоретическим вопросам МДК.
Экзамен проводится в устной форме по билетам в полном составе группы.
Количество вариантов задания — 1.
Вариант включает два теоретических вопроса и практическое задание. Задание выполняется в учебной аудитории, время выполнения задания 40 минут. Используемое оборудование: бумага, шариковая ручка, карандаш, справочная литература, чертежи деталей, портфолио.
Требования охраны труда: инструктаж по правилам поведения во время экзамена.
Максимальное время выполнения задания – 40 минут (подготовка к ответу на теоретический вопрос – 20 минут, практическое задание — 20 минут).
2.3.2 Образцы заданий
Таблица 8 — Типовые задания для проведения промежуточной аттестации по МДК 01.01 Технологические процессы изготовления деталей машин (6 семестр)
|
Типовое задание |
Коды проверяемых результатов |
|
|
У |
Зн |
|
|
Теоретическое задание |
||
|
Обработка отверстий на станках сверлильной группы. Инструмент для обработки отверстий. Методы сверления отверстий. Способы нарезания эвольвентных червяков. |
— |
1, 6, 7, 10, 11, 12, 13, 16, 17, 22 |
|
Определение подготовительно-заключительного времени и основного времени при нормировании зуборезных работ. Обработка на строгальных станках. Технологические возможности и оснащение станков. Точность размеров и шероховатость поверхностей. |
— |
1, 6, 7, 10, 11, 12, 13, 16, 17, 22 |
|
Обработка отверстий на станках токарной группы. Инструмент для обработки отверстий, методы обработки, технологическая оснастка. Обработка на долбежных станках. Технологические возможности и оснащение станков. Точность размеров и шероховатость поверхностей. |
— |
1, 6, 7, 10, 11, 12, 13, 16, 17, 22 |
|
Нарезание зубьев методом обкатки с помощью круглого долбяка. Процесс обработки. Круговое протягивание. Протягивание плоскостей. Оборудование и технологическая оснастка. Преимущества протягивания. Точность размеров и шероховатость поверхностей. |
— |
1, 2, 3, 7, 8, 9 |
|
Определение вспомогательного времени и времени обслуживания рабочего места при нормировании зуборезных работ. Шабрение и полирование поверхностей. Сущность процессов. Оборудование и технологическая оснастка. Точность размеров и шероховатость поверхностей. |
— |
1, 6, 7, 8, 11, 12, 13, 16, 17 |
|
Нарезание червячных колес. Метод радиальной подачи. Метод тангенциальной подачи. Комбинированный метод. Шлифование плоскостей. Применяемое оборудование и технологическая оснастка. Шероховатость обрабатываемых поверхностей. |
— |
1, 6, 7, 8, 9, 10, 11, 12, 13, 16, 17 |
|
Нарезание наружной резьбы. Фрезерование пазов. Выбор технологической оснастки. |
— |
1, 2, 3, 7,9, 10 |
|
Нарезание резьбы резцами и резьбонарезными головками. Достоинства и недостатки. Оборудование для нарезания резьбы. Классификация фасонных поверхностей. Фасонные поверхности вращения. Фасонные поверхности замкнутого и незамкнутого криволинейного контура. |
— |
1, 8, 9, 10, 11, 12 |
|
Нарезание резьбы метчиками и плашками. Способы нарезания резьбы. Применение. Оборудование и технологическая оснастка. Методы обработки фасонных поверхностей. Применение специальных станков и режущих инструментов. Выбор метода обработки в зависимости от размеров, точности, конфигурации. |
— |
1, 8, 9, 10, 11, 12 |
|
Расчет режимов резания при зубофрезеровании. Обработка фасонных поверхностей способами сочетания двух подач. Обработка фасонным стержневым резцом. Обработка фасонным призматическим и дисковым резцами. |
— |
1, 8, 9, 10, 11, 12 |
|
Нарезание внутренней резьбы. Особенности нарезания резьбы, технологическая оснастка. Обработка фасонных поверхностей по копиру. |
— |
1, 5, 7, 13, 15, 19 |
|
Технические требования на обработку плоских поверхностей и пазов. Виды обработки, их выбор. Применяемое оборудование и технологическая оснастка. Брак при обтачивании фасонных поверхностей и меры его предупреждения. |
— |
1,5, 7, 13, 15,17, 19 |
|
Преимущество шлицевых соединений. Виды шлицевых соединений. Технические требования и особенности обработки шлицевых поверхностей. Зубчатые поверхности. Классификация зубчатых поверхностей. Технические требования к зубчатым поверхностям. Точность размеров, формы, взаимного расположения поверхностей. |
— |
1, 2, 3, 5, 7, 11, 12, 17, 18 |
|
Нарезание шлицев червячными и фасонными дисковыми фрезами. Применяемое оборудование и технологическая оснастка. Нормы кинематической точности. Показатели кинематических погрешностей. Предельные погрешности профиля. Норма плавности. Норма контакта зубьев. Пятно контакта. Боковой зазор. |
— |
8, 9, 12, 16, 17, 22, 23, 28 |
|
Обработка шлицевых отверстий, сущность процесса. Протягивание комбинированной протяжкой. Применяемое оборудование и технологическая оснастка. Методы нарезания зубьев, их характеристика. |
— |
1, 7, 13, 16, 17, 19, 26 |
|
Чистовые методы обработки шлицевых поверхностей. Метод обкатки червячными шлицевыми фрезами. Шлицестрогание. Шлицепротягивание.. Нарезание зубьев цилиндрических зубчатых колес методом копирования дисковыми и пальцевыми фрезами, дисковыми модульными фрезами. Применяемое оборудование, технологическая оснастка. |
— |
1, 7, 13, 16, 17, 19, 26 |
|
Методы обработки элементов шлицевых валов и втулок. Обеспечение точности обработки и шероховатости поверхности. Основные методы обработки зубьев цилиндрических колес. |
— |
1, 7, 13, 16, 17, 19, 26 |
|
Нарезание зубьев конических зубчатых колес. Применение специального оборудования, делительных головок. Особенности обработки в зависимости от типа производства Шлифование резьбы абразивными кругами. |
— |
2, 5, 7, 10, 14, 17 |
|
Основные методы обработки зубьев конических колес. Обработка отверстий на станках расточной группы. Инструмент для обработки отверстий. Методы сверления отверстий. |
— |
1, 2, 6, 7, 13, 17 |
|
Фрезерование зубьев цилиндрических колес червячными фрезами. Процесс нарезания зубьев. Попутное и встречное фрезерование. Обработка глубоких отверстий. |
— |
1, 6, 7, 10, 11, 12, 13, 16, 17, 22 |
|
Чистовая отделка зубьев. Шевингование, шлифование, хонингование, притирка зубьев. Чистовые и отделочные виды обработки отверстий. |
— |
1, 2, 3, 5, 6, 7, 13 |
|
Классификация червяков. Особенности обработки в зависимости от типа производства. Фрезерование плоскостей. Применяемое оборудование и инструмент. Виды фрезерования. |
— |
1, 5, 6, 7, 9, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21 |
|
Нарезание червячных колес. Метод радиальной подачи. Метод тангенциальной подачи. Комбинированный метод. Обработка металла давлением в холодном состоянии. Калибровка шариком и оправкой. |
— |
1, 6, 7, 10, 11, 12, 13, 16, 17, 22 |
|
Основные методы обработки зубьев червячных пар. Формообразование деталей методом обжатия или вытягиванием. Раскатка. |
— |
1, 6, 7, 10, 11, 12, 13 |
|
Фрезерование зубьев цилиндрических колес и реек дисковыми и пальцевыми модульными фрезами. Виды резьбы, ее назначение и классификация. |
— |
1, 6, 7, 10, 11, 12, 13, 16, 17, 22 |
|
Практическое задание |
||
|
По предложенному чертежу детали разработать маршрут механической обработки детали «Колесо зубчатое». |
1, 2, 3, 4, 8, 9, 10, 11, 12, 13, 14, 15, 16 |
1, 6, 7, 10, 11, 12, 13, 16, 17,18, 19, 20, 21 |
|
По предложенному чертежу детали разработать маршрут механической обработки детали «Муфта». |
1, 2, 3, 4, 8, 9, 10, 11, 12, 13, 14, 15, 16 |
1, 6, 7, 10, 11, 12, 13, 16, 17, 18, 19, 20, 21 |
|
По предложенному чертежу детали разработать маршрут механической обработки детали «Крышка». |
1, 2, 3, 4, 8, 9, 10, 11, 12, 13, 14, 15, 16 |
1, 6, 7, 10, 11, 12, 13, 16, 17, 18, 19, 20, 21 |
|
По предложенному чертежу детали разработать маршрут механической обработки детали «Фланец». |
1, 2, 3, 4, 8, 9, 10, 11, 12, 13, 14, 15, 16 |
1, 6, 7, 10, 11, 12, 13, 16, 17, 18, 19, 20, 21 |
|
По предложенному чертежу детали разработать маршрут механической обработки детали «Вал». |
1, 2, 3, 4, 8, 9, 10, 11, 12, 13, 14, 15, 16 |
1, 6, 7, 10, 11, 12, 13, 16, 17, 18, 19, 20, 21 |
|
По предложенному чертежу детали разработать маршрут механической обработки детали «Поршень». |
1, 2, 3, 4, 8, 9, 10, 11, 12, 13, 14, 15, 16 |
1, 6, 7, 10, 11, 12, 13, 16, 17, 18, 19, 20, 21 |
|
По предложенному чертежу детали разработать маршрут механической обработки детали «Шестерня». |
1, 2, 3, 4, 8, 9, 10, 11, 12, 13, 14, 15, 16 |
1, 6, 7, 10, 11, 12, 13, 16, 17, 18, 19, 20, 21 |
|
По предложенному чертежу детали разработать маршрут механической обработки детали «Корпус». |
1, 2, 3, 4, 8, 9, 10, 11, 12, 13, 14, 15, 16 |
1, 6, 7, 10, 11, 12, 13, 16, 17, 18, 19, 20, 21 |
2.3.3 Критерии оценки
Рекомендации по проведению оценки:
|
Оценка «5» ставится в случае, если полно раскрыто содержание учебного материала; правильно и полно даны определения и раскрыто содержание понятий, верно использована терминология; для доказательства использованы различные умения, выводы из наблюдений и опытов; за правильную разработку маршрута механической обработки детали, ответ самостоятельный. Оценка «4» ставится, если раскрыто содержание материала, правильно даны определения, понятия и использованы научные термины, ответ в основном самостоятельный, но допущена неполнота определений, не влияющая на их смысл, и/или незначительные нарушения последовательности изложения, и/или незначительные неточности при использовании терминологии, или в выводах, или при разработке маршрута механической обработки детали. Оценка «3» ставится, если продемонстрировано усвоение основного содержания учебного материала, но изложено фрагментарно, не всегда последовательно, определения понятий недостаточно четкие, не использованы выводы и обобщения из наблюдения и опытов, допущены существенные ошибки при их изложении, допущены ошибки и неточности в использовании терминологии, определении понятий при разработке маршрута механической обработки детали. Оценка «2» ставится, если основное содержание учебного материала не раскрыто, не даны ответы на вспомогательные вопросы преподавателя, допущены грубые ошибки в определении понятий и в использовании терминологии, не выполнен маршрут механической обработки детали. |
2.4 Комплект контрольно-измерительных материалов для проведения промежуточной аттестации по междисциплинарному курсу 2.4.1 Условия выполнения задания
Предметом оценки междисциплинарного курса МДК 01.01 Технологические процессы изготовления деталей машин являются освоенные умения и усвоенные знания обучающихся.
Текущий контроль освоения программы междисциплинарного курса МДК 01.01 Технологические процессы изготовления деталей машин проводится в пределах учебного времени, отведенного на изучение междисциплинарного курса с использованием таких методов, как выполнение самостоятельных работ, тестов, проведение устного и письменного опроса, выполнение практических работ, курсового проекта, самоконтроль.
Оценка освоения программы междисциплинарного курса МДК 01.01 Технологические процессы изготовления деталей машин проводится в соответствии с «Положением о текущем контроле и промежуточной аттестации студентов в Сафоновском филиале ОГБПОУ СмолАПО», и рабочим учебным планом по специальности 15.02.08 Технология машиностроения.
Форма итоговой аттестации по ОПОП при освоении междисциплинарного курса: экзамен.
Условием допуска к экзамену является положительная текущая аттестация по всем самостоятельным и практическим работам междисциплинарного курса, ключевым теоретическим вопросам МДК.
Экзамен проводится в устной форме по билетам в полном составе группы.
Количество вариантов задания — 1.
Вариант включает два теоретических вопроса и практическое задание. Задание выполняется в учебной аудитории, время выполнения задания 40 минут. Используемое оборудование: бумага, шариковая ручка, карандаш, справочная литература, чертежи деталей, портфолио.
Требования охраны труда: инструктаж по правилам поведения во время экзамена.
Максимальное время выполнения задания – 40 минут (подготовка к ответу на теоретический вопрос – 20 минут, практическое задание — 20 минут).
2.4.2 Образцы заданий
Таблица 9 — Типовые задания для проведения промежуточной аттестации по МДК 01.01 Технологические процессы изготовления деталей машин (7 семестр)
|
Типовое задание |
Коды проверяемых результатов |
|
|
У |
Зн |
|
|
Теоретическое задание |
||
|
Основные принципы проектирования технологических процессов. Оформление операционных карт технологического процесса изготовления деталей класса «Вал». |
— |
1, 6, 7, 10, 11, 12, 13, 16, 17, 22 |
|
Классификация валов. Конструктивные виды валов, требования, предъявляемые к валам. Типовые технологические процессы механической обработки детали «Зубчатое колесо». Оборудование, технологическая оснастка. Особенности обработки. |
— |
1, 6, 7, 10, 11, 12, 13, 16, 17, 22 |
|
Материалы и заготовки для валов. Схемы базирования. Особенности обработки. Расчет режимов резания при изготовлении деталей класса «Вал». |
— |
1, 6, 7, 10, 11, 12, 13, 16, 17, 22 |
|
Типовые технологические процессы механической обработки валов. Анализ и условия применения в зависимости от типа производства. Расчет норм времени на операции технологического процесса обработки детали «Вал». |
— |
1, 2, 3, 7, 8, 9 |
|
Особенности обработки шпинделей. Оборудование, технологическая оснастка. Технологические процессы обработки. Расчет режимов резания на зубофрезерную операцию. |
— |
1, 6, 7, 8, 11, 12, 13, 16, 17 |
|
Особенности обработки ходовых винтов. Оборудование, технологическая оснастка. Технологические процессы обработки. Расчет норм времени на токарную обработку деталей класса «Зубчатое колесо». |
— |
1, 6, 7, 8, 9, 10, 11, 12, 13, 16, 17 |
|
Проектирование операций по изготовлению деталей «Вал» на станках с ЧПУ. Схемы базирования деталей типа диски и втулки. Особенности обработки. |
— |
1, 2, 3, 7,9, 10 |
|
Классификация деталей типа диски и втулки. Технические требования к ним. Материалы и заготовки. Технологический процесс обработки конических зубчатых колес. |
— |
1, 8, 9, 10, 11, 12 |
|
Типовые технологические процессы механической обработки детали «Втулка». Оборудование, технологическая оснастка. Оформление маршрутных карт технологического процесса обработки деталей «Корпус» . |
— |
1, 8, 9, 10, 11, 12 |
|
Типовые технологические процессы механической обработки детали «Диск». Оборудование, технологическая оснастка. Расчет штучного времени на токарную операцию обработки деталей «Диск». |
— |
1, 8, 9, 10, 11, 12 |
|
Типовые технологические процессы механической обработки детали «Фланец». Оборудование, технологическая оснастка. Расчет режимов резания для токарной обработки деталей «Фланец». |
— |
1, 5, 7, 13, 15, 19 |
|
Типовые технологические процессы механической обработки детали «Крышка». Оборудование, технологическая оснастка. Особенности обработки. Оформление карт эскизов технологического процесса механической обработки деталей «Зубчатое колесо». |
— |
1,5, 7, 13, 15,17, 19 |
|
Конструктивные виды зубчатых колес, требования, предъявляемые к зубчатым колесам. Материалы и заготовки для зубчатых колес. Рекомендации при анализе заводского технологического процесса. |
— |
1, 2, 3, 5, 7, 11, 12, 17, 18 |
|
Технологический процесс обработки цилиндрических зубчатых колес класса «Вал«. Особенности обработки в зависимости от типа производства. Оборудование. Технологическая оснастка. Расчет штучного времени на обработку деталей «Корпус». |
— |
8, 9, 12, 16, 17, 22, 23, 28 |
|
Технологический процесс механической обработки детали «Червяк» Особенности обработки в зависимости от типа производства. Оборудование. Технологическая оснастка. Термообработка. Чистовая отделка. Термообработка и чистовая отделка деталей класса «Зубчатое колесо». |
— |
1, 7, 13, 16, 17, 19, 26 |
|
Технологический процесс обработки цилиндрических зубчатых колес класса «Втулка». Особенности обработки в зависимости от типа производства. Оборудование. Технологическая оснастка. Термообработка. Чистовая отделка. Расчет вспомогательного и оперативного времени на обработку деталей «Корпус». |
— |
1, 7, 13, 16, 17, 19, 26 |
|
Назначение и конструкции корпусных деталей. Технические требования, предъявляемые к корпусным деталям. Материалы и заготовки для корпусных деталей. Построение технологического процесса механической обработки зубчатых колес. |
— |
1, 7, 13, 16, 17, 19, 26 |
|
Построение технологического процесса механической обработки корпусных деталей. Расчет вспомогательного и оперативного времени на обработку деталей «Зубчатое колесо». |
— |
2, 5, 7, 10, 14, 17 |
|
Разработка технологического процесса обработки корпусной детали на станках с ЧПУ. Особенности обработки. Оборудование. Технологическая оснастка. Точность обработки. Расчет штучного времени на обработку деталей «Зубчатое колесо». |
— |
1, 2, 6, 7, 13, 17 |
|
Разработка технологического процесса обработки корпусной детали на агрегатных станках. Особенности обработки. Оборудование. Технологическая оснастка. Точность обработки. Расчет основного времени на обработку деталей «Зубчатое колесо». |
— |
1, 6, 7, 10, 11, 12, 13, 16, 17, 22 |
|
Практическое задание |
||
|
По предложенному чертежу детали разработать маршрут механической обработки детали «Колесо зубчатое». |
1, 2, 3, 4, 8, 9, 10, 11, 12, 13, 14, 15, 16 |
1, 6, 7, 10, 11, 12, 13, 16, 17,18, 19, 20, 21 |
|
По предложенному чертежу детали разработать маршрут механической обработки детали «Корпус». |
1, 2, 3, 4, 8, 9, 10, 11, 12, 13, 14, 15, 16 |
1, 6, 7, 10, 11, 12, 13, 16, 17, 18, 19, 20, 21 |
2.4.3 Критерии оценки
Рекомендации по проведению оценки:
|
Оценка «5» ставится в случае, если полно раскрыто содержание учебного материала; правильно и полно даны определения и раскрыто содержание понятий, верно использована терминология; для доказательства использованы различные умения, выводы из наблюдений и опытов; за правильную разработку маршрута механической обработки детали, ответ самостоятельный. Оценка «4» ставится, если раскрыто содержание материала, правильно даны определения, понятия и использованы научные термины, ответ в основном самостоятельный, но допущена неполнота определений, не влияющая на их смысл, и/или незначительные нарушения последовательности изложения, и/или незначительные неточности при использовании терминологии, или в выводах, или при разработке маршрута механической обработки детали. Оценка «3» ставится, если продемонстрировано усвоение основного содержания учебного материала, но изложено фрагментарно, не всегда последовательно, определения понятий недостаточно четкие, не использованы выводы и обобщения из наблюдения и опытов, допущены существенные ошибки при их изложении, допущены ошибки и неточности в использовании терминологии, определении понятий при разработке маршрута механической обработки детали. Оценка «2» ставится, если основное содержание учебного материала не раскрыто, не даны ответы на вспомогательные вопросы преподавателя, допущены грубые ошибки в определении понятий и в использовании терминологии, не выполнен маршрут механической обработки детали. |
2.5 Комплект контрольно-измерительных материалов для проведения промежуточной аттестации по междисциплинарному курсу 2.5.1 Условия выполнения задания
Предметом оценки междисциплинарного курса МДК 01.01 Технологические процессы изготовления деталей машин являются освоенные умения и усвоенные знания обучающихся.
Текущий контроль освоения программы междисциплинарного курса МДК 01.01 Технологические процессы изготовления деталей машин проводится в пределах учебного времени, отведенного на изучение междисциплинарного курса с использованием таких методов, как выполнение самостоятельных работ, тестов, проведение устного и письменного опроса, выполнение практических работ, курсового проекта, самоконтроль.
Оценка освоения программы междисциплинарного курса МДК 01.01 Технологические процессы изготовления деталей машин проводится в соответствии с «Положением о текущем контроле и промежуточной аттестации студентов в Сафоновском филиале ОГБПОУ СмолАПО», и рабочим учебным планом по специальности 15.02.08 Технология машиностроения.
Форма итоговой аттестации по ОПОП при освоении междисциплинарного курса: экзамен.
Условием допуска к экзамену является положительная текущая аттестация по всем самостоятельным и практическим работам междисциплинарного курса, ключевым теоретическим вопросам МДК.
Экзамен проводится в устной форме по билетам в полном составе группы.
Количество вариантов задания — 1.
Вариант включает два теоретических вопроса и практическое задание. Задание выполняется в учебной аудитории, время выполнения задания 40 минут. Используемое оборудование: бумага, шариковая ручка, карандаш, справочная литература, чертежи деталей, портфолио.
Требования охраны труда: инструктаж по правилам поведения во время экзамена.
Максимальное время выполнения задания – 40 минут (подготовка к ответу на теоретический вопрос – 20 минут, практическое задание — 20 минут).
2.5.2 Образцы заданий
Таблица 10 — Типовые задания для проведения промежуточной аттестации по МДК 01.01 Технологические процессы изготовления деталей машин (8 семестр)
|
Типовое задание |
Коды проверяемых результатов |
|
|
У |
Зн |
|
|
Теоретическое задание |
||
|
Общие сведения о ГПС. Назначение, состав и структура. Синхронизация позиций станков и позиций. Согласование режимов резания на операциях. Применение комбинированного инструмента. |
— |
1, 6, 7, 10, 11, 12, 13, 16, 17, 22 |
|
Разновидности ГПС по видам обработки. Классификация ГПС. Методика разработки технологического процесса изготовления детали типа «Корпус» на автоматических линиях. Выбор основного оборудования, транспортно-накопительных систем, оснастки. |
— |
1, 6, 7, 10, 11, 12, 13, 16, 17, 22 |
|
Гибкий производственный модуль, его характеристика. Оснащение. Функции. Замкнутые и незамкнутые автоматические линии. Гибкая система связей. Синхронизация позиций станков и позиций. |
— |
1, 6, 7, 10, 11, 12, 13, 16, 17, 22 |
|
Средства автоматизации. Выбор основного оборудования, транспортно-накопительных систем, оснастки. Автоматическая линия из специальных и специализированных станков, построенных только для этой линии. Выбор основного оборудования, транспортно-накопительных систем, оснастки. Замкнутые и незамкнутые автоматические линии. Гибкая система связей. Синхронизация позиций станков и позиций. Согласование режимов резания на операциях. Применение комбинированного инструмента. |
— |
1, 2, 3, 7, 8, 9 |
|
Робототехнологический комплекс. Оснащение. Функции. Средства автоматизации. Замкнутые и незамкнутые автоматические линии. Гибкая система связей. Синхронизация позиций станков и позиций. |
— |
1, 6, 7, 8, 11, 12, 13, 16, 17 |
|
Гибкость. Высокая степень завершенности. Выбор основного оборудования, транспортно-накопительных систем, оснастки. Согласование режимов резания на операциях. Применение комбинированного инструмента. |
— |
1, 6, 7, 8, 9, 10, 11, 12, 13, 16, 17 |
|
Гибкий автоматизированный участок. Автоматизированная система управление производством. Автоматическая линия из станков с ЧПУ и транспортной системы с ПУ, которыми управляет единая программа. Выбор основного оборудования, транспортно-накопительных систем, оснастки. |
— |
1, 2, 3, 7,9, 10 |
|
Перенастройка на выпуск новой продукции. Мобильность применяемого оборудования. Замкнутые и незамкнутые автоматические линии. Гибкая система связей. |
— |
1, 8, 9, 10, 11, 12 |
|
Методика разработки технологического процесса изготовления детали в условиях ГПС. Синхронизация позиций станков и позиций. Согласование режимов резания на операциях. Применение комбинированного инструмента. |
— |
1, 8, 9, 10, 11, 12 |
|
Проектирование операций обработки с учетом номенклатуры оборудования и технологического оснащения ГПС. Нормирование труда при обслуживании автоматических линий. Высокая интенсивность труда. |
— |
1, 8, 9, 10, 11, 12 |
|
Проектирование операций переналадки оборудования. Проектирование операций перемещения, складирования, установки и контроля с учетом увязки с операциями обработки. Расчеты по нормативам массового производства. Установление регламента обслуживания. |
— |
1, 5, 7, 13, 15, 19 |
|
Формирование информации. Формирование информации для управления технологическим процессом. Норма производительности линии. Нормирование труда в период освоения производственной продукции. |
— |
1,5, 7, 13, 15,17, 19 |
|
Требования к технологическим процессам в ГПС. Методика разработки технологического процесса изготовления деталей на роторных автоматических линиях. Особенности разработки технологических процессов. |
— |
1, 2, 3, 5, 7, 11, 12, 17, 18 |
|
Работы, связанные с типизацией технологических процессов и их элементов в ГПС. Единая система управления. Единая обработка деталей. Инструментальные блоки. |
— |
8, 9, 12, 16, 17, 22, 23, 28 |
|
Правила проектирования технологических процессов в ГПС. Объединение роторных машин в поточные линии. Роторно-конвейерные машины и роторно-конвейерные линии. Непрерывность обработки и транспортировки деталей. |
— |
1, 7, 13, 16, 17, 19, 26 |
|
Особенности проектирования технологических процессов обработки заготовок на автоматических линиях. Непрерывность обработки на роторных линиях. Транспортировка деталей. |
— |
1, 7, 13, 16, 17, 19, 26 |
|
Разработка с учетом максимальной концентрации операций. Соблюдения принципа единства баз. Контроль качества обработки. Автоматизация контроля качества обработки изделия на контролирующем роторе. |
— |
1, 7, 13, 16, 17, 19, 26 |
|
Обеспечение качества объектов при максимальной производительности и экономичности. Автоматизированное обслуживание рабочих инструментов. Упрощение конструкции и обслуживания. |
— |
2, 5, 7, 10, 14, 17 |
|
Методика разработки технологического процесса изготовления детали типа «Тело вращения» на автоматических линиях. Выбор основного оборудования, транспортно-накопительных систем, оснастки. Недостатки автоматических роторных линий. Недостаточная гибкость. |
— |
1, 2, 6, 7, 13, 17 |
|
Замкнутые и незамкнутые автоматические линии. Гибкая система связей. Переналадка. Многономенклатурные роторные линии. |
— |
1, 6, 7, 10, 11, 12, 13, 16, 17, 22 |
|
Практическое задание |
||
|
По предложенному рабочему чертежу детали «Зубчатое колесо» разработать операционный технологический процесс обработки на одну операцию. Заполнить операционную карту. |
1, 2, 3, 4, 8, 9, 10, 11, 12, 13, 14, 15, 16 |
1, 6, 7, 10, 11, 12, 13, 16, 17,18, 19, 20, 21 |
|
По предложенному рабочему чертежу детали «Корпус» разработать операционный технологический процесс обработки на одну операцию. Заполнить операционную карту. |
1, 2, 3, 4, 8, 9, 10, 11, 12, 13, 14, 15, 16 |
1, 6, 7, 10, 11, 12, 13, 16, 17, 18, 19, 20, 21 |
|
По предложенному рабочему чертежу детали «Крышка» разработать операционный технологический процесс обработки на одну операцию. Заполнить операционную карту. |
1, 2, 3, 4, 8, 9, 10, 11, 12, 13, 14, 15, 16 |
1, 6, 7, 10, 11, 12, 13, 16, 17, 18, 19, 20, 21 |
|
По предложенному рабочему чертежу детали «Фланец» разработать операционный технологический процесс обработки на одну операцию. Заполнить операционную карту. |
1, 2, 3, 4, 8, 9, 10, 11, 12, 13, 14, 15, 16 |
1, 6, 7, 10, 11, 12, 13, 16, 17, 18, 19, 20, 21 |
|
По предложенному рабочему чертежу детали «Диск» разработать операционный технологический процесс обработки на одну операцию. Заполнить операционную карту. |
1, 2, 3, 4, 8, 9, 10, 11, 12, 13, 14, 15, 16 |
1, 6, 7, 10, 11, 12, 13, 16, 17, 18, 19, 20, 21 |
|
По предложенному рабочему чертежу детали «Вал-шестерня» разработать операционный технологический процесс обработки на одну операцию. Заполнить операционную карту. |
1, 2, 3, 4, 8, 9, 10, 11, 12, 13, 14, 15, 16 |
1, 6, 7, 10, 11, 12, 13, 16, 17, 18, 19, 20, 21 |
|
По предложенному рабочему чертежу детали «Поршень» разработать операционный технологический процесс обработки на одну операцию. Заполнить операционную карту. |
1, 2, 3, 4, 8, 9, 10, 11, 12, 13, 14, 15, 16 |
1, 6, 7, 10, 11, 12, 13, 16, 17, 18, 19, 20, 21 |
2.5.3 Критерии оценки
Рекомендации по проведению оценки:
|
Оценка «5» ставится в случае, если полно раскрыто содержание учебного материала; правильно и полно даны определения и раскрыто содержание понятий, верно использована терминология; для доказательства использованы различные умения, выводы из наблюдений и опытов; за правильную разработку маршрута механической обработки детали, ответ самостоятельный. Оценка «4» ставится, если раскрыто содержание материала, правильно даны определения, понятия и использованы научные термины, ответ в основном самостоятельный, но допущена неполнота определений, не влияющая на их смысл, и/или незначительные нарушения последовательности изложения, и/или незначительные неточности при использовании терминологии, или в выводах, или при разработке маршрута механической обработки детали. Оценка «3» ставится, если продемонстрировано усвоение основного содержания учебного материала, но изложено фрагментарно, не всегда последовательно, определения понятий недостаточно четкие, не использованы выводы и обобщения из наблюдения и опытов, допущены существенные ошибки при их изложении, допущены ошибки и неточности в использовании терминологии, определении понятий при разработке маршрута механической обработки детали. Оценка «2» ставится, если основное содержание учебного материала не раскрыто, не даны ответы на вспомогательные вопросы преподавателя, допущены грубые ошибки в определении понятий и в использовании терминологии, не выполнен маршрут механической обработки детали. |
3. Паспорт материалов для оценки результатов учебной практики 3.1 Область применения
Программа практики является частью основной профессиональной образовательной программы среднего профессионального образования – программы подготовки специалистов среднего звена (ОПОП СПО-ППССЗ) углубленной подготовки в соответствии с ФГОС по специальности СПО 15.02.08 Технология машиностроения.
Учебная практика по специальности 15.02.08 Технология машиностроения направлена на приобретение студентами первоначального практического опыта и реализуется для последующего освоения ими общих и профессиональных компетенций в рамках следующих профессиональных модулей, предусмотренных рабочим учебным планом:
УП. 01 – учебная практика в рамках ПМ.01Разработка технологических процессов изготовления деталей машин;
Целью освоение программы практики является:
приобретение практического опыта
ПО 1. Использования конструкторской документации для проектирования технологических процессов изготовления деталей;
ПО 2. Выбора методов получения заготовок и схем их базирования;
ПО 3. Составления технологических маршрутов изготовления деталей и проектирования технологических операций;
ПО 4.Разработки и внедрения управляющих программ для обработки типовых деталей на металлообрабатывающем оборудовании;
ПО 5.Разработки конструкторской документации и проектирования технологических процессов с использованием пакетов прикладных программ;
ПО 6.Проектирования базы данных для систем автоматизированного проектирования технологических процессов и пользовательских интерфейсов к ним.
ПО 7. Проектирование базы данных для систем автоматизированного проектирования технологических процессов и пользовательских интерфейсов к ним.
— общих компетенций
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес.
ОК 2. Организовывать собственную деятельность, определять методы и способы выполнения профессиональных задач, оценивать их эффективность и качество.
ОК 3. Решать проблемы, оценивать риски и принимать решения в нестандартных ситуациях.
ОК 4. Осуществлять поиск, анализ и оценку информации, необходимой для постановки и решения профессиональных задач, профессионального и личностного развития.
ОК 5. Использовать информационно-коммуникационные технологии для совершенствования профессиональной деятельности
ОК 6. Работать в коллективе и команде, обеспечивать ее сплочение, эффективно общаться с коллегами, руководством, потребителями
ОК 7. Ставить цели, мотивировать деятельность подчиненных, организовывать и контролировать их работу с принятием на себя ответственности за результат выполнения заданий.
ОК 8. Самостоятельно определять задачи профессионального и личностного развития, заниматься самообразованием, осознанно планировать повышение квалификации.
ОК 9. Быть готовым к смене технологий в профессиональной деятельности.
3.2 Виды работ для оценки результатов практики
Таблица 9 — Виды работ, выполняемых в период прохождения учебной практики
|
Виды работ и требования к их выполнению |
Коды проверяемых результатов |
||
|
ПК |
ОК |
ПО |
|
|
1. Создание комплекта конструкторской документации с использованием базы данных предприятия. |
— |
1-9 |
1, 3, 5 |
|
2. Проектирование комплекта технологической документации на типовые детали в САПР ТП. |
1-9 |
1-5 |
|
|
3. Выполнение расчетов режимов обработки и норм времени механообработки в САПР ТП. |
1-9 |
5 |
|
|
4. Разработка управляющих программ для различных типов деталей с использованием САП. |
1-9 |
4, 6 |
|
|
5. Формирование производственного фонда баз данных: режущего инструмента, контрольно-измерительного инструмента, технологической оснастки, металлообрабатывающего оборудования. |
1-9 |
7 |
|
|
6.Формирование производственного фонда баз данных технологических процессов. |
1-9 |
7 |
3.3 Критерии оценки
Таблица 10 — Критериальные показатели результатов практики
|
Критерии оценкирезультатов практики |
Показатели |
|
1. Качество выполнения видов работ учебной деятельности, предусмотренных программой практики |
Соответствие результата, полученного в ходе выполнения практики, индивидуальному заданию, данному студенту |
|
Объем выполненного задания, предусмотренного программой практики |
|
|
Качество выполнения видов работ, предусмотренных программой практики |
|
|
2. Наличие отчетных документов |
Аттестационного листа по практике |
|
3. Содержание отчетных документов, представленных студентом |
Качество выполнения работ в соответствии с требованиями в аттестационном листе по практике (соответствует, частично соответствует, не соответствует) |
Таблица 11 — Критерии оценки результатов практики
|
Оценка |
Критерии оценки результатов практики |
||
|
Качество выполнения задач, предусмотренных программой практики |
Наличие отчетных документов |
Содержание отчетных документов, представленных студентом |
|
|
«отлично» |
Студент продемонстрировал высокий уровень выполнения видов работ учебной деятельности, предусмотренных программой практики, результат, полученный в ходе прохождения практики, в полной мере соответствует заданию; задание выполнено в полном объеме; продемонстрировал высокое качество выполнения отдельных заданий, предусмотренных планом прохождения практики |
Студент представил необходимые отчетные документы |
Содержание отчетных документов, представленных студентом, отвечает всем требованиям программы практики: — материал изложен системно, логично, достоверно; — качество выполнения работ соответствует технологии требованиям организации в аттестационном листе по практике; — рекомендуемая оценка за практику от руководителя практики «отлично»; — не нарушены сроки сдачи отчетных документов. |
|
«хорошо» |
Студент продемонстрировал хороший уровень выполнения видов работ учебной деятельности, предусмотренных программой практики, но имели место отдельные замечания руководителей практики |
Студент представил необходимые отчетные документы |
Содержание отчетных документов, представленных студентом, в целом отвечает требованиям программы практики, но изложение материала имеет недостатки (недостаточно подробное и т.п.) при этом: — качество выполнения работ соответствует технологии требованиям организации в аттестационном листе по практике; — рекомендуемая оценка за практику от руководителя практики «хорошо»; — не нарушены сроки сдачи отчетных документов. |
|
«удовлетворительно» |
Студент продемонстрировал удовлетворительный уровень выполнения видов работ учебной деятельности, предусмотренных программой практики, имели место серьезные замечания руководителей практики |
||
|
Основанием для выставления оценки «удовлетворительно» является наличие одного из нижеперечисленных критериев |
|||
|
Студент представил не все отчетные документы |
Содержание отчетных документов, представленных студентом, имеет существенные недостатки (бессистемное изложение материала и т.п.) при этом: — качество выполнения работ частично соответствует технологии и (или) требованиям организации в аттестационном листе по практике; — рекомендуемая оценка за практику от руководителя «удовлетворительно»; — нарушены сроки сдачи отчетных документов. |
|
|
«неудовлетворительно» |
Студент не выполнил виды работ учебной деятельности, предусмотренных программой практики |
||
|
Основанием для выставления оценки «неудовлетворительно» является наличие одного из нижеперечисленных критериев |
|||
|
— задание студентом не выполнено;
|
Студент не представил отчетные документы |
Содержание отчетных документов, представленных студентом, не отвечает требованиям программы практики |
4 Паспорт материалов для оценки результатов практики по профилю специальности
4.1 Область применения
Материалы достижений обучающихся в период прохождения практики предназначены для проверки результатов сформированности:
— практического опыта:
ПО1.Использования конструкторской документации для проектирования технологических процессов изготовления деталей;
ПО 2. Выбора методов получения заготовок и схем их базирования;
ПО 3. Составления технологических маршрутов изготовления деталей и проектирования технологических операций;
ПО 4.Разработки и внедрения управляющих программ для обработки типовых деталей на металлообрабатывающем оборудовании;
ПО 5.Разработки конструкторской документации и проектирования технологических процессов с использованием пакетов прикладных программ;
ПО 6.Проектирования базы данных для систем автоматизированного проектирования технологических процессов и пользовательских интерфейсов к ним.
ПО 7. Проектирование базы данных для систем автоматизированного проектирования технологических процессов и пользовательских интерфейсов к ним.
— профессиональных компетенций
ПК 1.1. Использовать конструкторскую документацию при разработке технологических процессов изготовления деталей.
ПК 1.2. Выбирать метод получения заготовок и схемы их базирования.
ПК 1.3. Составлять маршруты изготовления деталей и проектировать технологические операции
ПК 1.4.Разрабатывать и внедрять управляющие программы обработки деталей.
ПК 1.5 Использовать системы автоматизированного проектирования технологических процессов обработки деталей.
— общих компетенций
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес.
ОК 2. Организовывать собственную деятельность, определять методы и способы выполнения профессиональных задач, оценивать их эффективность и качество.
ОК 3. Решать проблемы, оценивать риски и принимать решения в нестандартных ситуациях.
ОК 4. Осуществлять поиск, анализ и оценку информации, необходимой для постановки и решения профессиональных задач, профессионального и личностного развития.
ОК 5. Использовать информационно-коммуникационные технологии для совершенствования профессиональной деятельности
ОК 6. Работать в коллективе и команде, обеспечивать ее сплочение, эффективно общаться с коллегами, руководством, потребителями
ОК 7. Ставить цели, мотивировать деятельность подчиненных, организовывать и контролировать их работу с принятием на себя ответственности за результат выполнения заданий.
ОК 8. Самостоятельно определять задачи профессионального и личностного развития, заниматься самообразованием, осознанно планировать повышение квалификации.
ОК 9. Быть готовым к смене технологий в профессиональной деятельности.
4.2 Виды работ для оценки результатов практики
Таблица 12 — Виды работ, выполняемых в период прохождения практики по профилю специальности
|
Виды работ и требования к их выполнению |
Коды проверяемых результатов |
||
|
ПК |
ОК |
ПО |
|
|
1. Выполнять и читать чертежи деталей разной сложности. Проектирование 3D-моделей. |
1.1 |
1-9 |
1 |
|
2. Проводить качественную и количественную оценку технологичности конструкции изделий. Вносить предложения по изменению конструкции изделия с целью повышения ее технологичности. |
1.1 |
1-9 |
1 |
|
3. Выбирать материалы для изготовления деталей. |
1.1 |
1-9 |
1 |
|
4. Определять виды и способы получения заготовок. |
1.2 |
1-9 |
2 |
|
5. Оформлять чертежи заготовок с указанием технических требований. |
1.2 |
1-9 |
2 |
|
6. Назначать виды обработки резанием. |
1.3-1.5 |
1-9 |
3,5 |
|
7. Определять способы установки и закрепления заготовок |
1.3-1.5 |
1-9 |
3,5 |
|
8. Составлять технологические маршруты изготовления деталей с выбором технологического оборудования и оснастки. |
1.3-1.5 |
1-9 |
3,5 |
|
9. Проектировать технологические операции с выбором приспособлений, режущих, мерительных и вспомогательных инструментов. |
1.4.1.5. |
1-9 |
4,5 |
|
10. Использовать типовые и групповые технологические процессы при разработке единичных технологических процессов. |
1.3-1.5 |
1-9 |
3,5 |
|
11. Проектировать операции по изготовлению деталей на станках с ЧПУ. |
1.4-1.5 |
1-9 |
4,5 |
|
12. Разрабатывать управляющие программы обработки деталей типа тел вращения на оборудовании с ЧПУ |
1.4-1.5 |
1-9 |
4,5 |
|
13. Рассчитывать режимы резания и нормы времени в зависимости от формы поверхности и технологического оборудования. |
1.1-1.5 |
1-9 |
4,5 |
|
14. Оформлять технологическую документацию. |
1.3-1.5 |
1-9 |
5,6 |
4.3 Критерии оценки
Таблица 13 — Критериальные показатели результатов практики
|
Критерии оценкирезультатов практики |
Показатели |
|
1. Качество выполнения видов работ профессиональной деятельности, предусмотренных программой практики (на основании отзыва — характеристики руководителя от принимающей организации) |
Соответствие результата, полученного в ходе выполнения практики, индивидуальному заданию, данному студенту |
|
Объем выполненного задания, предусмотренного программой практики |
|
|
Качество выполнения видов работ профессиональной деятельности, предусмотренных программой практики |
|
|
2. Наличие отчетных документов |
Дневника практики |
|
Аттестационного листа по практике |
|
|
Отчета студента о прохождении практики |
|
|
Отзыва — характеристики руководителя от принимающей организации |
|
|
3. Содержание отчетных документов, представленных студентом |
Полнота отражения хода практики в дневнике, системность, точность в описании, достоверность |
|
Качество отчета о результатах практики, составленного студентом |
|
|
Качество выполнения работ в соответствии с технологией и (или) требованиями организации в аттестационном листе по практике(соответствует, частично соответствует, не соответствует) |
Таблица 14 — Критерии оценки результатов практики
|
Оценка |
Критерии оценки результатов практики |
||
|
Качество выполнения задач, предусмотренных программой практики |
Наличие отчетных документов |
Содержание отчетных документов, представленных студентом |
|
|
«отлично» |
Студент продемонстрировал высокий уровень выполнения видов работ профессиональной деятельности, предусмотренных программой практики, что нашло отражение в отзыве — характеристике руководителя от принимающей организации:
|
Студент представил необходимые отчетные документы |
Содержание отчетных документов, представленных студентом, отвечает всем требованиям программы практики:
|
|
«хорошо» |
Студент продемонстрировал хороший уровень выполнения видов работ профессиональной деятельности, предусмотренных программой практики, но имели место отдельные замечания руководителей практики, что нашло отражение в отзыве-характеристике руководителя от принимающей организации. |
Студент представил необходимые отчетные документы |
Содержание отчетных документов, представленных студентом, в целом отвечает требованиям программы практики, но изложение материала имеет недостатки (недостаточно подробное и т.п.) при этом:
|
|
«удовлетворительно» |
Студент продемонстрировал удовлетворительный уровень выполнения видов работ профессиональной деятельности, предусмотренных программой практики, имели место серьезные замечания руководителей практики, что нашло отражение в отзыве — характеристике руководителя от принимающей организации: |
||
|
Основанием для выставления оценки «удовлетворительно» является наличие одного из нижеперечисленных критериев |
|||
|
Студент представил не все отчетные документы |
Содержание отчетных документов, представленных студентом, имеет существенные недостатки (бессистемное изложение материала и т.п.)при этом:
|
|
|
«неудовлетворительно» |
Студент не выполнил виды работ профессиональной деятельности, предусмотренных программой практики, что нашло отражение в отзыве — характеристике руководителя от принимающей организации |
||
|
Основанием для выставления оценки «неудовлетворительно» является наличие одного из нижеперечисленных критериев |
|||
|
Студент не представил отчетные документы |
Содержание отчетных документов, представленных студентом, не отвечает требованиям программы практики |
5 Паспорт контрольно-оценочных материалов экзамена (квалификационного) 5.1 Область применения
Контрольно-оценочные материалы предназначены для проверки результатов сформированности:
-приобретение практического опыта:
ПО1.Использования конструкторской документации для проектирования технологических процессов изготовления деталей;
ПО 2. Выбора методов получения заготовок и схем их базирования;
ПО 3. Составления технологических маршрутов изготовления деталей и проектирования технологических операций;
ПО 4.Разработки и внедрения управляющих программ для обработки типовых деталей на металлообрабатывающем оборудовании;
ПО 5.Разработки конструкторской документации и проектирования технологических процессов с использованием пакетов прикладных программ;
ПО 6.Проектирования базы данных для систем автоматизированного проектирования технологических процессов и пользовательских интерфейсов к ним.
ПО 7. Проектирование базы данных для систем автоматизированного проектирования технологических процессов и пользовательских интерфейсов к ним
профессиональных компетенций:
ПК 1.1. Использовать конструкторскую документацию при разработке технологических процессов изготовления деталей.
ПК 1.2. Выбирать метод получения заготовок и схемы их базирования.
ПК 1.3. Составлять маршруты изготовления деталей и проектировать технологические операции
ПК 1.4.Разрабатывать и внедрять управляющие программы обработки деталей.
ПК 1.5 Использовать системы автоматизированного проектирования технологических процессов обработки деталей.
— общих компетенций
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес.
ОК 2. Организовывать собственную деятельность, определять методы и способы выполнения профессиональных задач, оценивать их эффективность и качество.
ОК 3. Решать проблемы, оценивать риски и принимать решения в нестандартных ситуациях.
ОК 4. Осуществлять поиск, анализ и оценку информации, необходимой для постановки и решения профессиональных задач, профессионального и личностного развития.
ОК 5. Использовать информационно-коммуникационные технологии для совершенствования профессиональной деятельности
ОК 6. Работать в коллективе и команде, обеспечивать ее сплочение, эффективно общаться с коллегами, руководством, потребителями
ОК 7. Ставить цели, мотивировать деятельность подчиненных, организовывать и контролировать их работу с принятием на себя ответственности за результат выполнения заданий.
ОК 8. Самостоятельно определять задачи профессионального и личностного развития, заниматься самообразованием, осознанно планировать повышение квалификации.
ОК 9. Быть готовым к смене технологий в профессиональной деятельности.
5.2 Аттестационные испытания
Экзамен (квалификационный) состоит из следующих аттестационных испытаний:
1. По чертежу детали составить маршрутный технологический процесс механической обработки (в соответствии с требованиями Единой системы технологической документации). Оформить эскиз операционной наладки на одну операцию. Разработать управляющую программу для механической обработки детали на станке с ЧПУ.
5.3 Выполнение комплексного практико-ориентированного задания 5.3.1 Условия выполнения задания
Условием допуска к экзамену (квалификационному) является положительная аттестация по МДК и практике по профилю специальности.
Экзамен (квалификационный) проводится в виде выполнения компетентностноориентированного практического задания, которое носит профессиональный и комплексный характер. Задания для экзамена (квалификационного) ориентированы на проверку освоения вида профессиональной деятельности в целом.
Условием положительной аттестации (вид профессиональной деятельности освоен) на квалификационном экзамене является положительная оценка освоения всех профессиональных компетенций по всем контролируемым показателям.
При отрицательном заключении хотя бы по одной из профессиональных компетенций принимается решение «вид профессиональной деятельности не освоен».
Условия выполнения заданий:
Требования охраны труда: инструктаж по технике безопасности перед экзаменом.
Оборудование: ПК, справочные материалы, программное обеспечение.
5.3.2 Образцы заданий
Таблица 15- Типовые задания для проведения экзамена (квалификационного)
|
Типовое задание |
Коды проверяемых результатов |
|
|
ПК |
ОК |
|
|
1. По чертежу детали составить маршрутный технологический процесс механической обработки (в соответствии с требованиями Единой системы технологической документации). Оформить эскиз операционной наладки на одну операцию. Разработать управляющую программу для механической обработки детали на станке с ЧПУ. |
1.1-1.5 |
1-9 |
5.3.3 Критерии оценки
Рекомендации по проведению оценки:
1.Ознакомьтесь с заданиями для экзаменующихся, оцениваемыми компетенциями и показателями оценки.
2. Воспользуйтесь пакетом заданий, справочными материалами и ПК
3. Экзаменатор должен оценить следующие подготовленные продукты:
3.1. Пакет заданий, выполненный на бумажном носителе.
4. Критерием освоенности данного вида деятельности является правильность и время выполнения задания. — 40 баллов.
Критерии оценок:
«Освоен» — 25 баллов (65% от общей суммы баллов)
«Не освоен» — 24 баллов и ниже (меньше 65% от общей суммы баллов)
Оценка деятельности задания 1:
|
Результат |
Правильность составления маршрутного технологического процесса механической обработки (в соответствии с требованиями Единой системы технологической документации), оформления эскиза операционной наладки на одну операцию, правильность разработки управляющей программы для механической обработки детали на станке с ЧПУ. |
|
40 баллов |
Правильно составлен маршрутный технологический процесс механической обработки (в соответствии с требованиями Единой системы технологической документации), оформлен эскиз операционной наладки на одну операцию, разработана управляющая программа для механической обработки детали на станке с ЧПУ. |
|
30 баллов |
Составлен маршрутный технологический процесс механической обработки (в соответствии с требованиями Единой системы технологической документации), оформлен эскиз операционной наладки на одну операцию, разработана управляющая программа для механической обработки детали на станке с ЧПУ, но есть недоработки. |
|
20 баллов |
Составлен только маршрутный технологический процесс механической обработки (в соответствии с требованиями Единой системы технологической документации) и оформлен эскиз операционной наладки на одну операцию. |
|
10 баллов |
Составлен только маршрутный технологический процесс механической обработки (в соответствии с требованиями Единой системы технологической документации). |
Количество вариантов (пакетов) заданий для экзаменующихся:
Задание № 1 –20 вариантов
Время выполнения каждого задания:
Задание № 1 – 90мин
6. Информационное обеспечение
Основные источники:
1.Новиков В.Ю.; Ильянков А.И. Технология машиностроения: Учебник, часть 1. – М.: изд. центр Академия, 2014 – 345с.
2. Новиков В.Ю.; Ильянков А.И. Технология машиностроения: Учебник, часть 2. – М.: изд. центр Академия, 2014 – 430с.
Дополнительные источники:
-
Гельфрат Ю.И. Сборник задач и упражнений по технологии машиностроения. — М: Высшая школа, 1986 – 271 с.
-
Данилевский В.В. Технология машиностроения.- М: Высшая школа, 1984 – 416с.
-
Данилевский В.В., Гельфрат Ю.И. Лабораторные работы и практические занятия по технологии машиностроения. – М: Машиностроение, 1988- 304с.
-
Добрыднев И.С. Курсовое проектирование по предмету «Технология машиностроения». – М: Машиностроение, 1985- 184с.
-
Дерябин В.А. Программирование технологических процессов для станков с ЧПУ, учебное пособие для техникумов, 2004г.- 357с.
-
Ильянков А.И.; Новиков В.Ю. Технология машиностроения.
Практикум и курсовое проектирование. Учебное пособие. – М: изд. центр Академия, 2014 – 431с.
-
Кондаков А.И. САПР технологических процессов: учебник для студентов высш. уч. заведений.-М.: Издательский центр «Академия». 2007г.- 286с.
8.Клепиков В. В., Бодров А. Н. Технология машиностроения: Учебник. – М.: ФОРУМ; ИНФРА – М.: 2009. – 860 с.
Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ. Серийное производство. – М: Машиностроение, 1974.
9.Режимы резания металлов. Справочник /Под редакцией Барановского
Ю.В./ – М: Машиностроение, 1972.-407с.
10.Справочник технолога-машиностроителя. Т 1,2 /Под редакцией Косиловой А.Г. – М: Машиностроение, 1985 – 656 с.
11.Серебряницкий П.П., Схиртладзе А.Г. Программирование обработки на станках с ЧПУ.-М.: Высшая школа, 2003г.-508с.
12.Ткачев А.Г. Технология машиностроения, Учеб. пособ -Тамбов, 2009г., 164с
13.Холодкова А.Г. Общая технология машиностроения: Учеб. пособ., — М.: Изд. Центр Академия, 2010 — 224с.
Экзаменационные вопросы по предмету: МДК 01.01. Технологические процессы изготовления деталей машин предназначены для студентов техникумов при сдаче квалификационного экзамена. Данные вопросы охватывают максимальный спектр существующего современного оборудования и инструмента, которые студенты могут применять в проектируемых технологических процессах по изготовлению деталей машин.Экзаменационные вопросы по предмету: МДК 01.01. Технологические процессы изготовления деталей машин (квалификационный экзамен).
Материалы на данной страницы взяты из открытых истончиков либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
Государственное бюджетное профессиональное образовательное учреждение
«Сормовский механический техникум
им. Героя Советского Союза П.А.Семенова»
Методические указания
по выполнению
Практической работы № 2
ПМ.01. Разработка технологических процессов изготовления деталей машин
МДК 01.01 Технологические процессы изготовления деталей машин
Тема: Определение технологического кода детали
Специальность: 15.02.08 Технология машиностроения
Разработал:
преподаватель
Подшивалова О.А.
1 категория
Н.Новгород
2014 г.
ТЕХНОЛОГИЧЕСКИЙ КЛАССИФИКАТОР ДЕТАЛЕЙ
Используется при подготовке производства. В качестве классификационных признаков используются технологические характеристики деталей. Деталь кодируют буквенно-цифровым кодом.
Технологическое кодовое обозначение детали содержит в себе 14 знаков и состоит из двух частей.
1 2 3 4 5 6 7 8 9 10 11 12 13 14
х х х х х х х х х х х х х х
_________________________ _____________________________________
Код классификационных Код классификационных группировок
группировок основных признаков, характеризующих вид детали
признаков- по технологическому методу изготовления.
КОД КЛАССИФИКАЦИОННЫХ ГРУППИРОВОК
ОСНОВНЫХ ПРИЗНАКОВ
1 2 3 4 5 6
Х Х Х Х Х Х
Вид детали по технологическому
методу изготовления
Группа материалов
Размерная характеристика
КОД КЛАССИФИКАЦИОННЫХ ГРУППИРОВОК ПРИЗНАКОВ, ХАРАКТЕРИЗУЮЩИХ ВИД ДЕТАЛИ ПО ТЕХНОЛОГИЧЕСКОМУ МЕТОДУ ИЗГОТОВЛЕНИЯ
7 8 9 10 11 12 13 14
Х Х Х Х Х Х Х Х
Характеристика массы
Вид дополнительной обработки
Степень точности
Параметр шероховатости
Квалитет точности (наружной и внутренней поверхности)
Вид исходной заготовки
РАЗМЕРНАЯ ХАРАКТЕРИСТИКА
Детали типа тел вращения кодируют тремя знаками по табл.1 .
У этих деталей кодируют наибольший наружный диаметр ( D),длину ( L ) и диаметр
центрального отверстия ( d). .При кодировании центрального отверстия учитывают
диаметр только круглых поверхностей , независимо от наличия в них шпоночных пазов
или шлицев.
В ступенчатых центральных отверстиях кодируют диаметр ступени с наименьшим квалитетом , а при равной точности двух и более ступеней -отверстие большего диаметра
В конусном отверстии кодируют размер меньшего диаметра конуса .При наличии не-цилиндрического отверстия любой формы кодируют диаметр вписанной окружности .
Детали типа корпусов ,планок ,кронштейнов ,кроме изогнутых полос, лент кодируют по
табл. 2 .
Таблица 1-Размерная характеристика деталей тел вращения .
|
Код |
наибольший диаметр D (мм) |
Код |
длина L (мм) |
Код |
диаметр центрального отв.d |
|
1 |
до 4 мм вкл |
1 |
до 0,2 вкл |
1 |
до 3 мм вкл |
|
2 |
от 4 до 6 |
2 |
св 0,2 до 0,5 |
2 |
св 3 до 10 |
|
3 |
6 10 |
3 |
0.5 0,8 |
3 |
10 16 |
|
4 |
10 16 |
4 |
0,8 1,6 |
4 |
16 20 |
|
5 |
16 25 |
5 |
1,6 2,5 |
5 |
20 25 |
|
6 |
25 32 |
6 |
2,5 6 |
6 |
25 35 |
|
7 |
32 40 |
7 |
6 10 |
7 |
25 50 |
|
8 |
40 60 |
8 |
10 25 |
8 |
50 60 |
|
9 |
60 80 |
9 |
25 45 |
9 |
60 80 |
|
А |
80 100 |
А |
45 56 |
А |
80 100 |
|
Б |
100 120 |
Б |
56 75 |
Б |
100 125 |
|
В |
120 150 |
В |
75 95 |
В |
125 160 |
|
Г |
150 180 |
Г |
95 120 |
Г |
160 200 |
|
Д |
180 200 |
Д |
120 150 |
Д |
200 250 |
|
Е |
200 220 |
Е |
150 200 |
Е |
250 320 |
|
Ж |
220 320 |
Ж |
200 250 |
Ж |
320 400 |
|
И |
320 400 |
И |
250 300 |
И |
400 500 |
|
К |
400 630 |
К |
300 350 |
К |
500 800 |
|
Л |
630 800 |
Л |
350 500 |
Л |
св . 800 |
|
М |
800 1000 |
М |
500 710 |
||
|
Н |
1000 1250 |
Н |
710 1000 |
||
|
П |
1250 1600 |
П |
1000 1400 |
||
|
Р |
1600 2000 |
Р |
1400 2000 |
Таблица 2 –Размерная характеристика деталей корпусов, планок, кронштейнов.
|
код |
ширина , мм. |
код |
длина , мм . |
код |
высота, мм . |
|
1 |
до 16 вкл |
1 |
до 25 вкл |
1 |
до 16 мм |
|
2 |
св 16 до 40 |
2 |
св 25 до 45 |
2 |
св 16 до 40 |
|
3 |
40 75 |
3 |
45 75 |
3 |
40 75 |
|
4 |
75 95 |
4 |
75 120 |
4 |
75 110 |
|
5 |
95 120 |
5 |
120 180 |
5 |
110 140 |
|
6 |
120 150 |
6 |
180 300 |
6 |
140 200 |
|
7 |
150 180 |
7 |
300 360 |
7 |
200 250 |
|
8 |
180 220 |
8 |
360 450 |
8 |
250 300 |
|
9 |
220 300 |
9 |
450 600 |
9 |
300 340 |
|
А |
300 380 |
А |
600 750 |
А |
340 400 |
|
Б |
380 480 |
Б |
750 850 |
Б |
400 480 |
|
В |
480 560 |
В |
850 950 |
В |
480 560 |
|
Г |
560 750 |
Г |
950 1180 |
Г |
560 670 |
|
Д |
750 950 |
Д |
1180 1500 |
Д |
670 750 |
|
Е |
950 1180 |
Е |
1500 1900 |
Е |
750 950 |
|
Ж |
1180 1500 |
Ж |
1900 2360 |
Ж |
950 1180 |
|
И |
1500 1800 |
И |
2360 2800 |
И |
1180 1800 |
|
К |
1800 2360 |
К |
2800 3750 |
К |
1800 3000 |
|
Л |
2360 3000 |
Л |
3750 4750 |
Л |
3000 3750 |
|
М |
3000 3750 |
М |
4750 5600 |
М |
3750 |
ГРУППА МАТЕРИАЛОВ
01 Стали углеродистые .
02 Сталь углеродистая конструкционная с содержанием углерода от 0,1 до 0,24
03 Сталь углеродистая конструкционная с содержанием углерода от 0,24 до 0,35
04 Сталь углеродистая конструкционная с содержанием углерода свыше 0,35
08 Стали инструментальные углеродистые
10 Стали легированные
11 Стали конструкционные низколегированные
12 Стали конструкционные легированные
18 Стали инструментальные легированные
19 Стали инструментальные быстрорежущие
21 Высоколегированные стали, жаропрочные, коррозионностойкие
30 Чугуны
31 Чугун серый простой
32 Чугун серый модифицированный
33 Чугун ковкий
34 Чугун высокопрочный
35 Чугун с особыми свойствами
40 Медь, алюминий, их сплавы ,(сплавы на основе магния)
41 Медь
42 Латунь
43 Бронза
44 Медно-никелевые сплавы
45 Алюминий
46 Сплавы на основе алюминия
48 Сплавы на основе магния
50 Титан, хром, цинк, свинец, олово и сплавы на их основе
51 Титан и сплавы на его основе
52 Хром и сплавы на его основе
53 Никель и сплавы на его основе
ВИД ДЕТАЛИ ПО ТЕХНОЛОГИЧЕСКОМУ МЕТОДУ ИЗГОТОВЛЕНИЯ
1 Изготовление литьем .
2 Изготовление ковкой и обьемной штамповкой .
3 Изготовление листовой штамповкой .
4 Обработка резанием .
5 Термическая обработка .
7 С покрытием .
- Изготовление при помощи порошковой металлургии .
ВИД ИСХОДНОЙ ЗАГОТОВКИ
10 Заготовка полученная литьем .
11 Литье в песчаную форму .
12 Литье в форму из жидких самотвердеющих смесей .
13 Литье в песчано-глинистую форму .
14 Литье в металлическую форму .
15 Литье полученное центробежным методом .
16 Литье в оболочковую форму .
17 Литье по выплавляемым моделям .
18 Литье штамповкой жидкого металла .
19 Литье под давлением .
20 Заготовка, полученная методом давления.
21 Ковка на молоте .
22 Ковка на прессе .
23 Ковка радиальным обжатием .
24 Штамповка объемная не калиброванная .
25 Штамповка объемная калиброванная .
26 Штамповка листовая .
30 Пруток ,проволока .
31 Пруток круглый не калиброванный .
32 Пруток круглый калиброванный .
33 Пруток шестигранный и квадратный не калиброванный .
34 Пруток шестигранный и квадратный калиброванный .
35 Проволока круглая .
40 Лист ,плита, полоса, лента .
41 Лист ,плита -гладкие .
42 Полоса ,лента прямоугольные.
50 Труба .
51 Труба круглая не калиброванная .
КВАЛИТЕТ ТОЧНОСТИ
код квалитет точности
1 17,16,15,14
2 13,12
3 11,10,9
4 8 , 7 , 6 , 5
5 4 , 3 , 2
6 1 , 0 , 01
ПАРАМЕТР ШЕРОХОВАТОСТИ
Наружные поверхности кодируют по наименьшему значению параметра шероховатости. .Внутренне поверхности не кодируют .При отсутствии на чертеже
требований по шероховатости проставляют код 0 .
код параметр шероховатости
Ra (мкм) Rz (мкм)
1 св. 80 св .320
2 св. 10 до 80 вкл св. 40 до 320 вкл
3 2,5 10 10 40
4 0,32 2,5 1,6 10
5 0,02 0,32 0,1 1,6
6 0,008 0,02 0,032 0,1
СТЕПЕНЬ ТОЧНОСТИ
Степень точности устанавливают на допуски формы и расположения поверхностей.
При наличии одного или нескольких требований с различной степенью точности
( меньшим допуском ),кодируют наименьшую степень точности. При отсутствии
требований на чертеже по данному признаку -проставляют 0 .
код степень точности
1 св 16
2 16, 15, 14, 13
3 12, 11, 10, 9
4 8 , 7 , 6
5 5, 4 , 3, 2, 1
6 до 0
ВИД ДОПОЛНИТЕЛЬНОЙ ОБРАБОТКИ
Детали кодируют по наличию или отсутствию операций термической обработки
код термическая обработка
0 без термообработки и без покрытия
1 без термообработки с покрытием
2 с ТО НRС до 40 без покрытия
3 с ТО НRС до 40 с покрытием
4 с ТО НRС до 40-53 без покрытия
5 с ТО НRС до 40-53 с покрытием
6 с ТО НRС св 53 без покрытия
7 с ТО НRС св 53 с покрытием
8 с ТО после обработки резанием без покрытия
9 с ТО после обработки резанием с покрытием
ХАРАКТЕРИСТИКА МАССЫ.
код масса детали , кг .
|
1 |
до 0,003 |
|
2 |
св 0,003 до 0,006 |
|
3 |
0,006 — 0,012 |
|
4 |
0,012 — 0,025 |
|
5 |
0,025 — 0,05 |
|
6 |
0,05 — 0,1 |
|
7 |
0,1 — 0,2 |
|
8 |
0,2 — 0,5 |
|
9 |
0,5 — 1,0 |
|
А |
1,0 — 1,5 |
|
Б |
1,5 — 2,5 |
|
В |
2,5 — 4,0 |
|
Г |
4,0 — 10 |
|
Д |
10 — 16 |
|
Е |
16 — 25 |
|
Ж |
25 — 40 |
|
И |
40 — 63 |
|
К |
63 — 100 |
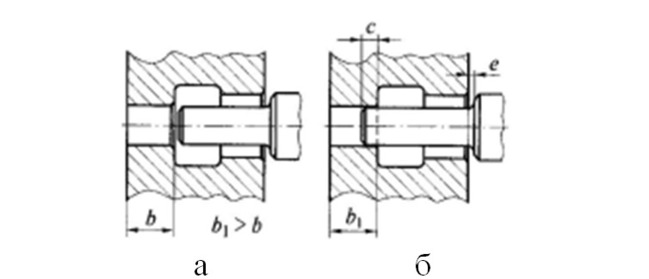
Сборная конструкция является технологичной:
Варианты ответов:
- Б
- оба
- А
Технология машиностроения рассматривает методы:
Варианты ответов:
- выбора способа получения заготовки
- выбор технологического оборудования
- Построение технологических процессов
Идет подсчет результатов
11

Сообщить о нарушение
Ваше сообщение отправлено, мы постараемся разобраться в ближайшее время.
Отправить сообщение
569 просмотров
Верно 28 / С ошибками 79
- 0
- 0
Популярные тесты
-
Тест: Узнайте что говорит дата рождения о вашей Личности
HTML-код
Никитин КонстантинКоличество прохождений: 1 159 007
2 280 826 просмотров — 26 декабря 2016
Пройти тест -
Тест: Узнайте в каком году вы должны были родиться на самом деле?
HTML-код
Никитин КонстантинКоличество прохождений: 454 866
665 945 просмотров — 25 декабря 2016
Пройти тест -
Сможете ли вы пройти тест для разведчиков?
HTML-код
АндрейКоличество прохождений: 579 895
1 161 674 просмотров — 24 июля 2018
Пройти тест -
Ваш словарный запас на высоком уровне, если наберете в нашем тесте хотя бы 8/11 — ТЕСТ
HTML-код
АннаКоличество прохождений: 740 044
1 386 900 просмотров — 09 апреля 2020
Пройти тест -
Тест на общие знания, который по зубам не каждому
HTML-код
АндрейКоличество прохождений: 478 454
780 948 просмотров — 22 февраля 2019
Пройти тест -
Элементарный тест на логику и интеллект, который заваливает большинство взрослых. А вы наберете 15 из 15?
HTML-код
АндрейКоличество прохождений: 364 490
682 277 просмотров — 07 августа 2019
Пройти тест -
Тест на общие знания: Просвещены ли вы настолько, чтобы пройти его на все 10/10?
HTML-код
АндрейКоличество прохождений: 543 774
944 508 просмотров — 28 января 2019
Пройти тест -
Тест о животных: Угадай зверя по его носу
HTML-код
VyacheslawКоличество прохождений: 388 955
620 716 просмотров — 10 декабря 2018
Пройти тест -
В чём ваш мозг крут
HTML-код
АндрейКоличество прохождений: 511 394
945 921 просмотров — 22 ноября 2018
Пройти тест -
Не заглядывая в Гугл, сможете ответить хотя бы на половину вопросов этого теста?
HTML-код
АндрейКоличество прохождений: 438 750
723 280 просмотров — 22 августа 2019
Пройти тест -
Тест на грамотность: Технарь вы или гуманитарий?
HTML-код
АндрейКоличество прохождений: 480 879
734 936 просмотров — 15 января 2019
Пройти тест -
Тест из одного вопроса, ответить на который правильно не может почти никто. Попробуете себя?
HTML-код
АндрейКоличество прохождений: 400 095
595 972 просмотров — 22 января 2019
Пройти тест -
Всего 2% людей могут назвать ВСЕ столицы этих европейских стран. Часть 2
HTML-код
АндрейКоличество прохождений: 336 128
531 960 просмотров — 30 января 2019
Пройти тест -
Каково ваше имя, судя по вашему характеру
HTML-код
Тесты от ШпицаКоличество прохождений: 565 999
1 035 575 просмотров — 30 августа 2018
Пройти тест -
Тест на широкий кругозор: сможете ли вы ответить хотя бы на половину вопросов?
HTML-код
АндрейКоличество прохождений: 547 202
1 080 594 просмотров — 28 февраля 2019
Пройти тест -
Докажите свою высокоинтеллектуальность, набрав в нашем тесте на общие знания 13/13
HTML-код
АндрейКоличество прохождений: 311 920
555 236 просмотров — 21 марта 2019
Пройти тест -
Не называйте себя эрудированным человеком, если не сможете набрать в этом тесте хотя бы 8/10
HTML-код
АндрейКоличество прохождений: 381 983
639 353 просмотров — 29 января 2019
Пройти тест -
Тест, который проверит вашу эрудицию: где вы на шкале от 0 до 12?
HTML-код
АндрейКоличество прохождений: 1 197 436
2 269 990 просмотров — 18 февраля 2019
Пройти тест -
Тест на общие знания, который на 11/11 осилит лишь настоящий эрудит
HTML-код
АннаКоличество прохождений: 450 276
750 214 просмотров — 30 марта 2020
Пройти тест -
На какое животное вы похожи, когда злитесь?
HTML-код
Никитин КонстантинКоличество прохождений: 700 301
1 118 720 просмотров — 22 декабря 2016
Пройти тест

















HTML-код для вставки на сайт
Разрешить комментарии
Автор теста запретил комментарии
Блок Новинок и Популярных тестов
Теперь тесты из блоков новинок и популярных отображаются внутри вашего сайта, что увеличивает просмотры ваших страниц в 5 раз!
Все комментарии после публикации проходят строгую модерацию!
OK
![]()
А.Г. ТКАЧЕВ, И.Н. ШУБИН
ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ
ДЕТАЛЕЙ МАШИН
|
v |
|||||||||
|
S |
|||||||||
|
l |
|||||||||
|
ϕ |
|||||||||
|
b2 |
b |
b1 |
|||||||
•ИЗДАТЕЛЬСТВО ТГТУ•

Министерство образования и науки Российской Федерации
ГОУВПО»Тамбовскийгосударственный техническийуниверситет»
А.Г. ТКАЧЕВ, И.Н. ШУБИН
ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ
ДЕТАЛЕЙ МАШИН
Учебное пособие
Издание второе, стереотипное
Тамбов Издательство ТГТУ
2007
УДК 621.81(083)
ББК К724я73
Т484
Рецензенты:
Главный инженер ОАО «Тамбовский завод «Комсомолец» имени Н.С. Артемова», кандидат технических наук
В.А. Богуш
Доктор технических наук, профессор ТГТУ
В.Ф. Першин
Ткачев, А.Г.
Т484 Типовые технологические процессы изготовления деталей машин : учебное пособие / А.Г. Ткачев, И.Н. Шубин. – 2-е
изд., стер. – Тамбов : Изд-во Тамб. гос. техн. ун-та, 2007. – 112 с. – 100 экз. – ISBN 5-8265-0601-6 (978-5-8265-0601-1).
Приведены описание типовых технологических процессов изготовления деталей машин, схемы типовых маршрутов изготовления, схемы базирования, используемая технологическая оснастка.
Предназначено для студентов технических вузов специальностей 170500 и 060800 дневной, заочной и дистанционной форм обучения.
УДК 621.81(083)
ББК К724я73
ISBN 5-8265-0601-6 ГОУ ВПО «Тамбовский государственный (978-5-8265-0601-1) технический университет» (ТГТУ), 2007
Учебное издание
ТКАЧЕВ Алексей Григорьевич, ШУБИН Игорь Николаевич
ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
Учебное пособие
Редактор Т.М. Глинкина Компьютерное макетирование Е.В. Кораблевой
Подписано в печать 24.05.07 Формат 60 × 84/16. 6,51 усл. печ. л. Тираж 100 экз. Заказ № 373
Издательско-полиграфический центр Тамбовского государственного технического университета,
392000, Тамбов, Советская, 106, к. 14
|
ОГЛАВЛЕНИЕ |
|
|
Введение ……………………………………………………………. |
4 |
|
1 Технология изготовления валов …………………………. |
4 |
1.1Характеристика валов ……………………………….. 4
|
1.2 |
Материалы и заготовки валов ………………………. |
8 |
|
1.3 |
Основные схемы базирования ……………………… |
11 |
|
1.4 |
Методы обработки наружных цилиндрических по- |
|
|
верхностей …………………………………………… |
16 |
1.5Методы повышения качества поверхностного слоя деталей ……………………………………………….. 26
1.6Обработка на валах элементов типовых сопряже-
ний ……………………………………………………. 33
|
1.7 |
Типовые маршруты изготовления валов …………… |
48 |
|
2 Технология изготовления втулок ……………………….. |
53 |
|
|
2.1 |
Характеристика втулок ……………………………… |
53 |
2.2Методы обработки внутренних цилиндрических
|
поверхностей ………………………………………… |
55 |
||
|
2.3 |
Типовые маршруты изготовления втулок …………. |
68 |
|
|
3 |
Технология изготовления дисков и фланцев ………….. |
70 |
|
|
3.1 |
Типовой маршрут изготовления дисков и фланцев |
70 |
|
|
4 |
Технология изготовления корпусных деталей …………. |
79 |
|
|
4.1 |
Типовые маршруты изготовления корпусных дета- |
||
|
лей ……………………………………………………. |
89 |
||
|
5 |
Технология изготовления зубчатых колес …………….. |
93 |
5.1Основные методы формообразования зубьев зубча-
тых колес …………………………………………….. 97
|
5.2 |
Типовой маршрут изготовления зубчатых колес …. |
103 |
|
6 Технология изготовления рычагов …………………..… |
107 |
|
|
6.1 |
Типовой маршрут изготовления рычагов ………….. |
109 |
|
Список литературы ………………………………………………. |
112 |
ВВЕДЕНИЕ
Курс «Технология машиностроения» является завершающей частью комплекса инженерно-технологических дисциплин и базируется на ранее изученных предметах – «Инженерная графика», «Материаловедение», «Основы проектирования и конструирования», «Детали машин», «Машины и оборудование».
Технология машиностроения – наука о производстве машин – изучает технологические процессы, применяемые на машиностроительных предприятиях при изготовлении машин требуемого качества, в установленном программой количестве и при наименьшей себестоимости.
Технология машиностроения рассматривает методы разработки и построения рациональных технологических процессов, выбор способа получения заготовки, технологического оборудования, инструмента и приспособлений, назначение режимов резания и установление технически обоснованных норм времени.
Основное содержание данного учебного пособия составляют разделы, посвященные разработке технологических процессов изготовления валов, втулок, корпусных деталей, зубчатых колес и рычагов, изложенные по единому плану в соответствии со стандартами разработки и постановки изделий на производство.
За основу приняты типовые технологические процессы, прошедшие апробацию в промышленности и базирующиеся на результатах научных исследований и прогрессивном опыте машиностроительных заводов.

1ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ВАЛОВ
1.1Характеристика валов
Втехнологии машиностроения в понятие валы принято включать собственно валы, оси, пальцы, штоки, колонны и другие подобные детали машин, образованные наружными поверхностями вращения при значительном преобладании длины над диаметром. Конструктивное разнообразие валов вызывается различным сочетанием цилиндрических, конических, а также зубчатых (шлицевых), резьбовых поверхностей. Валы могут иметь шпоночные пазы, лыски, осевые и радиальные отверстия (рис. 1).
Рис. 1 Классификация валов
Технологические задачи
Технологические задачи формулируют в соответствии с рекомендациями и охватывают требованиям к точности детали по всем ее параметрам (рис. 2).
Точность размеров. Точными поверхностями валов являются, как правило, его опорные шейки, поверхности под детали, передающие крутящий момент. Обычно они выполняются по 6…7-му квалитетам.
Точность формы. Наиболее точно регламентируется форма в продольном и поперечном сечениях у опорных шеек под подшипники качения. Отклонения от круглости и профиля в продольном сечении не должны превышать 0,25…0,5 допуска на диаметр в зависимости от типа и класса точности подшипника.
Точность взаимного расположения поверхностей. Для большинства валов главным является обеспечение соосности рабочих поверхностей, а также перпендикулярности рабочих торцов базовым поверхностям. Как правило, эти величины выбираются по V – VII степеням точности.
Рис. 2 Эскиз вала с типовыми техническими требованиями

Качество поверхностного слоя. Шероховатость базовых поверхностей обычно составляет Rа = 3,2…0,4 мкм, рабочих торцов Rа = 3,2…1,6 мкм, остальных несоответственных поверхностей Rа = 12,5…6,3 мкм. Валы могут быть сырыми и термообработанными. Твердость поверхностных слоев, способ термообработки могут быть весьма разнообразными в зависимости от конструктивного назначения валов. Если значение твердости не превышает НВ 200…230, то заготовки подвергают нормализации, отжигу или термически не обрабатывают. Для увеличения износостойкости валов повышают твердость их рабочих поверхностей. Часто это достигается поверхностной закалкой токами высокой частоты, обеспечивающей твердость НRС 48…55. Поверхности валов из малоуглеродистых марок стали подвергают цементации на глубину 0,7…1,5 мм с последующей закалкой и отпуском. Таким способом можно достичь твердости НRС 55…60.
Так, например, для вала, представленного на рис. 3, технологические задачи формулируются следующим образом:
− точность размеров основных поверхностей находится в пределах 6…8-го квалитетов, а размеры с неуказанными отклонениями выполняются по 14-му квалитету;
Рис. 3 Эскиз вала
−точность формы регламентируется для опорных шеек допусками круглости и профиля в продольном сечении – 0,006 мм, а у остальных поверхностей погрешности формы не должны превышать определенной части поля допуска на соответствующий размер (например, для нормальной геометрической точности 60 % от поля допуска);
−точность взаимного расположения задается допусками радиального и торцового биений (соответственно 0,02 мм и 0,016 мм) относительно базы;
−шероховатость сопрягаемых цилиндрических поверхностей ограничивается значениями Rа = 0,8 мкм, а торцовых – Rа = 1,6 мкм; шероховатость несопрягаемых поверхностей – Rа = 6,3 мкм; шлицевый участок подвергается термообработке ТВЧ НRС 50…55.
Некоторые требования к технологичности валов
К технологичности валов предъявляются некоторые специфические требования.
1Перепады диаметров ступенчатых валов должны быть минимальными. Это позволяет уменьшить объем механической обработки при их изготовлении и сократить отходы металла. По этой причине конструкция вала с канавками и пружинными кольцами технологичнее конструкции вала с буртами.
2Длины ступеней валов желательно проектировать равными или кратными длине короткой ступени, если токарная обработка валов будет осуществляться на многорезцовых станках. Такая конструкция позволяет упростить настройку резцов и сократитьиххолостые перемещения.
3Шлицевые и резьбовые участки валов желательно конструировать открытыми или заканчивать канавками для выхода инструмента. Канавки на валу необходимо задавать одной ширины, что позволит прорезать их одним резцом.
4Валы должны иметь центровые отверстия. Запись в технических требованиях о недопустимости центровых отверстий резко снижает технологичность вала. В таких случаях следует заметно удлинять заготовку для нанесения временных центров, которые срезают в конце обработки.

1.2 Материалы и заготовки валов
Валы, в основном, изготовляют из конструкционных и легированных сталей, к которым предъявляются требования высокой прочности, хорошей обрабатываемости, малой чувствительности к концентрации напряжений, а также повышенной износостойкости. Этим требованиям, в определенной степени, отвечают стали марок 35, 40, 45, 40Г, 40ХН и др. Достаточно редко валы отливают из чугуна.
Втехнических требованиях на изготовление валов, прежде всего, указывается твердость материала или необходимость соответствующей термической обработки. Если значение твердости не превышает НВ 200…230, то заготовки подвергают нормализации, отжигу или термически не обрабатывают. Для увеличения износостойкости валов повышают твердость их рабочих поверхностей. Часто это достигается поверхностной закалкой токами высокой частоты, обеспечивающей твердость HRС 48…55. Поверхности валов из малоуглеродистых марок стали подвергают цементации на глубину 0,7…1,5 мм с последующей закалкой и отпуском. Таким способом можно достичь твердости НRС 55… 60.
Производительность механической обработки валов во многом зависит от вида заготовки, ее материалов, размера и конфигурации, а также от характера производства. Заготовки получают отрезкой от горячекатаных или холодно-тянутых нормальных прутков и непосредственно подвергают механической обработке.
Прокат круглого сечения поступает на машиностроительные заводы в виде многометровых прутков, из которых в заготовительных цехах нарезаются заготовки необходимой длины.
Внаибольшей мере указанным требованиям отвечают отрезные круглопильные станки, применяемые в серийном и массовом производствах. В качестве режущего инструмента в них применяются пильные диски, оснащенные сегментами из быстрорежущей стали. Таким диском можно разрезать прокат диаметром до 240 мм или пакет прутков меньшего диаметра. Торцы заготовок после отрезки имеют шероховатость Rа = 25 мкм.
Вмелкосерийном и единичном производствах применяются более простые, но менее производительные отрезные ножовочные станки. Тонкие ножовочные полотна дают узкий пропил, но вследствие малой жесткости не обеспечивают высокой перпендикулярности торцов заготовок.
Резка прутков и труб из высокотвердых, закаленных сталей наиболее эффективна на абразивно-отрезных станках, оснащенных тонкими, толщиной 3…6 мм абразивными кругами на бакелитовой или вулканитовой связках. Благодаря высокой скорости вращения, достигающей 80 м/с, круги быстро разрезают пруток, образуя ровный срез с шероховатостью Rа = 3,1…6,3 мкм. Во избежание пережога торцов зона резания обильно поливается охлаждающей жидкостью.
|
1 |
|||
|
2 |
|||
Рис. 4 Схема правильно-рихтовочного устройства станка:
1 – пруток; 2 – ролик
Всравнении с перечисленными другие методы резки применяются реже. К ним относятся резка на токарно-отрезных станках отрезными резцами, на фрезерных станках прорезными фрезами, резка фрикционными пилами. Фрикционная пила представляет собой тонкий стальной диск, которому сообщается скорость вращения выше 100 м/с. В месте контакта с заготовкой выделяющаяся вследствие трения теплота расплавляет металл прутка, что обеспечивает высокую производительность процесса. Однако оплавление торцов заготовок снижает их качество. К наиболее производительным методам относятся рубка прутков на прессах и резка ножницами. Существенным недостатком этих методов, ограничивающим их применение, является смятиеконцовзаготовок.
На машиностроительные заводы прокат поступает с заметными отклонениями от прямолинейности оси. Для устранения кривизны прутки перед резкой подвергают правке. Для этой цели служат правильно-калибровочные станки. Нарезанные заготовки перед началом обработки, а иногда и в процессе дальнейшей обработки также приходится подвергать правке. Такую правку обычно проводят на прессах.
Заготовки такого вида применяют в основном в мелкосерийном и единичном производстве, а также при изготовлении валов с небольшим количеством ступеней и незначительными перепадами их диаметров.
Впроизводстве с более значительным масштабом выпуска, а также при изготовлении валов более сложной конфигурации с большим количеством ступеней, значительно различающихся по диаметру, заготовки целесообразно получать методом пластической деформации. Эти методы (ковка, штамповка, периодический прокат, обжатие на ротационно-ковочных машинах, электровысадка) позволяют получать заготовки, по форме и размерам наиболее близкие к готовой детали (рис. 5), что значительно повышает производительность механической обработки и снижает металлоемкость изделия.

в)
Рис. 5 Заготовки, полученные методами:
а – штамповкой в штампах; б – штамповкой на горизонтально-ковочной машине; в – поперечно-винтовой прокаткой
Выбор наиболее рационального способа получения заготовки в каждом отдельном случае определяется комплексно с учетом технико-экономической целесообразности. С увеличением масштабов выпуска особое значение приобретают эффективность использования металлов и сокращение трудоемкости механической обработки. Поэтому в крупносерийном и массовом производстве преобладают методы получения заготовок с коэффициентом использования металлов от 0,7 и выше (отношение массы детали к норме расхода металла), доходящим в отдельных случаях до 0,95. Полые валы целесообразно изготавливать из труб.
1.3 Основные схемы базирования
Основными базами подавляющего большинства валов являются поверхности его опорных шеек. Однако использовать их в качестве технологических баз для обработки наружных поверхностей, как правило, затруднительно, особенно при условии сохранения единства баз. Поэтому при большинстве операций за технологические базы принимают поверхности центровых отверстий с обоих торцов заготовки, что позволяет обрабатывать почти все наружные поверхности вала на постоянных базах с установкой его в центрах.
При этом может возникать погрешность базирования, влияющая на точность взаимного расположения шеек, равная величине несовпадения оси центровых отверстий и общей оси опорных шеек.
Для исключения погрешности базирования при выдерживании длин ступеней от торца вала необходимо в качестве технологической базы использовать торец заготовки. С этой целью заготовку устанавливают на плавающий передний центр.
Форма и размеры центровых отверстий стандартизованы. Существует несколько типов центровых отверстий, из которых для валов чаще всего применяются три (табл. 1).
Таблица 1
|
Эскиз |
Обозначение |
Назначение |
|
Изделия, после обра- |
|||
|
А |
ботки которых необ- |
||
|
без предохрани- |
ходимость в центро- |
||
|
тельного конуса |
вых отверстиях отпа- |
||
|
дает |
|||
|
Изделия, в которых |
|||
|
центровые отверстия |
|||
|
В |
являются базой для |
||
|
повторного или мно- |
|||
|
с предохрани- |
|||
|
гократного использо- |
|||
|
тельным конусом |
|||
|
вания либо сохраня- |
|||
|
ются в готовых изде- |
|||
|
лиях |
|||

R
сдугообразными Изделия повышенной образующими точности
Рабочими участками являются конуса, которыми вал опирается на центры станка в процессе обработки. Цилиндрические участки диаметром d необходимы для предотвращения контакта вершин станочных центров с заготовкой. При обработке крупных, тяжелых валов применяют усиленные станочные центры с углом конуса 75 или 90°. С соответствующими углами конусов выполняют и центровые отверстия валов. Предохранительный конус с углом 120° позволяет избежать случайных забоин на рабочем конусе в процессе межоперационного транспортирования вала. Валы с предохранительными конусами более ремонтопригодны.
Использование центров в качестве установочных элементов предусматривает применение того или иного поводкового устройства, передающего крутящий момент заготовке.
Такими устройствами являются поводковые патроны, хомутики и т.п. (табл. 2 – 5). Основные способы установки валов приведены на рис. 6 – 9.
Таблица 2
Обозначения опор
|
Наименование |
Вид спереди, |
Вид сверху |
Вид снизу |
||||||||||||||||||||||
|
опоры |
сзади |
||||||||||||||||||||||||
|
Неподвижная |
|||||||||||||||||||||||||
|
Подвижная |
|||||||||||||||||||||||||
|
Плавающая |
|||||||||||||||||||||||||
|
Регулируемая |
Таблица 3 |
||||||||||||||||||||||||
|
Обозначения зажимов |
|||||||||||||||||||||||||
|
Наименование |
Вид спереди, |
Вид сверху |
Вид снизу |
||||||||||||||||||||||
|
зажима |
сзади |
||||||||||||||||||||||||
|
Одиночный |
|||||||||||||||||||||||||
|
Двойной |
|||||||||||||||||||||||||
|
Таблица 4 |
|||||||||||||||||||||||||
|
Обозначения установочных устройств |
|||||||||||||||||||||||||
|
Наименование |
Вид спереди, |
Вид слева |
Вид справа |
||||||||||||||||||||||
|
установочного |
сзади, сверху, |
||||||||||||||||||||||||
|
устройства |
снизу |
||||||||||||||||||||||||
|
Центр |
неподвиж- |
Без обозначения |
|||||||||||||||||||||||
|
ный |
|||||||||||||||||||||||||
|
Центр |
вращаю- |
Без обозначения |
|||||||||||||||||||||||
|
щийся |
|||||||||||||||||||||||||
|
Оправка |
цилинд- |
||||||||||||||||||||||||
|
рическая |
|||||||||||||||||||||||||
|
Оправка |
шарико- |
||||||||||||||||||||||||
|
вая (роликовая) |
|||||||||||||||||||||||||
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
![]()
Тесты
/
Прочее
/
Прочее
/ МДК.01.01 Практическая работа № 1. «Технологические процессы изготовления деталей машин». Правила оформления технологической документации

![]()
09.10.2018.
Тест. Прочее, Прочее
Внимание! Все тесты в этом разделе разработаны пользователями сайта для собственного
использования.
Администрация сайта не
проверяет возможные ошибки,
которые могут встретиться в тестах.
Тест к практической работе № 1 по МДК.01.01 для студентов по программе подготовке специалистов среднего звена по специальности «Технология машиностроения» всех форм обучения
Список вопросов теста
Вопрос 1
Укажите правильное название формы, приведенной на рисунке.

Ответ введите в виде двух слов (первое слово — с большой буквы, второе — с маленькой), разделяя слова между собой строго одним пробелом, без каких-либо дополнительных точек и кавычек.
Например: Заглавный лист
Вопрос 2
Укажите правильное название формы, приведенной на рисунке.
 Ответ введите в виде двух слов (первое слово — с большой буквы; второе — с маленькой), разделяя между собой слова строго одним пробелом, без дополнительных кавычек и точек.
Ответ введите в виде двух слов (первое слово — с большой буквы; второе — с маленькой), разделяя между собой слова строго одним пробелом, без дополнительных кавычек и точек.
Например: Географическая карта
Вопрос 3
Укажите правильное название форм, приведенных на рисунках.

 Ответ введите в виде двух слов (первое слово — с большой буквы, второе — с маленькой), разделяя слова между собой строго одним пробелом, без каких-либо дополнительных точек и кавычек.
Ответ введите в виде двух слов (первое слово — с большой буквы, второе — с маленькой), разделяя слова между собой строго одним пробелом, без каких-либо дополнительных точек и кавычек.
Например: Дорожная карта
Вопрос 4
Укажите правильное название формы, приведенной на рисунке.
 Ответ введите в виде двух слов (первое слово — с большой буквы, второе — с маленькой), разделив слова между собой строго одним пробелом, без дополнительных кавычек и точек.
Ответ введите в виде двух слов (первое слово — с большой буквы, второе — с маленькой), разделив слова между собой строго одним пробелом, без дополнительных кавычек и точек.
Например: Фишка игроков
Вопрос 5
Наименование технологической операции присваивается в зависимости от наименования …
Варианты ответов
- технологического оборудования
- технологической оснастки
- режущего инструмента
- измерительного инструмента
Вопрос 6
Укажите название технологической операции, если обработка выполняется на зубофрезерном станке.
Ответ введите с большой буквы без каких-либо пробелов, кавычек и точек.
Например: Токарная
Вопрос 7
В каких графах титульного листа указывается общее количество листов комплекта технологической документации и номер листа комплекта?
 Ответ введите в виде сочетания арабских цифр в строгой последовательности в соответствии с поставленным вопросом без каких-либо пробелов, кавычек и точек.
Ответ введите в виде сочетания арабских цифр в строгой последовательности в соответствии с поставленным вопросом без каких-либо пробелов, кавычек и точек.
Например: 910
Вопрос 8
В каких графах титульного листа указываются ФИО студента, его подпись и дата заполнения титульного листа комплекта технологической документации?

Ответ введите в виде сочетания арабских цифр в строгой последовательности в соответствии с поставленным вопросом без каких-либо кавычек, точек и пробелов.
Например: 91011
Вопрос 9
В каких графах титульного листа указываются ФИО нормоконтролера и лица, утвердившего комплект технологической документации?
 Ответ введите в виде сочетания арабских цифр в строгой последовательности в соответствии с поставленным вопросом без каких-либо кавычек, точек и пробелов.
Ответ введите в виде сочетания арабских цифр в строгой последовательности в соответствии с поставленным вопросом без каких-либо кавычек, точек и пробелов.
Например: 98
Вопрос 10
В какой графе титульного листа указывается литера, присвоенная документу?
Ответ введите в виде арабской цифры без каких-либо пробелов, точек и кавычек.
Например: 6
Вопрос 11
Присвойте литеру комплекту технологической документации, если Вами выполняется практическая работа.
Ответ введите двумя большими русскими буквами без каких-либо пробелов, кавычек и точек.
Например: ДП
Вопрос 12
В какой графе титульного листа указывается обозначение документа по ГОСТ 3.1201-85.
 Ответ введите арабской цифрой без каких-либо пробелов, точек и кавычек.
Ответ введите арабской цифрой без каких-либо пробелов, точек и кавычек.
Например: 1
Вопрос 13
Укажите обозначение документа по ГОСТ 3.1201-85 согласно исходных данных:
1. в качестве кода организации-разработчика используйте индекс колледжа;
2.в качестве кода характеристики документа используйте заполнение титульного листа на единичный технологический процесс изготовления детали холодной штамповкой.
Ответ введите в виде 11 арабских цифр, отделив первые шесть от пяти последних точкой безк каких-либо дополнительных кавычек и пробелов.
Например: 111123.76310
Вопрос 14
В какой графе маршрутной карты указывается аббревиатура организации-разработчика?

Ответ введите арабской цифрой без каких-либо пробелов, точек и кавычек.
Например: 11
Вопрос 15
В какой графе маршрутной карты указывается код по технологическому классифкатору?
 Ответ введите в виде арабской цифры без каких-либо пробелов, точек и кавычек.
Ответ введите в виде арабской цифры без каких-либо пробелов, точек и кавычек.
Например: 13
Вопрос 16
В каких графах маршрутной карты указываются:
1. масса заготовки, равная 3 кг;
2. масса детали, равная 2.5 кг.
 Ответ введите в виде сочетания арабских цифр в строгой последовательности в соответствии с поставленным вопросом без каких-либо кавычек, точек и пробелов.
Ответ введите в виде сочетания арабских цифр в строгой последовательности в соответствии с поставленным вопросом без каких-либо кавычек, точек и пробелов.
Например: 62
Вопрос 17
В каких графах маршрутной карты указываются профиль и размеры заготовки, коэффициент использования металла и код заготовки?
Ответ введите в виде очетания арабских цифр в строгой последовательности в соответствии с поставленным вопросом без каких-либо пробелов, кавычек и точек.
Например: 312
Вопрос 18
В графе 10 маршрутной карты укажите номер третьей технологической операции (сверления).
Ответ введите в виде сочетания арабских цифр без каких-либо пробелов кавычек и точек.
Например: 005
Вопрос 19
Укажите один или несколько правильных вариантов ответов: какие служебные символы используются в маршрутной карте?
Варианты ответов
- А
- Б
- Т
- О
- Р
Вопрос 20
В какой графе маршрутной карты указывается вид заготовки и марка материала заготовки?
Ответ введите в виде арабской цифры без каких-либо пробелов, точек и кавычек.
Например: 1
Вопрос 21
Укажите код вертикально-сверлильной операции.
Ответ введите в виде четырех арабских цифр без каких-либо пробелов, точек и кавычек.
Например: 4114
Вопрос 22
Укажите код сверлильного станка с крестовым столом.
Ответ введите в виде шести арабских цифр без каких-либо пробелов, точек и кавычек.
Например: 556677
Вопрос 23
Какой служебный символ указывается в строке маршрутной карты с наименованием технологической операции?
Ответ введите в виде большой буквы русского алфавита без каких-либо пробелов, точек и кавычек.
Например: Г
Вопрос 24
Какой служебный символ указывается в строке маршрутной карты с записью технологического оборудования?
Ответ введите в виде большой буквы русского алфавита без каких-либо пробелов, точек и кавычек.
Например: Г
Вопрос 25
Какой служебный символ указывается в строке маршрутной карты с записью технологической оснастки?
Ответ введите в виде большой буквы русского алфавита без каких-либо пробелов, точек и кавычек.
Например: Г
Вопрос 26
Укажите правильную последовательность записи строки со служебным символом «Т».
Варианты ответов
- Приспособления + режущий инструмент + измерительный инструмент
- Приспособления + измерительный инструмент + режущий инструмент
- Последовательность любая
Вопрос 27
В каком наклонении указывается содержание перехода в операционной карте?
Варианты ответов
- В именительном
- В дательном
- В повелительном
Вопрос 28
Укажите один или несколько правильных вариантов ответов: какие служебные символы используются в операционной карте?
Варианты ответов
- А
- Б
- Т
- О
- Р
Вопрос 29
В какой графе операционной карты указывается общее количество листов данного технологического документа?
Ответ введите в виде арабской цифры без каких-либо пробелов, точек и кавычек.
Например: 20
Вопрос 30
В какой графе операционной карты указывается порядковый номер листа данного технологического документа?
 Ответ введите в виде арабской цифры без каких-либо пробелов, точек и кавычек.
Ответ введите в виде арабской цифры без каких-либо пробелов, точек и кавычек.
Например: 31
Вопрос 31
В какую графу операционной карты необходимо записать горизонтально-фрезерную операцию?
 Ответ введите в виде арабской цифры без каких-либо пробелов, точек и кавычек.
Ответ введите в виде арабской цифры без каких-либо пробелов, точек и кавычек.
Например: 32
Вопрос 32
В какую графу операционной карты необходимо вписать горизонтально-фрезерный станок марки 6Р82Г?
 Ответ введите в виде арабской цифры без каких-либо пробелов, кавычек и точек.
Ответ введите в виде арабской цифры без каких-либо пробелов, кавычек и точек.
Например: 33
Вопрос 33
В какие графы операционной карты необходимо внести единицы измерения обрабатываемого диаметра (мм), вспомогательного и основного времени (мин), скорости (м/с), обрабатываемой длины (мм), глубины резания (мм), числа проходов, подачи (мм/об), частоты вращения (об/мин)?
 Ответ введите в виде сочетания арабских цифр в строгой последовательности в соответствии с поставленным вопросом без каких-либо пробелов, кавычек и точек.
Ответ введите в виде сочетания арабских цифр в строгой последовательности в соответствии с поставленным вопросом без каких-либо пробелов, кавычек и точек.
Например: 12345678910112
Вопрос 34
Деталь изготавливается из стали 45 круглого проката (ГОСТ 1050-2013).
В какую графу операционной карты необходимо внести соответствующую запись?
 Ответ введите в виде арабской цифры без каких-либо пробелов. точек и кавычек.
Ответ введите в виде арабской цифры без каких-либо пробелов. точек и кавычек.
Например: 1
Вопрос 35
Укажите ключевое слово технологического перехода, связанного с обработкой торца.
Ответ введите в виде одного слова с большой буквы без каких-либо пробелов, точек и кавычек.
Вопрос 36
Укажите ключевое слово технологического перехода, связанного с растачиванием отверстия.
Ответ введите в виде одного слова с большой буквы без каких-либо пробелов, точек и кавычек.
Вопрос 37
Укажите ключевое слово технологического перехода, связанного с фрезерованием шпоночного паза.
Ответ введите в виде одного слова с большой буквы без каких-либо пробелов, точек и кавычек.
Вопрос 38
Укажите ключевое слово технологического перехода, связанного со строганием кромки листа.
Ответ введите в виде одного слова с большой буквы без каких-либо пробелов, точек и кавычек.
Вопрос 39
Какими линиями на карте эскизов рисуются поверхности, подлежащие обработке?
Варианты ответов
- Основными
- Тонкими
- Штрихпунктирными
- Пунктирными
Вопрос 40
Какими линиями на карте эскизов рисуются необрабатываемые поверхности?
Варианты ответов
- Пунктирными
- Штрихпунктирными
- Тонкими
- Основными
![]()
![]()