Билеты общего экзамена для проверки знаний специалистов сварочного производства УРОВЕНЬ I (РДС)
Ответы на вопросы выделены желтым цветом
Ответы на вопросы для экзамена по охране труда вы можете посмотреть здесь: «Ответы на билеты по охране труда»
Ответы, необходимые для проверки знаний у лиц, ответственных за безопасное производство работ кранами
БИЛЕТ 1
ВОПРОС 1. Какие признаки наиболее правильно отражает сущность ручной электродуговой сварки штучными электродами (РДС)?
1. Расплавление металлического стержня ограниченной длины и основного металла производится электрической дугой с защитой расплавленных металлов от воздействия атмосферы.
2. Защита дуги и сварочной ванны газом от расплавления покрытия электрода.
3. Расплавление основного металла от теплового воздействия электрической дуги, стержня и покрытия электрода.
ВОПРОС 2. К какой группе сталей относятся сварочные проволоки марок Св-08А, Св-08АА, Св-08ГА, Св-10ГА?
1. Низкоуглеродистой.
2. Легированной.
3. Высоколегированной.
ВОПРОС 3. Укажите, какое влияние оказывает увеличение тока при ручной дуговой сварке на геометрические размеры шва?
1. Увеличивается глубина провара и высота усиления шва.
2. Глубина провара увеличивается, а высота усиления шва уменьшается.
3. Уменьшается глубина провара и увеличивается высота усиления шва .
ВОПРОС 4. Какое определение сварочной дуги наиболее правильно?
1. Электрический дуговой разряд в месте разрыва цепи.
2. Электрический дуговой разряд в межэлектродном пространстве в частично ионизированной смеси паров металла, газа, компонентов электродов, покрытий, флюсов.
3. Электрический дуговой разряд в смеси атомов и молекул воздуха.
ВОПРОС 5. Какими параметрами режима определяется мощность сварочной дуги?
1. Сопротивлением электрической цепи.
2. Величиной напряжения дуги.
3. Величиной сварочного тока и напряжения дуги.
ВОПРОС 6. Какой должна быть величина тока при дуговой сварке в потолочном положении по сравнению с величиной тока при сварке в нижнем положении?
1. Величина тока при сварке в потолочном положении должна быть меньше, чем при сварке в нижнем положении.
2. Величина тока при сварке в потолочном положении должна быть больше, чем при сварке в нижнем положении.
3. Величина тока не зависит от положения сварки в пространстве.
ВОПРОС 7. Какие требования предъявляются к сварочных материалов при входном контроле?
1. Наличие сертификата: полнота и правильность приведенных в нем данных, наличие на каждом упаковочном месте этикеток с контролем данных, приведенных в них, состояние материалов и упаковок.
2. Наличие сертификата: полнота и правильность приведенных в нем данных.
3. Требования к контролю устанавливается в каждом отдельном случае в зависимости от требований Заказчика.
ВОПРОС 8. Для какого класса сталей применяют при сварке электроды типов Э38, Э42, Э42А, Э46, Э46А?
1. Для сварки теплоустойчивых низколегированных сталей.
2. Для сварки углеродистых сталей.
3. Для сварки сталей аустенитного класса.
ВОПРОС 9. Укажите назначение электродного покрытия
1. Упрощает возбуждение дуги, увеличивает коэффициент расплавления металла электродного стержня и глубину проплавления.
2. Защищает металл стержня электрода от окисления, улучшает санитарно-гигиенические условия работы сварщика.
3. Повышает устойчивость горения дуги, образует комбинированную газошлаковую защиту расплавленного электродного металла и сварочной ванны, легирует и рафинирует металл шва и улучшает его формирование.
ВОПРОС 10. Какие род тока и полярность рекомендуются применять при ручной дуговой сварке конструкций из низкоуглеродистой стали электродами с основным покрытием?
1. Переменный.
2. Постоянный ток обратной полярности.
3. Постоянный ток прямой полярности.
ВОПРОС 11. Что понимают под магнитным дутьем дуги?
1. Отклонение дуги от оси шва под действием магнитного поля или воздействия больших ферромагнитных масс.
2. Периодическое прерывание дуги.
3. Колебания капли электродного металла при сварке длинной дугой.
ВОПРОС 12. Какую вольтамперную характеристику должен иметь сварочный источники питания для ручной дуговой сварки?
1. Жесткую или полого падающую.
2. Возрастающую.
3. Падающую.
ВОПРОС 13. Электроды каких марок, имеют рутиловое покрытие?
1. УОНИИ 13/45, СМ-11.
2. АНО-3, АНО-6, МР-3.
3. АНО-7, АНО-8.
ВОПРОС 14. Какие дефекты образуются при сварке длинной дугой электродами с основным покрытием?
1. Газовые поры.
2. Шлаковые включения.
3. Закалочные трещины.
ВОПРОС 15. Какой дефект преимущественно может образоваться при быстром удалении электрода от деталей?
1. Кратерные трещины
2. Непровар
3. Поры
ВОПРОС 16. Укажите наиболее правильное определение понятия свариваемости?
1. Технологическое свойство металлов или их сочетаний образовывать в процессе сварки соединения, обеспечивающие прочность и пластичность на уровне основных материалов.
2. Металлургическое свойство металлов, обеспечивающее возможность получения сварного соединения с общими границами зерен околошовной зоны и литого шва.
3. Технологическое свойство металлов или их сочетаний образовывать в процессе сварки соединения, отвечающие конструктивным и эксплуатационным требованиям к ним.
ВОПРОС 17. Что может способствовать образованию прожога при сварке?
1. Малая величина притупления кромок деталей с V — образной разделкой.
2. Отсутствие зазора в собранном под сварку стыке.
3. Сварка длинной дугой.
ВОПРОС 18. Укажите следует ли удалять прихватки, имеющие недопустимые наружные дефекты (трещины, наружные поры и т.д.) по результатам визуального контроля?
1. Следует.
2. Не следует, если при сварке прихватка будет полностью переварена.
3. Следует удалять только в случае обнаружения в прихватке трещины.
ВОПРОС 19. Какое должно быть напряжение светильников при производстве работ внутри сосуда?
1. 220 В.
2. 36 В.
3. Не выше 12 В.
ВОПРОС 20. Как обозначается сварное соединение на чертеже?
1. Обозначается тип соединения, метод сборки и способ сварки, методы контроля.
2. Указывается ГОСТ, тип соединения, метод и способ сварки, катет шва, длина или шаг, особые обозначения.
3. Указывается метод и способ сварки, длина или шаг, сварочный материал, методы и объем контроля.
Для перехода на следующую страницу, воспользуйтесь постраничной навигацией ниже
Страницы: 1 2 3 4 5 6 7 8 9 10
Экзаменационные тесты для сварщиков с ответами
Правильный вариант ответа отмечен знаком +
1. Чем определяются свойства сварного соединения?
+ Свойствами металла шва, линии сплавления с основным металлом и зоны термического влияния
— Техническими характеристиками использованных электродов
— Свойствами металла линии сплавления и зоны термического влияния
2. С какой целью выполняют разрезку кромок?
— Для экономии металла
— Для более удобного проведения сварочных работ
+ Для обеспечения провара на всю глубину
3. Исправление сквозных дефектов сварных соединений трубопроводной арматуры проводят путем разрезки кромок. Укажите допустимые углы раскрытия кромок.
+ 65-75 градусов
— 15-20 градусов
— 30-45 градусов
4. Расшифруйте смысл маркировки электродов: буква «Э» и следующее за ней цифровое значение.
— Тип электрода и допустимое количество часов использования
+ Тип электрода и гарантируемый предел прочности наплавленного металла в расчете на кгс/мм2
— Марку электрода и серийный номер, присвоенный заводом-производителем
5. Какой должна быть характеристика источников питания для ручной дуговой сварки или наплавки покрытыми электродами?
— Переменной
+ Крутопадающей или жесткой (в комбинации с балластными реостатами)
— Восходяще-контролируемой
6. В каком порядке проводится аттестация сварщиков?
— По решению аттестационной комиссии
— Сначала теоретическая часть экзамена, а затем практическая
+ Сначала практическая часть экзамена, затем теоретическая
7. Укажите верную маркировку, которая бы указывала на толщину покрытия в обозначении электрода.
+ Тонкое покрытие — М, среднее покрытие — С, толстое покрытие — Д, особо толстое покрытие — Г
— Без покрытия — ТО, среднее покрытие — СР, толстое покрытие — ТЛ, особо толстое покрытие — ОТЛ
— Без покрытия — БП, тонкое покрытие — Т, среднее покрытие — С, толстое покрытие — ТТ, особо толстое покрытие – ТТТ
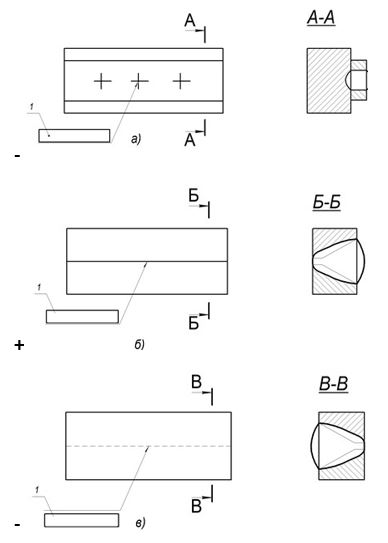
8. На каком из чертежей изображен видимый сварной шов?
9. При выполнении ручной дуговой сварки непровары возникают из-за:
+ Высокой скорости выполнения работ, недостаточной силы сварочного тока
— Малой скорости выполнения работ, чрезмерно большой силы сварочного тока
— Неправильного подбора электродов, чрезмерно большой силы сварочного тока
тест 10. Дайте определение понятию «электрошлаковая сварка».
— Сварка электротоком, при которой побочным продуктов плавления металла является слой флюса, подлежащий вторичному использованию при электродуговой сварке
+ Сварка плавлением, при которой для нагрева используют тепло, выделяемое при прохождении электротока через массы расплавленного шлака
— Сварка плавлением, при которой используются ленточные электроды и слой шлака в качестве охлаждающей среды
11. Ультразвуковой метод контроля позволяет выявить следующие дефекты сварного шва:
— Качество оплавления металла
+ Непровары, трещины, поры, включения металлической и неметаллической природы, несплавления
— Внутренние напряжения металла
12. Максимальная длина гибкого кабеля, используемого для подключения передвижной электросварочной установки к коммутационному аппарату, составляет:
— 25 м
— 20 м
+ 15 м
13. Конструктивными характеристиками разделки кромок являются:
+ Притупление, угол скоса кромки
— Температура плавления металла, глубина проварки
— Угловатость, угол скоса кромки
14. Остаточные сварочные деформации – это:
— Деформации, которые связаны с дефектами электродов
+ Деформации, которые остаются после завершения сварки и полного остывания изделия
— Деформации, образовавшиеся после воздействия краткосрочной механической нагрузки на сварное соединение
15. Какой дефект сварного шва изображен на рисунке?

— Несплавление
+ Непровар
— Неправильная разделка кромок
16. Прожоги образуются по причине:
+ Несоответствия силы сварочного тока и толщины свариваемых элементов
— Неправильно подобранных электродов
— Неправильно подобранного размера сварочной ванны
17. Укажите оптимальный метод предупреждения образования горячих трещин при сварке.
— V-образная разделка кромок
+ Выбор правильной формы разделки кромок, снижение погонной энергии
— Проведение термической обработки металла до сварки
18. Контроль качества сварных соединений проверяют по:
+ Свойствам металла шва, линии сплавления с основным металлом и зоне термического влияния
— Внешнему виду катета сварного шва
— Цвету сварного шва
19. Внешний вид излома сварного соединения позволяет определить:
— Прочность, устойчивость против коррозии, деформационную стойкость
+ Строение и структуру металла, что является ценной информацией для оценки его пластических свойств
— Наличие вредных примесей в металле
тест-20. Перечислите типы сварных соединений.
+ Стыковые, тавровые, угловые, внахлест
— Плоские, угловые, стыковые, объемные
— С нахлестом, без нахлеста
21. Опишите принцип заземления сварочного оборудования.
— К оборудованию приваривается медный провод. Обязательно наличие надписи «Земля»
— Оборудование имеет специальный зажим, расположенный в доступном месте. Наличие надписи «Земля» опционально
+ Оборудование имеет болт с окружающей его контактной площадкой. Обязательно наличие надписи «Земля»
22. Влияние подогрева изделия в процессе сварки на величину остаточных деформаций выражается в:
— Увеличении этих деформаций
+ Уменьшении этих деформаций
— Влияние отсутствует
23. Магнитное дутье дуги – это:
— Увеличение линейных размеров дуги из-за воздействия магнитного поля сплавляемого металла
+ Отклонение дуги от оси электрода, возникающее из-за влияния магнитных полей или ферромагнитных масс при сварке
— Увеличение проплавления изделия, возникшее из-за влияния магнитного поля дуги
24. Когда возможно исправление дефектов в сварных изделиях, подлежащих последующему отпуску (термообработке)?
+ До отпуска
— После отпуска
— По мере обнаружения дефектов
25. Сварные проволоки Св-08, Св-08а, Св-10ГА относят к … классу сталей.
— Легированному
— Высоколегированному
+ Низкоуглеродистому
26. Методы контроля степени воздействия на материал сварного соединения бывают:
+ Разрушающими и неразрушающими
— Радиографическими и ультразвуковыми
— Статическими и динамическими
27. Укажите цель проведения сопутствующего и предварительного подогрева.
— Повышение содержания углерода в металле
+ Выравнивание неравномерности нагрева при сварке, снижение скорости охлаждения и уменьшение вероятности возникновения холодных трещин
— Повышение скорости охлаждения металла в зоне сварки
28. Наплыв в металле шва – это:
— Неровность металла, влияющая на эксплуатационные и эстетические характеристики сварного изделия
+ Дефект в виде металла, который наплыл на поверхность свариваемого металла или ранее выполненного валика и не сплавившийся с ним
— Отклонение линейных размеров шва от эталонных (назначенных в чертежах)
29. Цифры возле букв на чертеже сварного шва обозначают:
+ Порядковый номер шва в соответствии с ГОСТ
— Предпочтительную толщину электрода для проведения работ
— Длину катета шва
тест_30. Требования, которые предъявляются к качеству исправленного участка шва:
— Определяются приемочной группой индивидуально
+ Аналогичны тем, которые предъявляются к качеству основного шва
— Зафиксированы в нормативных документах и зависят от вида шва
Тестирование по экзаменационным билетам сварщика
Тестирование по экзаменационным билетам сварщика.
(4).jpg "Аттестация сварщика")
От квалификации
сварщика зависит качество изготовляемой продукции. Для опасных объектов сварка
доверяется только сварщикам высокой категории.
К работам
допускаются только аттестованные
сварщики, имеющих удостоверение единого
образца Ростехнадзора с отметкой по допуску определенных видов работ. Первичное
обучение и аттестация сварщика проводится
в учебном предприятии на курсовой подготовке.
Аттестация сварщика
подтверждается ежегодно
То есть,
чтобы работать сварщиком, нужно всегда сдавать экзамены на подтверждение знаний
сварочного производства.
На нашем
сайте размещены экзаменационные экзамены для аттестации сварщиков 1 го уровня, (взятые с сайта Веб-Механик), по которым
можно пройти тестирование, закрепить
свои знания и приобрести дополнительные знания.
Тестирование
можно проходить неограниченное время — бесплатно
Кроме
теоретических знаний сварщик должен подтвердить допуск к работам сваркой:
- Качественная сварка на экзамене в горизонтальном и потолочном положении, дает
допуск к сварочным работам в любом пространственном положении; - При допуске к сварке труб и
трубопроводов должны произвести сварку
неповоротные стыки труб; - Допуск на контактную сварку, требует сварки четыре образца труб – два на
разрыв и два на сплющивание.
.jpg "Сварка потолочного шва")

ФЕДЕРАЛЬНАЯ СЛУЖБА ИСПОЛНЕНИЯ НАКАЗАНИЙ
ФЕДЕРАЛЬНОЕ КАЗЕННОЕ ПРОФЕССИОНАЛЬНОЕ
ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ №79
(ФКП ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ №79)
|
Рассмотрено на заседании методической комиссии Протокол от «__» _____________ 2022 г. № ___ Председатель МК _______________ Н.Ю. Авдеев |
«Утверждаю» Заместитель директора по учебно-производственной работе ФКП образовательного учреждения №79 _______________ О.В. Алипова « » ____________ 2022 г. |
ЭКЗАМЕНАЦИОННЫЕ БИЛЕТЫ
для проведения экзамена по теоретической части
программы профессионального обучения
по профессии: 890189 «Сварщик ручной дуговой сварки плавящимся покрытым электродом»
Срок обучения – 5 месяцев
Составил
преподаватель
______________ Матюхов Д.Н.
Пос. Социалистический, 2022 г.
Билет № 1
1. Сварка: виды сварки. Сущность сварки плавлением и давлением.
2. Измерение деталей. Средства для измерения линейных размеров.
3. Опасные и вредные производственные факторы, которые могут воздействовать на работника при выполнении сварочных работ.
Билет № 2
1. Сварочное соединение: определение, типы.
2. Основные свойства металлов, оказывающие влияние на определение их сферы применения.
3. Меры безопасности при выполнении сварочных работ на высоте.
Билет № 3
1. Сварной шов: определение, виды.
2. Классификация сталей.
3. Меры безопасности при выполнении сварочных работ в замкнутых пространствах (цистернах, емкостях).
Билет № 4
1. Обозначение сварных швов на чертежах. Структура условного обозначения.
2. Основные электрические величины: понятие, обозначение, единицы измерения.
3. Требования пожарной безопасности при выполнении сварочных работ.
Билет № 5
1. Материалы, применяемые при ручной дуговой сварке, их назначение.
2. Разметка: назначение, виды и инструменты.
3. Требования электробезопасности при выполнении сварочных работ.
Билет № 6
1. Сварочный пост: виды, требования.
2. Рубка и резка металла: назначение, применение, инструмент.
3. Первая помощь при поражении электрическим током.
Билет № 7
1. Сварочная дуга: понятие, строение.
2. Правка и гибка металла, назначение, инструмент.
3. Средства индивидуальной защиты сварщика. Требования к ним.
Билет № 8
1. Назначения разделки кромок при сварке. Типы разделки кромок под сварку. Конструктивные элементы разделки кромок.
2. Организация рабочего место при выполнении слесарных работ.
3. Требования к содержанию рабочего места сварщика.
Билет № 9
1. Источники питания сварочной дуги: назначение, классификация, область применения.
2. Организация рабочего место сварщика.
3. Первая доврачебная помощь при переломах, вывихах и растяжении связок.
Билет № 10
1. Типы и виды дефектов при сварочных работах: причины появления, способы предупреждения.
2. Требования, предъявляемые к сварным конструкциям.
3. Меры безопасности при выполнении сварочных работ на открытом воздухе.
Билет № 11
1. Сварочный электрод: определение, типы, покрытия электродов.
2. Строительные конструкции: виды, типы, область применения.
3. Меры безопасности при выполнении сварочных работ в цехах предприятий.
Билет № 12
1. Влияние силы тока, рода и полярности тока, напряжения на форму сварного шва.
2. Технологический процесс: понятие, этапы типового технологического процесса сварных машиностроительных конструкций.
3. Первая доврачебная помощь при ожогах.
Билет № 13
1. Параметры режима ручной дуговой сварки.
2. Деталь. Типы соединения деталей: назначение, применение.
3. Первичные средства пожаротушения. Правила пользования огнетушителями.
Тест и билеты электрогазосварщика
Перед допуском к самостоятельной работе, электрогазосварщик, вне зависимости от разряда, обязан пройти первичную проверку на знание производственной инструкции и инструкции по охране труда и раз в 12 месяцев проходить периодическую проверку знаний.
Данный бесплатный экзаменационный онлайн тест 2022 года разработан для подготовки к первичному и повторному экзамену электрогазосварщиков. Тестовые вопросы и ответы соответствуют профессиональному стандарту «Сварщик» утв, приказом Министерства труда и соцзащиты N 701н от 28.11.2013.
Все вопросы с ответами на этом сайте обновлены и актуальны на сегодняшний день.
В наибольшей безопасности тот, кто начеку, даже когда нет опасности.
Сайрус Паблиус
Тест электрогазосварщика
Билеты для аттестации и/или проверки знаний
-
Билет №
1 -
Билет №
2 -
Билет №
3 -
Билет №
4 -
Билет №
5 -
Билет №
6 -
Билет №
7 -
Билет №
8 -
Билет №
9 -
Билет №
10
-
Билет №
11 -
Билет №
12 -
Билет №
13 -
Билет №
14 -
Билет №
15 -
Билет №
16 -
Билет №
17 -
Билет №
18 -
Билет №
19 -
Билет №
20
Верхняя таблица (таблица билетов) предназначена для проверки знаний и тренировки перед экзаменом, посредством решения билетов. Билеты наполняются рандомными вопросами, а также есть возможность формирования протокола (результатов) экзамена.
Нижняя таблица (таблица вопросов) предназначена для подготовки к экзамену, вопросы представлены строго по порядку и не меняются.
Вопросы для подготовки к аттестации и/или проверки знаний
-
Вопросы
1
—
5 -
Вопросы
6
—
10 -
Вопросы
11
—
15 -
Вопросы
16
—
20 -
Вопросы
21
—
25
-
Вопросы
26
—
30 -
Вопросы
31
—
35 -
Вопросы
36
—
40 -
Вопросы
41
—
45 -
Вопросы
46
—
50
-
Вопросы
51
—
55 -
Вопросы
56
—
60 -
Вопросы
61
—
65 -
Вопросы
66
—
70 -
Вопросы
71
—75
Экзаменационный тест электрогазосварщика с ответами
Электрогазосварщик — это рабочая профессия при которой выполнение работ осуществляется ручной электродуговой и также газовой сваркой. Основные трудовые функции: сварка металлических конструкций различной сложности, резка металлов, наплавка различных деталей и изделий с помощью аппарата электродуговой сварки или аппарата газовой сварки.
Экзаменационный тест электрогазосварщика разработан на основе трудовых функций данной профессии с применением новых нормативно-правовых актов.
Условиями допуска для работников в данной сферы деятельности является:
— Изучение производственных инструкций, инструкцией по ОТ;
— Прохождение обязательных первичных и периодических медицинских осмотров;
— Прохождение обучения и проверки знаний правил безопасной эксплуатации сосудов под давлением;
— Обучение и проверка знаний норм и правил работы в электроустановках;
— Обучение и проверка знаний мерам пожарной безопасности;
— Обучение и проверка знаний по охране труда.
Билеты для электрогазосварщика
На нашем сайте вы сможете полноценно подготовиться к экзамену электрогазосварщика на все разряды. Подготовка осуществляется решением билетов с выбором правильного ответа. Билеты представляет собой перечень вопросов с вариантами ответов и выделенным правильным ответом (в некоторых случаях может быть несколько правильных вариантов ответов). Вопросы и ответы составлены из нормативно-правовых актов (НПА) соответствующей деятельности.
НАКС 0 Общий экзамен I и II уровень. Подготовка к аттестации сварщиков в соответствии с требованиями «Правил аттестации сварщиков и специалистов сварочного производства» (ПБ-03-273-99) и «Технологического регламента проведения аттестации сварщиков и специалистов сварочного производства» (РД 03-495-02).
Для подготовки к аттестации сварщиков на сайте «Тест 24» подготовлены разделы онлайн тестирования для проверки теоретических знаний в соответствии с видом сварки, по которым аттестуются сварщики, осуществляющие свою производственную деятельность.
Билеты НАКС Общий экзамен I и II уровень
НАКС 0.01.1.01.ОЭ(м)-I. Общий экзамен 1 уровень.
НАКС 0.01.2.01.ОЭ (м)-II. Общий экзамен 2 уровень.
Теоретический экзамен НАКС проводят в аттестационном центре, который зарегистрирован в реестре Системы аттестации сварщиков и специалистов сварочного производства Национального аттестационного комитета по сварочному производству.
На общем экзамене сварщику предстоит ответить на 20 вопросов по теоретическим основам сварки, а на специальном экзамене — не менее 15 произвольно выбранных вопросов в соответствии с видом (способом) сварки (наплавки), по которому он аттестуется. Выбор вопросов проводит аттестационная комиссия по сборникам экзаменационных вопросов по общему и специальному экзаменам. Каждый сборник должен содержит не менее 100 вопросов.
Если сварщик аттестуется на два или три вида (способа) сварки (наплавки), например, ручную дуговую сварку покрытыми электродами и ручную аргонодуговую сварку неплавящимся электродом, в экзаменационном билете должно быть не менее 5 вопросов по каждому виду (способу) сварки (наплавки) из соответствующих сборников экзаменационных вопросов. При аттестации на сварку объектов, входящих в две или три группы опасных технических устройств, сварщик должен получить отдельные билеты для специального экзамена по каждой группе опасных технических устройств. В экзаменационном билете должно быть не менее 5 вопросов по каждой группе опасных технических устройств.
Общий и специальный экзамены можно проводить в письменной форме или с помощью компьютера. По решению экзаменационной комиссии с аттестуемым может быть проведено дополнительное собеседование.
Сварщик считается выдержавшим общий и специальный экзамены, если он правильно ответил не менее чем на 80 % заданных ему вопросов на каждом из экзаменов, с учетом результатов собеседования, после чего сварщик считается аттестованным, с учетом успешной сдачи практического экзамена.