Продолжаем публикацию материалов, необходимых для проверки знаний специалистов на производстве. Напоминаем вам, что весь материал предоставляется для самостоятельного контроля знаний!
Билеты общего экзамена по проверке знаний специалистов сварочного производства УРОВЕНЬ II
БИЛЕТ № 1
ВОПРОС 1
Какие признаки наиболее полно отражает сущность ручной электродуговой сварки плавлением ( РДС )?
1. Расплавление металлического стержня, покрытия электрода и основного металла и защита дуги и ме-талла сварочной ванны газом от расплавления покрытия электрода
2. Защита дуги и сварочной ванны газом от расплавления покрытия электрода
3. Расплавление основного металла от теплового воздействия электрической дуги, стержня и покрытия электрода.
ВОПРОС 2
Какой из способов выплавки стали обеспечивает наиболее высокое качество металла?
1. Плавка в конверторе.
2. Плавка в мартеновских печах.
3. Плавка в электропечах.
ВОПРОС 3
Что называют полуспокойной сталью?
1. Сталь с содержанием кремния до 0,07 вес. процента и 1 вес. процента марганца, не полностью раскис-ленную при выплавке.
2. Сталь с содержанием кремния более 0,1 вес. процента, полностью раскисленную при выплавке.
3. Сталь, легированная молибденом и вольфрамом.
ВОПРОС 4. Какая из структурных составляющих стали имеет большую твердость?
1. Феррит.
2. Перлит.
3. Цементит
ВОПРОС 5
Чем обуславливается возникновение закалочных структур рядом со сварным швом?
1. Высоким содержанием углерода в основном металле и высоким теплоотводом.
2. Медленным охлаждением детали.
3. Низкой скоростью сварки.
ВОПРОС 6
Какие существуют виды коррозионного разрушения сварных соединений?
1. Разрушение от общей коррозии, межкристаллитной коррозии, коррозионного растрескивания под на-пряжением.
2. Разрушение в сварном шве, зоне термического влияния, по линии сплавления.
3. Структурное, общее, локальное по линии сплавления.
ВОПРОС 7
Какое определение сварочной дуги наиболее правильно?
1. Электрический дуговой разряд в месте разрыва цепи.
2. Электрический дуговой разряд в частично онизированной смеси паров металла, газа, компонентов электродов, покрытий, флюсов.
3. Электрический дуговой разряд в смеси атомов и молекул воздуха.
ВОПРОС 8
Основное назначение сварочного тракнсформатора?
1. Повышение мощности отбираемой от сети.
2. Понижение напряжения электрической сети.
3. Понежение частоты питающей сети.
ВОПРОС 9
Укажите сечение кабеля для сварки на токах от 100 до 200А?
1. Не менее 16 мм2 .
2. Не менее 25 мм2 .
3. Не менее 35 мм2
ВОПРОС 10
Какой должна быть величина тока при дуговой сварке в потолочном положении по сравнению с величи-ной тока при сварке в нижнем положении?
1.Величина тока при сварке в потолочном положении должна быть меньше, чем при сварке в нижнем положении.
2. Величина тока при сварке в потолочном положении должна быть больше, чем при сварке в нижнем положении.
3. Величина тока не зависит от положения сварки.
ВОПРОС 11
Укажите, требуется ли выполнять подогрев деталей при приварке временных технологических креплений из углеродистых, марганцовистых и кремнемарганцовистых сталей.?
1. Требуется, если собираются детали с толщиной стенки, для которой требуется подогрев при сварке.
2. Подогрев допускается не выполнять при любой толщине деталей.
3. Требуется, но только при отрицательной температуре воздуха.
ВОПРОС 12
Для какого класса сталей применяют при сварке электроды типов Э-70, Э-85,
Э-100, Э-125, Э-150?
1. Для сварки теплоустойчивых сталей.
2. Для сварки конструкционных сталей повышенной и высокой прочности.
3. Для сварки углеродистых и низколегированных конструкционных сталей.
ВОПРОС 13
Почему не рекомендуется применять тарированные вольфрамовые электроды для сварки?
1. Дорогостоящие и дефицитные.
2. Имеют меньшую стойкость по сравнению с лантанированными и иттрированными вольфрамовыми электродами.
3. Обладают естественной радиоактивностью.
ВОПРОС 14
В какой области сварочной дуги наиболее высокая температура?
1. В катодной области.
2. В анодной области.
3. В столбе дуги.
ВОПРОС 15
В какой цвет окрашивают баллон для хранения гелия?
1. Серый.
2. Голубой.
3. Коричневый.
ВОПРОС 16
С какими вольтамперными характеристиками можно использовать источники питания для механизиро-ванной сварки в углекислом газе?
1. С падающей вольт-амперной характеристикойисточника.
2. С возрастающей вольт-амперной характеристикойисточника.
3. С жесткой или пологопадающей вольт-амперной характеристикойисточника.
ВОПРОС 17
Какие требования должны предъявляться к прокалке флюса перед выдачей его на производственный участок для выполнения сварки?.
1. Флюс должен быть прокален при температуре 300 — 400 0С в течение 1ч.
2. Сварочный флюс не требует дополнительной подготовки и может применяться в состоянии заво-дской поставки.
3. Флюс должен быть прокален при температуре 100 — 150 0С в течение 1ч.
ВОПРОС 18
Что служит источником теплоты при электрошлаковой сварке?
1. Теплота, выделяющееся в ванне расплавленного флюса при прохождении через нее тока от электрода к изделию.
2. Тепло, выделяющееся в электрической дуге между электродом и изделием, защищенным слоем флю-са.
3. Электрическая дуга между слоем расплавленного флюса и изделием.
ВОПРОС 19
Что обозначает в маркировке электродов буква «Э» и цифры, следующие за ней?
1. Марку электрода и номер разработки.
2. Завод-изготовитель и номер покрытия.
3. Тип электрода и гарантируемый предел прочности наплавленного ими металла в кгс/мм2.
ВОПРОС 20
Какие должны быть род и полярность тока при сварке соединений из углеродистых сталей электродами с фтористо-кальциевым покрытием?
1. Переменный ток.
2. Постоянный ток обратной полярности.
3.Переменный ток или постоянный ток обратной полярности.
ВОПРОС 21
Что является источником переменного тока промышленной частоты?
1. Трансформатор.
2. Выпрямитель
3. Аккумулятор
4. Транзисторный генератор
ВОПРОС 22
Нужно ли производить термическую обработку сварного соединения из разнородных сталей для устра-нения остаточных напряжений, если сварку осуществляли аустенитными электродами и одна из сталей является закаливающейся?
1. Нет.
2. Да.
3. Нужно, если не производился подогрев под сварку.
ВОПРОС 23
Какие виды контроля сопровождаются разрушением сварного соединения
1.Гидравлические испытания, метод красок.
2. Ультразвуковой контроль, радиографический.
3. Испытания сварного соединения и наплавленного металла на статическое растяжение, ударный изгиб, статический изгиб, твердость, исследование микроструктуры соединения. .
ВОПРОС 24
Что понимают под жаростойкостью металла?
1. Способность сохранять прочность при высоких температурах.
2. Способность сопротивляться науглероживанию при высоких температурах.
3. Способность сопротивляться окислению при высоких температурах.
ВОПРОС 25
Укажите основные признаки “технологической прочности металлов при сварке”?
1. Способность металла сварных соединений обеспечивать прочность на уровне основного металла.
2.Способность металла сварных соединений обеспечивать служебные (эксплуатационные) свойства на уровне основного металла.
3. Способность металла сварного соединения выдерживать без различного рода повреждений (разруше-ний) весь технологический процесс сварки.
ВОПРОС 26
В чем заключается отличие стыковой сварки оплавлением от стыковой сварки сопротивлением?
1. Высокое усилие сжатия стыкуемых изделий.
2. Оплавление кромок свариваемых изделий перед осадкой.
3. Сжатие и сварка в твердой фазе.
ВОПРОС 27
Следует ли удалять прихватки, имеющие недопустимые наружные дефекты (трещины, наружные по-ры и т.д.), обноруженные визуальным контролем?
1. Следует.
2. Не следует.
3.Только по указанию руководителя сварочных работ.
ВОПРОС 28
Какой минимальный размер дефекта выявляется невооруженным глазом?
1. 0,01 мм
2. 0,05 мм
3. 0,10 мм
ВОПРОС 29
Какое должно быть напряжение светильников при производстве работ внутри сосуда?
1. 220 В.
2. 127 В.
3. Не выше 12 В.
4. 36 В.
5. Не выше 24 В.
ВОПРОС 30
Как определяется длительность производственного цикла изготовления сварных конструкций?
1. Календарный период времени между запуском в производство исходных материалов
( заготовок ) и выпуском конструкции в готовом виде.
2. Календарный период времени между изготовлением первого сварного элемента конструкции и вы-пуском конструкции в готовом виде.
3. Календарный период времени между проработкой чертежно-конструкторской документации в произ-водственных условиях и выпуском конструкции в готовом виде.
Для перехода на следующую страницу воспользуйтесь постраничной навигацией ниже
Страницы: 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Экзаменационные тесты для сварщиков с ответами
Правильный вариант ответа отмечен знаком +
1. Чем определяются свойства сварного соединения?
+ Свойствами металла шва, линии сплавления с основным металлом и зоны термического влияния
— Техническими характеристиками использованных электродов
— Свойствами металла линии сплавления и зоны термического влияния
2. С какой целью выполняют разрезку кромок?
— Для экономии металла
— Для более удобного проведения сварочных работ
+ Для обеспечения провара на всю глубину
3. Исправление сквозных дефектов сварных соединений трубопроводной арматуры проводят путем разрезки кромок. Укажите допустимые углы раскрытия кромок.
+ 65-75 градусов
— 15-20 градусов
— 30-45 градусов
4. Расшифруйте смысл маркировки электродов: буква «Э» и следующее за ней цифровое значение.
— Тип электрода и допустимое количество часов использования
+ Тип электрода и гарантируемый предел прочности наплавленного металла в расчете на кгс/мм2
— Марку электрода и серийный номер, присвоенный заводом-производителем
5. Какой должна быть характеристика источников питания для ручной дуговой сварки или наплавки покрытыми электродами?
— Переменной
+ Крутопадающей или жесткой (в комбинации с балластными реостатами)
— Восходяще-контролируемой
6. В каком порядке проводится аттестация сварщиков?
— По решению аттестационной комиссии
— Сначала теоретическая часть экзамена, а затем практическая
+ Сначала практическая часть экзамена, затем теоретическая
7. Укажите верную маркировку, которая бы указывала на толщину покрытия в обозначении электрода.
+ Тонкое покрытие — М, среднее покрытие — С, толстое покрытие — Д, особо толстое покрытие — Г
— Без покрытия — ТО, среднее покрытие — СР, толстое покрытие — ТЛ, особо толстое покрытие — ОТЛ
— Без покрытия — БП, тонкое покрытие — Т, среднее покрытие — С, толстое покрытие — ТТ, особо толстое покрытие – ТТТ
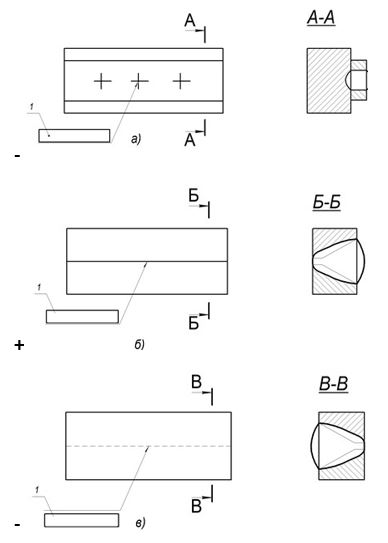
8. На каком из чертежей изображен видимый сварной шов?
9. При выполнении ручной дуговой сварки непровары возникают из-за:
+ Высокой скорости выполнения работ, недостаточной силы сварочного тока
— Малой скорости выполнения работ, чрезмерно большой силы сварочного тока
— Неправильного подбора электродов, чрезмерно большой силы сварочного тока
тест 10. Дайте определение понятию «электрошлаковая сварка».
— Сварка электротоком, при которой побочным продуктов плавления металла является слой флюса, подлежащий вторичному использованию при электродуговой сварке
+ Сварка плавлением, при которой для нагрева используют тепло, выделяемое при прохождении электротока через массы расплавленного шлака
— Сварка плавлением, при которой используются ленточные электроды и слой шлака в качестве охлаждающей среды
11. Ультразвуковой метод контроля позволяет выявить следующие дефекты сварного шва:
— Качество оплавления металла
+ Непровары, трещины, поры, включения металлической и неметаллической природы, несплавления
— Внутренние напряжения металла
12. Максимальная длина гибкого кабеля, используемого для подключения передвижной электросварочной установки к коммутационному аппарату, составляет:
— 25 м
— 20 м
+ 15 м
13. Конструктивными характеристиками разделки кромок являются:
+ Притупление, угол скоса кромки
— Температура плавления металла, глубина проварки
— Угловатость, угол скоса кромки
14. Остаточные сварочные деформации – это:
— Деформации, которые связаны с дефектами электродов
+ Деформации, которые остаются после завершения сварки и полного остывания изделия
— Деформации, образовавшиеся после воздействия краткосрочной механической нагрузки на сварное соединение
15. Какой дефект сварного шва изображен на рисунке?

— Несплавление
+ Непровар
— Неправильная разделка кромок
16. Прожоги образуются по причине:
+ Несоответствия силы сварочного тока и толщины свариваемых элементов
— Неправильно подобранных электродов
— Неправильно подобранного размера сварочной ванны
17. Укажите оптимальный метод предупреждения образования горячих трещин при сварке.
— V-образная разделка кромок
+ Выбор правильной формы разделки кромок, снижение погонной энергии
— Проведение термической обработки металла до сварки
18. Контроль качества сварных соединений проверяют по:
+ Свойствам металла шва, линии сплавления с основным металлом и зоне термического влияния
— Внешнему виду катета сварного шва
— Цвету сварного шва
19. Внешний вид излома сварного соединения позволяет определить:
— Прочность, устойчивость против коррозии, деформационную стойкость
+ Строение и структуру металла, что является ценной информацией для оценки его пластических свойств
— Наличие вредных примесей в металле
тест-20. Перечислите типы сварных соединений.
+ Стыковые, тавровые, угловые, внахлест
— Плоские, угловые, стыковые, объемные
— С нахлестом, без нахлеста
21. Опишите принцип заземления сварочного оборудования.
— К оборудованию приваривается медный провод. Обязательно наличие надписи «Земля»
— Оборудование имеет специальный зажим, расположенный в доступном месте. Наличие надписи «Земля» опционально
+ Оборудование имеет болт с окружающей его контактной площадкой. Обязательно наличие надписи «Земля»
22. Влияние подогрева изделия в процессе сварки на величину остаточных деформаций выражается в:
— Увеличении этих деформаций
+ Уменьшении этих деформаций
— Влияние отсутствует
23. Магнитное дутье дуги – это:
— Увеличение линейных размеров дуги из-за воздействия магнитного поля сплавляемого металла
+ Отклонение дуги от оси электрода, возникающее из-за влияния магнитных полей или ферромагнитных масс при сварке
— Увеличение проплавления изделия, возникшее из-за влияния магнитного поля дуги
24. Когда возможно исправление дефектов в сварных изделиях, подлежащих последующему отпуску (термообработке)?
+ До отпуска
— После отпуска
— По мере обнаружения дефектов
25. Сварные проволоки Св-08, Св-08а, Св-10ГА относят к … классу сталей.
— Легированному
— Высоколегированному
+ Низкоуглеродистому
26. Методы контроля степени воздействия на материал сварного соединения бывают:
+ Разрушающими и неразрушающими
— Радиографическими и ультразвуковыми
— Статическими и динамическими
27. Укажите цель проведения сопутствующего и предварительного подогрева.
— Повышение содержания углерода в металле
+ Выравнивание неравномерности нагрева при сварке, снижение скорости охлаждения и уменьшение вероятности возникновения холодных трещин
— Повышение скорости охлаждения металла в зоне сварки
28. Наплыв в металле шва – это:
— Неровность металла, влияющая на эксплуатационные и эстетические характеристики сварного изделия
+ Дефект в виде металла, который наплыл на поверхность свариваемого металла или ранее выполненного валика и не сплавившийся с ним
— Отклонение линейных размеров шва от эталонных (назначенных в чертежах)
29. Цифры возле букв на чертеже сварного шва обозначают:
+ Порядковый номер шва в соответствии с ГОСТ
— Предпочтительную толщину электрода для проведения работ
— Длину катета шва
тест_30. Требования, которые предъявляются к качеству исправленного участка шва:
— Определяются приемочной группой индивидуально
+ Аналогичны тем, которые предъявляются к качеству основного шва
— Зафиксированы в нормативных документах и зависят от вида шва
НАКС 0.01.2.01.ОЭ (м)-II. Общий экзамен 2 уровень. Подготовка к аттестации сварщиков. II уровень. Сварщики, направленные на выполнение сварочных и наплавочных работ конкретными видами (способами) сварки плавлением, осуществляемыми вручную, механизированными (полуавтоматическими) и автоматизированными методами при работах на опасных производственных объектах, подконтрольных Ростехнадзору
Сайт «Тест 24» предлагает пройти бесплатное онлайн тестирование для подготовки к аттестации сварщиков, которые готовятся к аттестации на 2 уровень. Учебный курс состоит из 290 вопросов, для тестирования разработаны 30 билета по 10 вопросов. Ответы на вопросы в каждом билете можно будет проверить в результатах, после завершения тестирования. Вы так же можете пройти онлайн тестирование на I уровень — Общий экзамен 1 уровень.
Марку свариваемой стали, разделку кромок (зазор, притупление, угол скоса), толщину металла.
Тип соединения (зазор, притупление, угол скоса кромок).
Необходимо обеспечить плотное прилегание подкладок с зазором не более 1 мм.
Необходимо выполнить тщательную подготовку кромок свариваемых листов.
Необходимо тщательно выдерживать величину зазора при сборке свариваемых листов под сварку.
Прямая (плюс на электроде).
Обратная (минус на электроде).
Обратная (плюс на электроде).
Неметаллическая несплошность.
Обобщенное наименование пор, шлаковых и вольфрамовых включений.
Скопление нескольких пор.
Надежного и быстродействующего автоматического отключения частей электрооборудования, случайно оказавшихся под напряжением, и поврежденных участков сети, в том числе защитного отключения
Применения надлежащей изоляции, а в отдельных случаях повышенной; применением двойной изоляции; соблюдения соответствующих расстояний до токоведущих частей или путем закрытия, ограждения токоведущих частей; применения блокировки аппаратов и ограждающих устройств для предотвращения ошибочных операций и доступа к токоведущим частям
Заземления или зануления корпусов электрооборудования и элементов электроустановок, которые могут оказаться под напряжением вследствие повреждения изоляции; выравнивания потенциалов; применения разделительных трансформаторов; применения напряжений 42 В и ниже переменного тока частотой 50 Гц и 110 В и ниже постоянного тока;применения предупреждающей сигнализации надписей и плакатов; применения устройств, снижающих напряженность электрических полей; использование средств защиты и приспособлений, в том числе для защиты от воздействия электрического поля в электроустановках, в которых его напряженность превышает допустимые нормы
Не реже одного раза в день
Не реже одного раза в месяц, а также непосредственно перед применением
Не реже одного раза в 10 дней, а также непосредственно перед применением
При получении инструмента со склада организации
До 450 — 500 градусов Цельсия
Резистор с постоянным сопротивлением.
Уменьшается ширина шва, увеличивается глубина провара.
Увеличению выпуклости шва, уменьшению глубины провара.
Увеличению ширины, уменьшению выпуклости шва, глубина провара остается практически неизменной.
Да, при сварке электродами, содержащими в стержне более 25% никеля.
По согласованию с головной материаловедческой организацией.
Случайное соединение находящихся под напряжением частей электроустановки
Проводник или их совокупность металлически соединенных между собой проводников, находящихся в соприкосновении с землей
Зона земли, находящаяся за пределами зоны растекания электрического тока
Снижению ударной вязкости.
Устранению внутренних напряжений, снижению прочности и повышению пластичности.
Следует менять в любом случае.
Менять при величине тока свыше 200 А.
Недостаточная величина сварочного тока.
![]()
Из профессий наших дней нету сварщика важней!
- Пропустить и перейти к материалам
- Перейти к Главной навигации и Войти
- Перейти к дополнительной информации
Nav view search
Навигация
- Тесты
- НАКС 1
- НАКС 2
- НАКС 3
- НАКС 4
- НАКС 5
- НАКС 9
- НАКС 20 СТО Газпром
- Общий экзамен
- Полезно знать
Искать
Вы здесь: Главная ![]() НАКС 2
НАКС 2
Тесты НАКС 2 уровня для специалистов. Подготовка к экзамену Ростехнадзора для сварщиков с ответами на вопросы. Бесплатная проверка знаний перед аттестацией.
2.01.1.01.КО-I-РД
2.01.1.02.КО-I-РАД
2.01.1.04.КО-I-МП
2.01.1.15.КО-I-Г
2.01.1.16.КО-I-РДН
2.01.1.17.КО-I-РАДН
2.01.2.01.КО-II
2.02.1.01.КО-I-РД Трубопроводы пара и горячей воды с рабочим давлением пара более 0,07 МПа и температурой воды свыше 115 градусов С. Способ сварки:РД. Уровень:I
2.02.1.02.КО-I-РАД Трубопроводы пара и горячей воды с рабочим давлением пара более 0,07 МПа и температурой воды свыше 115 градусов С. Способ сварки:РАД. Уровень:I
2.02.1.04.КО-I-МП
2.02.1.15.КО-I-Г
2.02.1.16.КО-I-РДН
2.02.1.17.КО-I-РАДН
2.02.2.01.КО-II
2.03.1.01.КО-I-РД
2.03.1.02.КО-I-РАД
2.03.1.04.КО-I-МП
2.03.1.15.КО-I-Г
2.03.1.16.КО-I-РДН
2.03.1.17.КО-I-РАДН
2.03.2.01.КО-II
2.04.1.01.КО-I-РД
2.04.1.02.КО-I-РАД
2.04.1.04.КО-I-МП
2.04.1.16.КО-I-РДН
2.04.1.17.КО-I-РАДН
2.04.2.01.КО-II
2.05.1.01.КО-I-РД
2.05.1.04.КО-I-МП
2.05.2.01.КО-II